1.本发明属于自动搪锡设备领域,特别涉及一种通孔元器件自动搪锡设备及搪锡方法。
背景技术:
2.通孔元器件在未经预处理直接焊接时,往往会出现焊接不良的情况,这是由引线金属材料的特性及元器件储存过程中表面氧化导致。为了增强元器件引线的可焊性,降低产品焊接不可靠的风险,须在器件装焊前对引线表面涂覆锡铅合金的镀层,即搪锡。现有搪锡方式主要有两种,电烙铁搪锡和锡锅搪就锡,主要使用的工具、设备分别对应智能烙铁和控温锡锅。但两种方式都需要人工操作完成。目前搪锡模式存在很多不足,效率低下,人工搪锡只能一个一个的完成,部分元器件还需要多次操作才能完成;质量风险高,人工操作过程难以精准控制,元器件搪锡质量一致性差,人工搪锡锡极易出现元器件跌落导致质量问题;人员危害大,搪锡操作过程存在高温、铅烟等危险源,长时间搪锡操作会对人造成伤害。因此,急需发明一种可以替代人工操作的通孔元器件自动搪锡设备及搪锡方法。
技术实现要素:
3.针对上述问题,本发明提供了一种通孔元器件自动搪锡设备,包括底座、传输轨道、除金波峰锡锅和搪锡波峰锡锅:所述底座的顶端设置有传输轨道,所述除金波峰锡锅和搪锡波峰锡锅设置在底座与传输轨道之间,所述传输轨道的底端分别设置有助焊剂喷涂模块和预热模块,所述传输轨道的底端还设置有冷却模块,所述底座的顶端分别固定连接有第一升降组件和第二升降组件。
4.进一步的,所述除金波峰锡锅的顶端设置有除金喷涌液态锡,所述搪锡波峰锡锅的顶端设置有搪锡喷涌液态锡。
5.进一步的,两组所述传输轨道之间传动连接有元器件装载托盘,且所述元器件装载托盘的边缘设有围框。
6.进一步的,所述元器件装载托盘的顶端放置有元器件,且所述元器件呈矩形阵列的形式在元器件装载托盘的顶端分布有若干个。
7.进一步的,所述元器件装载托盘的表面贯穿有若干组元器件引脚,所述元器件引脚与元器件的组数相等,所述元器件引脚与元器件相互配合使用,且所述元器件引脚与元器件电性连接。
8.进一步的,所述第一升降组件包括第一气缸和第二气缸,所述底座的顶端一侧对称固定连接有两组第一气缸,且所述第一气缸顶端与传输轨道的底端一侧固定连接,所述底座的顶端另一侧对称固定连接有两组第二气缸,且所述第二气缸顶端与传输轨道的底端另一侧固定连接。
9.进一步的,所述第二升降组件包括第三气缸和第四气缸,所述除金波峰锡锅的底端拐角处对称固定连接有四个第三气缸,且四组所述第三气缸的底端均与底座的顶端固定
连接,所述搪锡波峰锡锅的底端拐角处对称固定连接有四个第四气缸,且四组所述第四气缸的底端均与底座的顶端固定连接。
10.一种通孔元器件自动搪锡方法,包括以下步骤:
11.将需要搪锡的元器件插装在对应的元器件装载托盘,元器件装载托盘根据元器件的外形尺寸开孔;
12.将元器件从元器件装载托盘上方插装到对应孔内,元器件引退从元器件装载托盘底面伸出;
13.将元器件装载托盘放入在传输轨道上;
14.通过传输轨道将元器件装载托盘在助焊剂喷涂模块、预热模块、除金波峰锡锅、搪锡波峰锡锅和冷却模块上依次通过,达到元器件自动搪锡。
15.本发明的有益效果是:通过元器件装载托盘在传输轨道的带动下,依次通过搪锡设备上设置的助焊剂喷涂模块、预热模块、除金波峰锡锅、搪锡波峰锡锅、冷却模块,从而实现元器件,引线助焊剂涂敷、预热、一次搪锡、二次搪锡、冷却的一个批处理流水作业,从而实现元器件自动搪锡的效果。
16.本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书、权利要求书以及附图中所指出的结构来实现和获得。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
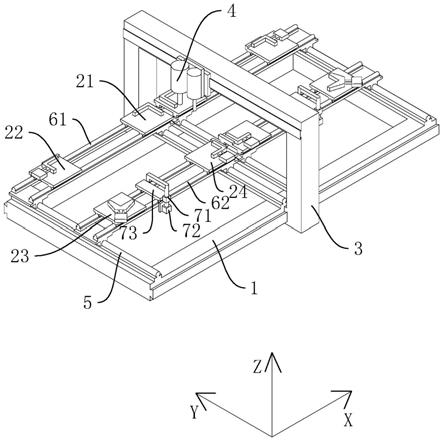
18.图1示出了本发明实施例自动搪锡设备结构示意图;
19.图2示出了本发明实施例搪锡设备元器件装载托盘位置示意图;
20.图3示出了本发明实施例元器件装载托盘与元器件示意图;
21.图4示出了本发明实施例元器件装载托盘与元器件引脚示意图;
22.图5示出了本发明实施例元器件与元器件引脚的结构示意图。
23.图中:1、底座;2、传输轨道;3、助焊剂喷涂模块;4、预热模块;5、除金波峰锡锅;6、搪锡波峰锡锅;7、冷却模块;8、第一气缸;9、第二气缸;10、第三气缸;11、第四气缸;12、除金喷涌液态锡;13、搪锡喷涌液态锡;14、元器件装载托盘;15、元器件;16、元器件引脚。
具体实施方式
24.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地说明,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.本发明实施例提出了一种通孔元器件自动搪锡设备,包括底座1、传输轨道2、除金波峰锡锅5和搪锡波峰锡锅6,示例性的,如图1所示。
