1.本发明涉及一种箱式货物在输送过程中实现90
°
翻转的伸缩改向控制方法,属于物流分拣领域。
背景技术:
2.随着电商、快递和仓储行业的快速发展,在货物分拣作业现场已普遍地采用各种自动分拣与输送设备以替代人工操作,从而显著地提高分拣作业速度与效率。
3.在现有箱式货物的输送线上,通常需要货物按照设定的方向输送,如要求料箱的长边与输送线保持平行(即要求料箱的短边与输送线保持垂直),以便于对料箱外包装条码进行扫描与信息识别、以及适应于特定设备的使用需求(如穿梭车载箱入库等)。当料箱输送方向与设备需求相冲突时,现有技术通常采取增加转运支线以能够对料箱进行转向,或是采取顶升移载机或福来轮输送机等。均相应地增加了箱式输送线的设备规模,对于分拣与进入库作业环线的控制要求也相应提高,不利于控制与节省设备运行空间和使用成本。
4.如以下本技术人在先申请的专利,申请号cn202110429226.3,名称为幅宽动态可调输送装置,其包括包括机架和设置于机架垂向上方的视觉识别装置;至少在机架一侧的挡板上活动地设置有,由角度调节装置驱动连接的调节挡板;沿包裹输送方向,将视觉识别装置设置于调节挡板的前端;所述的角度调节装置具有支撑杆组件和推杆组件,推杆组件包括安装于挡板的电缸,电缸的输出轴通过连接叉、关节轴承连接于连杆一端,连杆的另一端通过关节轴承连接于调节挡板;在机架与调节挡板之间连接支撑杆组件。该幅宽动态可调输送装置基于视觉识别技术获知当前包裹具体的外型尺寸与位置,采取随机调整输送装置侧向挡板挡板的开合角度,以实现随时、动态调节输送幅宽而适用于多规格包裹的全自动定向输送与理货。
5.上述现有技术的存在缺点有:一是,缺少快速与准确的在线改向解决手段,料箱输送与改向分步执行,过于增加额外的执行设备,使得现场空间占用较大、使用成本较高;二是,现有技术难以适应全部箱式输送线应用场景,通用性较差,需为特定输送作业场所配置专门的换向或改向设备;三是,料箱分拣与输送作业效率较低,换向与改向准确性较低,不利于提高信息识别与出入库作业效率,控制装置与过程复杂、易造成分拣任务失败。
6.有鉴于此,特提出本专利申请。
技术实现要素:
7.本发明所述的输送线伸缩改向方法,在于解决上述现有技术存在的问题而在输送线一侧独立设置伸缩型改向曲柄滑杆装置,通过端部轴承持续地抵触与顶压而将料箱水平翻转,最终完成输送过程中的90
°
改向,以实现在线转箱自动化调整方法。
8.为实现上述设计目的,将输送线伸缩改向装置设置于输送装置侧部,通过视觉识别装置检测并判断料箱沿其短边、或是长边方向进入输送装置,以确定是否将料箱进行在线90
°
改向操作;在伺服电机减速机的驱动下,转动曲柄以与伺服电机减速机输出轴的轴设
连接点为圆心进行圆周转动,通过轴承连接组件沿纵向往复推拉所述的杆端轴承;伸出的杆端轴承持续地抵触顶压料箱,料箱在输送过程中被水平翻转而完成90
°
改向;
9.该方法包括下述实现步骤,
10.1)伸出
11.通过视觉识别装置检测并判断出料箱为沿其短边方向进入输送装置;
12.输送装置的plc发出信号至伺服电机减速机,转动曲柄绕与伺服电机减速机输出轴的轴设连接点作圆周转动,通过轴承连接组件推出连接杆;
13.转动曲柄向外侧转至最远端时,杆端轴承到达设定的伸出位置;
14.当料箱接触到杆端轴承时,料箱以与杆端轴承的接触部为支点整体地水平翻转而90
°
改向;
15.料箱脱离与杆端轴承的接触,料箱沿其长边方向向前输送;
16.2)回缩
17.通过视觉识别装置检测并判断出料箱为沿其长边方向进入输送装置,
18.输送装置的plc发出信号至伺服电机减速机,转动曲柄绕与伺服电机减速机输出轴的轴设连接点作圆周转动,通过轴承连接组件拉回连接杆;
19.转动曲柄向内侧转至最远端时,杆端轴承到达设定的回缩位置;
20.料箱不与杆端轴承接触而沿其长边方向继续向前输送。
