1.本发明涉及自动化的技术领域,尤其涉及一种医用注射器装盒包装机。
背景技术:
2.医用注射器在生产时,需要经过组装、然后封塑包装,最后还是需要品质检测和按照一定数量的装入包装盒内,才能方便后续的运输。
3.目前医用注射器在封塑包装后,需要检测人员进行人工检测,检测没有问题的医用注射器才能进行装盒,整个过程需要耗费大量的人工资源,进行的生产效率低下,而且也常有疏漏的情况发生,实现从检测到装盒步骤繁多,设备整体设计体积一般都比较大,不利于直接替换现有的人工场景上的占地面积,实用性比较差。
技术实现要素:
4.本发明的一个目的在于:提供一种医用注射器装盒包装机,用以解决现有技术存在的问题。
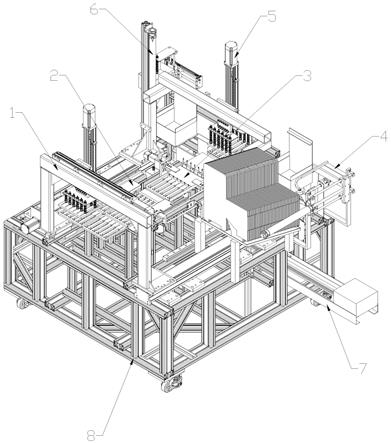
5.为达此目的,本发明采用以下技术方案:一种医用注射器装盒包装机,包括总机架、来料对接组件、检测组件、物料原位翻面平台、装盒组件、开盒组件、升降补料组件和封盒组件,所述来料对接组件位于所述物料原位翻面平台的前方,所述检测组件处于所述来料对接组件与所述物料原位翻面平台之间,所述装盒组件位于所述物料原位翻面平台的上方,所述开盒组件处于所述物料原位翻面平台的一侧并延伸至所述物料原位翻面平台的后方,所述封盒组件处于所述开盒组件的下方,所述升降补料组件的上端与所述开盒组件的后端连接,所述升降补料组件的下端与所述封盒组件的前端连接。
6.作为一种优选的技术方案,所述来料对接组件包括来料移动架、来料x轴模组、来料y轴模组和来料z轴模组,所述来料移动架的一侧与所述来料x轴模组的驱动端连接,所述来料移动架的另外一侧设置有来料滑块,所述总机架上设置有来料滑轨,所述来料滑块滑动在所述来料滑轨上,所述来料y轴模组横向安装在所述来料移动架上,所述来料z轴模组的驱动端安装在所述来料y轴模组的驱动端上,所述来料z轴模组的固定端下端安装有来料吸盘组。
7.作为一种优选的技术方案,所述检测组件包括检测台、检测推动气缸和检测摄像头,所述检测摄像头位于所述检测台的下方,所述检测台的两侧均设置有检测调整斜板,所述检测推动气缸位于所述检测台的一侧,所述检测推动气缸的驱动端上安装有检测推动板,所述检测推动板活动在两块所述检测调整斜板之间。
8.作为一种优选的技术方案,所述物料原位翻面平台包括旋转架、活动夹板、第一旋转台和第二旋转台,所述第一旋转台的开口朝上,所述第二旋转台的开口朝下,所述第一旋转台的一端与所述第二旋转台的一端连接,所述活动夹板旋转连接在旋转架上,所述活动夹板夹持在所述第一旋转台与所述第二旋转台之间。
9.作为一种优选的技术方案,所述第一旋转台上设置有第一挡板气缸,所述第一挡板气缸的驱动端连接有第一平台挡板,所述第一平台挡板与所述第二旋转台的端部处于同一竖直面上,所述第二旋转台上设置有第二挡板气缸,所述第二挡板气缸的驱动端连接有第二平台挡板,所述第二平台挡板与所述第一旋转台的端部处于同一竖直面上。
10.作为一种优选的技术方案,所述装盒组件包括装盒移动架、装盒x轴模组和装盒z轴模组,所述装盒移动架的一侧与所述装盒x轴模组的驱动端连接,所述装盒移动架的另外一侧设置有装盒滑块,所述总机架上设置有装盒滑轨,所述装盒滑块滑动在所述装盒滑轨上,所述装盒z轴模组安装在所述装盒移动架的中部上,所述装盒z轴模组的固定端下端安装有装盒吸盘组。
11.作为一种优选的技术方案,所述开盒组件包括第一开盒气缸、第二开盒气缸、第三开盒气缸、第四开盒气缸、第五开盒气缸和第六开盒气缸,所述第一开盒气缸横向安装在所述总机架的一侧,所述第一开盒气缸的伸出端连接有开盒吸附板,所述开盒吸附板上安装有开盒拉动吸盘,所述第二开盒气缸与所述第三开盒气缸均安装在所述总机架的后侧,所述第二开盒气缸的旋转端与所述第三开盒气缸的旋转端均安装有开盒夹板,所述第四开盒气缸的固定端与所述总机架铰接,所述第四开盒气缸的伸出端上连接有开盒后底板,所述开盒后底板与所述总机架铰接,所述第五开盒气缸的转动端连接有开盒前底板,所述第六开盒气缸的伸出端安装有开盒稳定吸盘。