26.所述底座1的顶端设置有传输轨道2,所述除金波峰锡锅5和搪锡波峰锡锅6设置在底座1与传输轨道2之间,所述传输轨道2的底端分别设置有助焊剂喷涂模块3和预热模块4,所述传输轨道2的底端还设置有冷却模块7,所述底座1的顶端分别固定连接有第一升降组件和第二升降组件,所述第一升降组件包括第一气缸8和第二气缸9,所述底座1的顶端一侧对称固定连接有两组第一气缸8,且所述第一气缸8顶端与传输轨道2的底端一侧固定连接,所述底座1的顶端另一侧对称固定连接有两组第二气缸9,且所述第二气缸9顶端与传输轨道2的底端另一侧固定连接,所述第二升降组件包括第三气缸10和第四气缸11,所述除金波峰锡锅5的底端拐角处对称固定连接有四个第三气缸10,且四组所述第三气缸10的底端均与底座1的顶端固定连接,所述搪锡波峰锡锅6的底端拐角处对称固定连接有四个第四气缸11,且四组所述第四气缸11的底端均与底座1的顶端固定连接,所述除金波峰锡锅5的顶端设置有除金喷涌液态锡12,所述搪锡波峰锡锅6的顶端设置有搪锡喷涌液态锡13,通过搪锡设备上设置的助焊剂喷涂模块3、预热模块4、除金波峰锡锅5、搪锡波峰锡锅6、冷却模块7,从而实现元器件15,引线助焊剂涂敷、预热、一次搪锡、二次搪锡、冷却的一个批处理流水作业。
27.如图2所示,两组所述传输轨道2之间传动连接有元器件装载托盘14。
28.如图3所示,所述元器件装载托盘14的顶端放置有元器件15,且所述元器件15呈矩形阵列的形式在元器件装载托盘14的顶端分布有若干个。
29.如图4所示,所述元器件装载托盘14的表面贯穿有若干组元器件引脚16,且所述元器件引脚16与元器件15的组数相等。
30.如图5所示,所述元器件引脚16与元器件15相互配合使用,且所述元器件引脚16与元器件15电性连接。
31.本发明实施例提出了一种通孔元器件自动搪锡设备的搪锡方法,将需要搪锡的元器件15插装在对应的元器件装载托盘14,元器件装载托盘14根据元器件15的外形尺寸开孔,将元器件15从元器件装载托盘14上方插装到对应孔内,元器件15引退从元器件装载托盘14底面伸出,将元器件装载托盘14放入设置了传输轨道2的搪锡设备上,元器件装载托盘14在传输轨道2的带动下,依次通过搪锡设备上设置的助焊剂喷涂模块3、预热模块4、除金波峰锡锅5、搪锡波峰锡锅6、冷却模块7,从而实现元器件15,引线助焊剂涂敷、预热、一次搪锡、二次搪锡、冷却的一个批处理流水作业,从而实现元器件15自动搪锡的一种方法。
32.利用本发明实施例提出的一种通孔元器件自动搪锡设备及搪锡方法,其工作原理如下:
33.通孔镀金元器件15引线搪锡过程:将元器件15一一插装在元器件装载托盘14对应的孔内,元器件15引线伸出至底板另一侧,将装载好元器件15的元器件装载托盘14放置在传输轨道2上,传输轨道2向前移动,元器件装载托盘14至助焊剂喷涂模块3上方,助焊剂喷涂模块3开始动作,向元器件15引线喷涂助焊剂,离开时停止工作。元器件装载托盘14至预热模块4上方,预热模块4开始动作,将元器件15引线助焊剂烘干,离开时停止工作。元器件装载托盘14至除金波峰锡锅5上方,除金波峰锡锅5开始动作,开始喷涌液态焊锡,与元器件引脚16接触,将元器件引线除金,离开时停止工作。元器件装载托盘14至搪锡波峰锡锅6上方,搪锡波峰锡锅6开始动作,开始喷涌液态焊锡,与元器件引脚16接触,将元器件引线搪锡,离开时停止工作。元器件装载托盘14至冷却模块7上方,冷却模块7开始动作,将元器件
装载托盘14及元器件15进行冷却,离开时停止工作。待元器件装载托盘14及元器件15完全冷却,取下元器件15,一盘通孔元器件15除金、搪锡操作完成。
34.通孔非镀金元器件引线搪锡过程:将元器件15一一插装在元器件装载托盘14对应的孔内,元器件15引线伸出至底板另一侧,将装载好元器件15的元器件装载托盘14放置在传输轨道2上,传输轨道2向前移动,元器件装载托盘14至助焊剂喷涂模块3上方,助焊剂喷涂模块3开始动作,向元器件15引线喷涂助焊剂,离开时停止工作。元器件装载托盘14至预热模块4上方,预热模块4开始动作,将元器件15引线助焊剂烘干,离开时停止工作。元器件装载托盘14至除金波峰锡锅5上方,除金波峰锡锅5不动作。元器件装载托盘14至搪锡波峰锡锅6上方,搪锡波峰锡锅6开始动作,开始喷涌液态焊锡,与元器件引脚16接触,将元器件15引线搪锡,离开时停止工作。元器件装载托盘14至冷却系统上方,冷却模块7开始动作,将元器件装载托盘14及元器件15进行冷却,离开时停止工作。待元器件装载托盘14及元器件15完全冷却,取下元器件15,一盘通孔元器件15搪锡操作完成。
35.尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。