21.进一步地,在伺服电机减速机输出轴的轴端径向通过平键进行限位,在伺服电机减速机输出轴的轴端轴向连接电机固定端盖和电机固定沉头螺钉以进行轴向锁紧;在伺服电机减速机的输出轴上穿套转动曲柄,转动曲柄以与伺服电机减速机输出轴的轴设连接点为圆心进行整圆周的转动。
22.进一步地,所述的连接杆包括平行设置的两组连杆,在连接杆的两组连杆之间连接端部固定杆,在连接杆的两侧杆端分别采用杆固定螺钉进行轴向锁紧;所述的杆端轴承穿套于端部固定杆,在杆端轴承两端分别采用轴端挡圈进行轴向锁紧;所述的杆端轴承包括数个串联叠加的深沟球轴承,当连接杆伸出并抵触顶压料箱时,料箱以深沟球轴承外圈为支点围绕端部固定杆持续地转动。
23.进一步地,所述的轴承连接组件包括一杆部、以及在杆部两端分别设置的关节轴承;在转动曲柄一侧,将转动曲柄的曲柄轴插接于关节轴承的轴承内孔,采用锁紧端盖和沉头螺栓进行轴向锁紧;在杆端固定块一侧,将关节轴承与杆端固定块通过螺栓螺母组件进行连接;在转动曲柄的圆周转动带动下,连接杆沿直线轴承座的轴线方向往复滑行。
24.进一步地,所述的伸缩机机座通过螺栓连接于机身连接调节板上的长条孔,调节螺栓在长条孔中的安装位置改变杆端轴承相对于输送装置的最远端伸出位置。
25.综上内容,本技术所述输送线伸缩改向装置及其方法具有以下优点:
26.1、本技术适用于箱式货物的分拣与调流作业现场,能够实现在输送的同时对料箱进行即时准确地改向调节,能够满足全自动化与高效率的运行需求。
27.2、本技术提出了一种伸缩型改向曲柄滑杆装置,端部轴承持续稳定地抵触与顶压料箱,能够准确地完成90
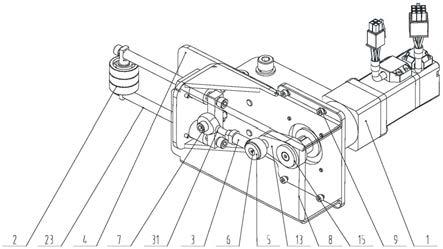
°
改向,能够适应所有箱式输送线,对输送线结构无改进要求。
28.3、本技术提出的伸缩改向装置,结构较为简单、使用成本较低、占用空间较小、通用性强,有利于提高分拣作业效率与到位率。
29.4、本技术提出的伸缩改向装置与输送线相对独立地设置,拆卸检修方便、有利于提高输送与分拣效率。
30.5、本技术实现了一种灵活快速与准确的在线改向解决方案,有利于提高信息识别与出入库作业效率,控制装置与过程简单。
附图说明
31.现结合以下附图来进一步地说明本发明。
32.图1
‑
1和图1
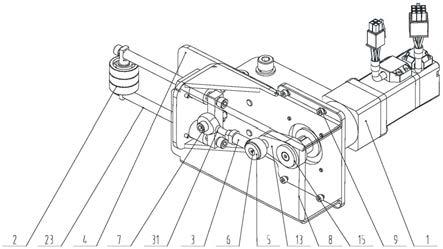
‑
2是本技术所述输送线伸缩改向装置不同视角下的结构示意图;
33.图2是电机驱动曲柄组件的结构示意图;
34.图3是伸缩滑轮组件的结构示意图;
35.图4和图5分别是伸出与回缩状态的对比示意图;
36.图6是输送线伸缩改向装置应用于滚筒输送线的工作原理示意图;
37.图7和图8是伸出与回缩状态下的料箱输送过程对比示意图。
具体实施方式
38.实施例1,如图1至图8所示,实现本技术所述输送线伸缩改向方法的输送线伸缩改向装置100应用于在输送过程中实施料箱400的水平翻转,以实现在线90
°
改向操作。
39.所述的输送线伸缩改向装置100整体地安装连接于输送装置的侧部,在本实施例中输送装置为斜滚筒靠边机200,也可以是皮带输送机等其他类输送装置。
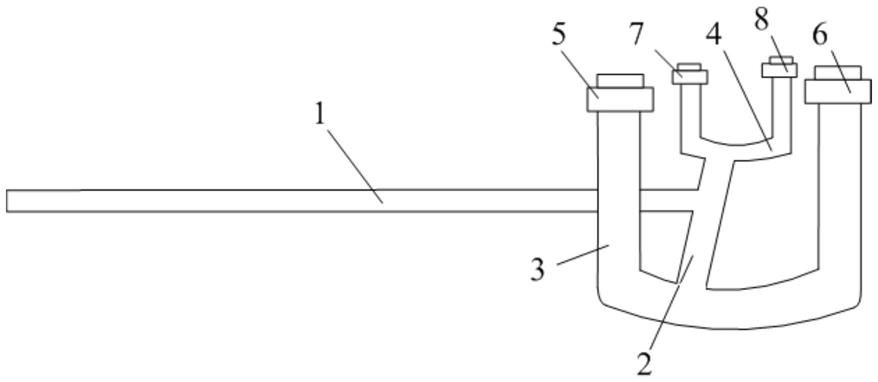
40.如图1所示,所述的输送线伸缩改向装置100,包括安装连接于斜滚筒靠边机200侧部的机身连接调节板4、以及分别连接于机身连接调节板4上的驱动牵引组件1和伸缩滑动组件2,在驱动牵引组件1和伸缩滑动组件2之间连接有轴承连接组件3。
41.如图1和图2所示,所述的驱动牵引组件1包括伺服电机减速机11和伸缩机机座12,伺服电机减速机11的输出轴贯穿伸缩机机座12而在轴端连接转动曲柄13的一端,转动曲柄13的另一端连接轴承连接组件3;