12.作为一种优选的技术方案,所述升降补料组件包括升降接盒气缸、升降横移气缸和升降竖移气缸,所述升降接盒气缸与所述升降横移气缸均横向安装在所述总机架的后方,所述升降接盒气缸的驱动端上安装有接盒吸盘,所述升降横移气缸的驱动端上安装有横移吸盘,所述升降竖移气缸竖直安装在所述总机架的后方,所述升降竖移气缸的驱动端上连接有升降板。
13.作为一种优选的技术方案,所述升降补料组件还包括补料x轴气缸、补料z轴气缸、物料盒、补标x轴气缸、补标z轴气缸和标签盒,所述补料x轴气缸与所述物料盒均位于所述升降竖移气缸的上方一侧,所述补料z轴气缸安装在所述补料x轴气缸的驱动端上,所述补料z轴气缸的驱动端上安装有补料吸盘,所述补标x轴气缸与所述标签盒均位于所述升降竖移气缸的下方一侧,所述补标z轴气缸安装在所述补标x轴气缸的驱动端上,所述补标z轴气缸的驱动端上安装有补标吸盘。
14.作为一种优选的技术方案,所述封盒组件包括封盒直线模组、封盒旋转气缸、封边轴、第一封盖轴和第二封盖轴,所述封盒直线模组上设置有封盒输送带,所述封盒旋转气缸位于所述封盒直线模组的前端,所述封盒旋转气缸的旋转端连接有封盒辅助件,所述封边轴与所述第一封盖轴分别位于所述封盒输送带的两侧,所述第二封盖轴位于所述封边轴的后端,所述封盒输送带的上方还设置有封盒下压气缸,所述封盒下压气缸的驱动端竖直向下连接有封盒下压板。
15.本发明的有益效果为:提供一种医用注射器装盒包装机,该医用注射器装盒包装机能对医用注射器进行检测并按规格装盒,释放了人工的劳动力,空间设计合理巧妙,占地面积小,充分利用空间,可以直接对接前端设备,实用性强,提高了整体生产包装的效率,而且包装效果好。
附图说明
16.下面根据附图和实施例对本发明作进一步详细说明。
17.图1为实施例所述的一种医用注射器装盒包装机的第一整体结构示意图;图2为实施例所述的一种医用注射器装盒包装机的第二整体结构示意图;图3为实施例所述的来料对接组件的结构示意图;图4为实施例所述的检测组件的结构示意图;图5为实施例所述的物料原位翻面平台的翻转前的结构示意图;图6为实施例所述的物料原位翻面平台的翻转前的右侧图;图7为实施例所述的物料原位翻面平台的翻转后的结构示意图;图8为实施例所述的物料原位翻面平台的翻转后的右侧图;图9为实施例所述的物料原位翻面平台的翻转前的局部结构图(去掉上方的活动夹板);图10为实施例所述的开盒组件的第一局部结构图;图11为实施例所述的开盒组件的第二局部结构图;图12为实施例所述的装盒组件的结构示意图;图13为实施例所述的升降补料组件的第一结构示意图;图14为实施例所述的升降补料组件的第二结构示意图;图15为实施例所述的封盒组件的结构示意图。
18.图1至图15中:1、来料对接组件;101、来料移动架;102、来料x轴模组;103、来料y轴模组;104、来料z轴模组;105、来料滑块;106、来料滑轨;107、来料吸盘组;2、检测组件;201、检测台;202、检测推动气缸;203、检测摄像头;204、检测调整斜板;205、检测推动板;3、物料原位翻面平台;301、旋转架;302、活动夹板;303、第一旋转台;304、第二旋转台;305、第一挡板气缸;306、第二挡板气缸;307、旋转马达;308、第一旋转挡边;309、第二旋转挡边;310、第三旋转挡边;311、入料斜坡;312、检测感应器;313、第一气缸安装块;314、第二气缸安装块;315、轴件;4、开盒组件;401、