42.进一步的细化设计是,伺服电机减速机11通过电机固定螺栓17固定于伸缩机机座12一侧,伺服电机减速机11的输出轴分别穿套有电机轴隔套14和转动曲柄13;伺服电机减速机11的输出轴穿过伸缩机机座12的孔后,转动曲柄13位于伸缩机机座12的另一侧;
43.伺服电机减速机11的输出轴,在其轴端径向通过平键16进行限位以限制径向发生窜动,在其轴端轴向连接有电机固定端盖15和电机固定沉头螺钉18以进行轴向锁紧。
44.在伺服电机减速机11的驱动下,转动曲柄13以与伺服电机减速机11输出轴的轴设连接点为圆心可以实现整圆周的转动。
45.如图1和图3所示,所述的伸缩滑动组件2包括杆端固定块21和杆端轴承24,杆端固定块21连接于轴承连接组件3,即轴承连接组件3的两端分别连接杆端固定块21和转动曲柄13,在杆端固定块21和杆端轴承24之间连接有连接杆23;
46.进一步的细化设计是,连接杆23为平行设置的两组连杆,连接杆23通过直线轴承座22和轴承座固定螺钉28贯穿安装于伸缩机机座12;在连接杆23的两组连杆之间连接端部固定杆25,在连接杆23的两侧杆端分别采用杆固定螺钉27进行轴向锁紧所述的杆端固定块21、端部固定杆25;所述的杆端轴承24穿套于端部固定杆25,在杆端轴承24两端分别采用轴
端挡圈26进行轴向锁紧;
47.所述的杆端轴承24可选用数个串联叠加的深沟球轴承,当连接杆23伸出并抵触、顶压料箱400时,料箱400以深沟球轴承外圈为支点围绕端部固定杆25持续地转动,从而实现料箱400输送过程中的水平翻转,最终完成90
°
改向。
48.如图1至图5所示,所述的轴承连接组件3包括一杆部、以及在杆部两端分别设置的关节轴承31;在转动曲柄13一侧,转动曲柄13的曲柄轴插接于关节轴承31的轴承内孔,采用锁紧端盖5和沉头螺栓6进行轴向锁紧;在杆端固定块21一侧,关节轴承31与杆端固定块21通过螺栓螺母组件7进行连接;由于关节轴承31的内壁与外套能够相对地滑动,轴承连接组件3的杆部能够围绕转动曲柄13的曲柄轴进行径向转动而在轴向上被固定限位;同理,关节轴承31轴向固定且同时能够绕螺栓螺母组件7径向转动。
49.在转动曲柄13的圆周转动带动下,通过轴承连接组件3向连接杆23和杆端轴承24传递纵向的牵引推拉力,连接杆23沿直线轴承座22的轴线方向往复滑行,最终实现整体装置的伸缩控制。
50.如上述方案设计,所述的输送线伸缩改向装置100基于曲柄牵引推拉滑杆的传动原理,电机带动曲柄转动以使滑杆往复运动,在滑杆端部设置球轴承,当料箱触碰后能够沿着轴承面翻转,最终将料箱沿水平转动90
°
实现改向。
51.视料箱400的输送状态与改向调整需求,输送线伸缩改向装置100包括伸出与回缩两种工作状态。
52.进一步地,伸缩机机座12通过螺栓连接于机身连接调节板4上的长条孔41,通过螺栓在长条孔41中位置的调节,可将伸缩机机座12的安装位置相对于机身连接调节板4进行调节,进而实现伸缩滑动组件2相对于斜滚筒靠边机200进行位置调整,最终改变了杆端轴承24相对于输送线的未工作原点位置(即伸出前的初始位置)。
53.进一步地,在伸缩机机座12外部,通过螺钉组件9封装有护罩8,护罩8起到保护内部驱动牵引组件1、伸缩滑动组件2部分结构和轴承连接组件3的作用。
54.应用上述输送线伸缩改向装置100,本技术实现了下述输送线伸缩改向方法:
55.如图6所示,将输送线伸缩改向装置100设置于斜滚筒靠边机200的侧部,
56.通过视觉识别装置检测并判断料箱400沿其短边、或是长边方向进入斜滚筒靠边机200,以确定是否将料箱进行在线90
°
改向操作;
57.在伺服电机减速机11的驱动下,转动曲柄13以与伺服电机减速机11输出轴的轴设连接点为圆心进行圆周转动,通过轴承连接组件3沿纵向往复推拉杆端轴承24;
58.伸出的杆端轴承24持续地抵触顶压料箱400,料箱400在输送过程中被水平翻转而完成90
°
改向;
59.该方法包括下述实现步骤:
60.1)伸出
61.如图7所示,料箱400在斜滚筒靠边机200上,逐渐地靠近、并最终沿福来轮挡边300侧部向前滑动输送;
62.通过视觉识别装置检测并判断出料箱400为沿其短边方向进入斜滚筒靠边机200,则需要对料箱400进行90
°
改向;
63.斜滚筒靠边机200的plc发出信号至输送线伸缩改向装置100的伺服电机减速机
11;
64.在伺服电机减速机11的驱动下,转动曲柄13绕与伺服电机减速机11输出轴的轴设连接点作圆周转动,通过轴承连接组件3牵引推出连接杆23;
65.转动曲柄13向外侧转至最远端时,杆端轴承24到达设定的伸出位置;
66.当料箱400接触到杆端轴承24时,杆端轴承24阻碍与料箱400接触部分的运动,料箱400其他部分受到滚筒的驱动力而继续向前输送,料箱400以与杆端轴承24的接触部为支点整体地水平翻转,直至料箱400脱离与杆端轴承24的接触;
67.脱离接触的料箱400受到斜向滚筒的作用,再次逐渐地靠近、并最终沿福来轮挡边300侧部向前滑动,此时料箱400沿水平翻转而90
°
改向;
68.料箱400沿其长边方向向前输送;
69.2)回缩
70.如图8所示,料箱400在斜滚筒靠边机200上,逐渐地靠近、并最终沿福来轮挡边300侧部向前滑动输送;
71.通过视觉识别装置检测并判断出料箱400为沿其长边方向进入斜滚筒靠边机200,则无需对料箱400进行90
°
改向;
72.斜滚筒靠边机200的plc发出信号至输送线伸缩改向装置100的伺服电机减速机11;
73.在伺服电机减速机11的驱动下,转动曲柄13绕与伺服电机减速机11输出轴的轴设连接点作圆周转动,通过轴承连接组件3牵引回拉连接杆23;
74.转动曲柄13向内侧转至最远端时,杆端轴承24到达设定的回缩位置;
75.料箱400沿福来轮挡边300侧部滑动,料箱400不与杆端轴承24接触而沿其长边方向继续向前输送。
76.进一步地,在伺服电机减速机11输出轴的轴端径向通过平键16进行限位,在伺服电机减速机11输出轴的轴端轴向连接有电机固定端盖15和电机固定沉头螺钉18以进行轴向锁紧;
77.在伺服电机减速机11的输出轴上穿套转动曲柄13,转动曲柄13以与伺服电机减速机11输出轴的轴设连接点为圆心进行整圆周的转动。
78.进一步地,连接杆23包括平行设置的两组连杆,在连接杆23的两组连杆之间连接端部固定杆25,在连接杆23的两侧杆端分别采用杆固定螺钉27进行轴向锁紧杆端固定块21、端部固定杆25;所述的杆端轴承24穿套于端部固定杆25,在杆端轴承24两端分别采用轴端挡圈26进行轴向锁紧;
79.所述的杆端轴承24包括数个串联叠加的深沟球轴承,当连接杆23伸出并抵触、顶压料箱400时,料箱400以深沟球轴承外圈为支点围绕端部固定杆25持续地转动。
80.进一步地,所述的轴承连接组件3包括一杆部、以及在杆部两端分别设置的关节轴承31;在转动曲柄13一侧,将转动曲柄13的曲柄轴插接于关节轴承31的轴承内孔,采用锁紧端盖5和沉头螺栓6进行轴向锁紧;在杆端固定块21一侧,将关节轴承31与杆端固定块21通过螺栓螺母组件7进行连接;
81.在转动曲柄13的圆周转动带动下,连接杆23沿直线轴承座22的轴线方向往复滑行。
82.进一步地,伸缩机机座12通过螺栓连接于机身连接调节板4上的长条孔41,调节螺栓在长条孔41中的安装位置,可最终调节所述的杆端轴承24相对于斜滚筒靠边机200的最远端的伸出位置。
83.综上内容,结合附图中给出的实施例仅是优选方案。对于所属领域技术人员来说可以据此得到启示,而直接推导出符合本发明设计构思的其他替代结构,也应属于本发明所述的方案范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。