第一开盒气缸;402、第二开盒气缸;403、第三开盒气缸;404、第四开盒气缸;405、第五开盒气缸;406、第六开盒气缸;407、开盒吸附板;408、开盒拉动吸盘;409、开盒夹板;410、开盒后底板;411、开盒前底板;412、开盒稳定吸盘;5、装盒组件;501、装盒移动架;502、装盒x轴模组;503、装盒z轴模组;504、装盒滑块;505、装盒滑轨;506、装盒吸盘组;6、升降补料组件;601、升降接盒气缸;602、升降横移气缸;603、升降竖移气缸;604、接盒吸盘;605、横移吸盘;606、补料x轴气缸;607、补料z轴气缸;608、物料盒;609、补标x轴气缸;610、补标z轴气缸;611、标签盒;612、补料吸盘;613、补标吸盘;7、封盒组件;701、封盒直线模组;702、封盒旋转气缸;703、封边轴;704、第一封盖轴;705、第二封盖轴;706、封盒输送带;707、封盒辅助件;708、封盒下压气缸;709、封盒下压板;8、总机架;9、纸板;10、盒子。
具体实施方式
19.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
20.如图1至图2所示,于本实施例中,一种医用注射器装盒包装机,包括总机架8、来料对接组件1、检测组件2、物料原位翻面平台3、装盒组件5、开盒组件4、升降补料组件6和封盒组件7,所述来料对接组件1位于所述物料原位翻面平台3的前方,所述检测组件2处于所述来料对接组件1与所述物料原位翻面平台3之间,所述装盒组件5位于所述物料原位翻面平台的上方,所述开盒组件4处于所述物料原位翻面平台3的一侧并延伸至所述物料原位翻面平台3的后方,所述封盒组件7处于所述开盒组件4的下方,所述升降补料组件6的上端与所述开盒组件4的后端连接,所述升降补料组件6的下端与所述封盒组件7的前端连接。
21.首先所述来料对接组件1从前端的机构将医用注射器放置到所述检测组件2中进行检测,然后医用注射器进入所述物料原位翻面平台3,间隔式进行翻转(第一件医用注射器不翻转,第二件医用注射器翻转,第三件医用注射器不翻转,第四件医用注射器翻转,如此进行下去),装盒时翻转的医用注射器盖在不进行翻转的医用注射器上,而另外一边,所述开盒组件4将扁平的盒子10从压缩状态打开并封好底部放入所述升降补料组件6,所述升降补料组件6上的移动结构控制盒子10移动至装盒位接收医用注射器,由所述升降补料组件6将带有医用注射器的盒子10下降至所述封盒组件7上,期间在上方进行补料,在下方进行补标,所述封盒组件7将盒子10移动的时候盖上盖子包装好,完成整个封装过程。
22.如图3所示,所述来料对接组件1包括来料移动架101、来料x轴模组102、来料y轴模组103和来料z轴模组104,所述来料移动架101的一侧与所述来料x轴模组102的驱动端连接,所述来料移动架101的另外一侧设置有来料滑块105,所述总机架8上设置有来料滑轨106,所述来料滑块105滑动在所述来料滑轨106上,所述来料y轴模组103横向安装在所述来料移动架101上,所述来料z轴模组104安装在所述来料y轴模组103的滑动座上,所述来料z轴模组104的固定端下端安装有来料吸盘组107。
23.其中,所述来料x轴模组102控制所述来料吸盘组107沿着x轴方向移动,依靠所述来料滑块105和所述来料滑轨106减少摩擦和导向,另外所述来料y轴模组103控制所述来料吸盘组107沿着y轴方向移动,最后所述来料z轴模组104控制所述来料吸盘组107竖直方向的z轴移动,将医用注射器一板一板放入所述检测组件2中进行检测。
24.如图4所示,所述检测组件2包括检测台201、检测推动气缸202和检测摄像头203,所述检测摄像头203位于所述检测台201的下方,所述检测台201的两侧均设置有检测调整斜板204,所述检测推动气缸202位于所述检测台201的一侧,所述检测推动气缸202的驱动端上安装有检测推动板205,所述检测推动板205活动在两块所述检测调整斜板204之间。
25.从所述来料对接组件1移动过来的医用注射器被放在所述检测调整斜板204之间,所述检测摄像头203对医用注射器进行拍摄检测,通过与视觉系统进行对比分析后,检测完成的医用注射器会被所述检测推动气缸202所控制的所述检测推动板205推向所述物料原位翻面平台3。
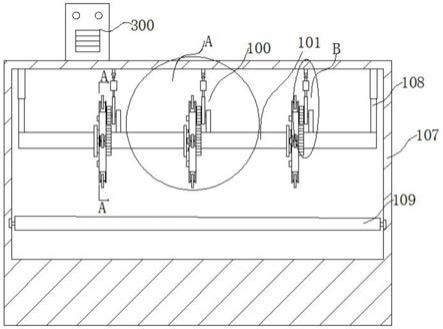
26.如图5至图9所示,所述物料原位翻面平台3包括旋转架301、活动夹板302、第一旋转台303和第二旋转台304,所述第一旋转台303的开口朝上,所述第二旋转台304的开口朝下,所述第一旋转台303的一端与所述第二旋转台304的一端连接,所述活动夹板302旋转连接在旋转架301上,所述活动夹板302夹持在所述第一旋转台303与所述第二旋转台304之
间。
27.当物料被前端结构放置到所述第一旋转台303时,所述旋转架301起到固定支撑的作用,所述第一旋转台303与所述第二旋转台304的中间部分重合,然后两侧的所述活动夹板302带动所述第一旋转台303和所述第二旋转台304同时进行翻转,利用离心力使得物料贴合在所述第一旋转台303中被带动旋转不掉落,转动过90
°
时,物料从所述第一旋转台303掉落至所述第二旋转台304中,继续旋转至180
°
时,所述第一旋转台303与所述第二旋转台304刚好与原位位置相反,并且得到翻面的物料,由于经过180
°
的旋转后,物料虽然进行翻面,但是位置保留在原位上,实现原位的翻面效果,这样为自动化后续对接等提供了方便。整个结构设计精巧,精准翻面的同时,大大降低了原本旋转需要的使用场景面积,对后续工序中对接提供了非常大的方便。
28.除此之外,该物料原位翻面平台还具备了旋转排出废料的功能,如果在前端的检测位置上检测到物料不合格,则在所述第一旋转台303上接收到物料后会向前翻转,使得物料从前方倾倒;若在所述第一旋转台303与所述第二旋转台304进行翻转后有问题,则倾斜的时候不会采用挡板气缸进行阻挡,倾斜时就让物料直接掉落下去。
29.所述第一旋转台303上设置有第一挡板气缸305,所述第一挡板气缸305的驱动端连接有第一平台挡板,所述第一平台挡板与所述第二旋转台304的端部处于同一竖直面上,所述第二旋转台304上设置有第二挡板气缸306,所述第二挡板气缸306的驱动端连接有第二平台挡板,所述第二平台挡板与所述第一旋转台303的端部处于同一竖直面上。
30.翻面过程中,所述第一挡板气缸305控制所述第一平台挡板挡住物料,防止物料直接进入到所述第二旋转台304时,从所述第二旋转台304掉落下去,接着在经过90
°
的旋转时,所述第一挡板气缸305控制所述第一平台挡板收起,在重力的作用下,同时所述第二挡板气缸306控制所述第二平台挡板伸出,对旋转后的物料进行限位,方便后续的抓取工作,在物料被抓取离开后,各个部位恢复原位,等待下一个物料过来。
31.翻转过程分两部分进行旋转,第一次进行大于90度的旋转,第二次旋转直接完成到180度的旋转。在翻转时,可以两次旋转接连进行,也可以控制速度一次性完成旋转。
32.所述旋转架301的一侧设置有旋转马达307,所述旋转马达307的驱动端连接有轴件315,所述活动夹板302固定在所述轴件315上,由所述旋转马达307提供动力来源,控制所述轴件315发生转动,所述活动夹板302跟随所述轴件315进行转动,进而使得所述第一旋转台303与所述第二旋转台304实现翻转。
33.随着所述旋转马达307转动带动的旋转,首先利用离心力使物料贴合所述第一旋转台303旋转不掉落,后利用重力使物料从所述第一旋转台303滑至所述第二旋转台304。利用结构的巧妙实现了物料的原位置翻面。
34.所述第一旋转台303的两侧均设置有第一旋转挡边308,所述第一旋转台303的前端设置有入料斜坡311,而且,所述第二旋转台304的两侧均设置有第二旋转挡边309,所述第二旋转台304远离所述第一旋转台303的一端设置有第三旋转挡边310。
35.其中所述第一旋转挡板和所述第二旋转挡边309中,尺寸按照所需翻面物料的尺寸进行设置,这样能够防止物料歪斜,翻转前利用所述入料斜坡311方便物料的进入,翻转过程中,所述第三旋转挡边310兜住物料,防止物料在旋转过程中被甩出去,物料由于离心力的原因而被甩在所述第三旋转挡边310的位置上。
36.所述第三旋转挡边310上设置有检测感应器312,利用所述检测感应器312感应物料,对旋转后的物料是否到位做出感应判断,目的是配合后续的工序。
37.更具体的,所述第一旋转台303上固定有第一气缸安装块313,所述第一挡板气缸305等间距安装在所述第一气缸安装块313上;所述第二旋转台304上固定有第二气缸安装块314,所述第二挡板气缸306等间距安装在所述第二气缸安装块314上。
38.如图10至图11所示,所述开盒组件4包括第一开盒气缸401、第二开盒气缸402、第三开盒气缸403、第四开盒气缸404、第五开盒气缸405和第六开盒气缸406,所述第一开盒气缸401横向安装在所述总机架8的一侧,所述第一开盒气缸401的伸出端连接有开盒吸附板407,所述开盒吸附板407上安装有开盒拉动吸盘408,所述第二开盒气缸402与所述第三开盒气缸403均安装在所述总机架8的后侧,所述第二开盒气缸402的旋转端与所述第三开盒气缸403的旋转端均安装有开盒夹板409,所述第四开盒气缸404的固定端与所述总机架8铰接,所述第四开盒气缸404的伸出端上连接有开盒后底板410,所述开盒后底板410与所述总机架8铰接,所述第五开盒气缸405的转动端连接有开盒前底板411,所述第六开盒气缸406的伸出端安装有开盒稳定吸盘412。
39.由所述第一开盒气缸401控制所述开盒吸附板407靠近纸板9并由所述开盒拉动吸盘408将纸板9吸附横向后退,接着所述第二开盒气缸402和所述第三开盒气缸403控制旋转端将纸板9下方进行折叠,一边折一个边,然后所述第五开盒气缸405转动所述开盒前底板411,将前下方的边往中间折,所述第六开盒气缸406伸出驱动端,将所述开盒后底板410向上翻,把纸板9后下方的边往中间折,形成前后封边,最后所述第六开盒气缸406向上升起,用所述开盒稳定吸盘412将盒子10的底部四边进行扣合封起,由下方的所述接盒吸盘604吸住盒子10,然后所述开盒拉动吸盘408可以松开。
40.如图12所示,所述装盒组件5包括装盒移动架501、装盒x轴模组502和装盒z轴模组503,所述装盒移动架501的一侧与所述装盒x轴模组502的驱动端连接,所述装盒移动架501的另外一侧设置有装盒滑块504,所述总机架8上设置有装盒滑轨505,所述装盒滑块504滑动在所述装盒滑轨505上,所述装盒z轴模组503安装在所述装盒移动架501的中部上,所述装盒z轴模组503的固定端下端安装有装盒吸盘组506。
41.其中,所述装盒x轴模组502控制所述装盒吸盘组506沿着x轴方向移动,依靠所述装盒滑块504和所述装盒滑轨505减少摩擦和导向,另外所述装盒z轴模组503控制所述装盒吸盘组506竖直方向的z轴移动,将已经检测完毕的、符合翻转的医用注射器一板一板放入所述升降补料组件6上的盒子10中。
42.如图13至图14所示,所述升降补料组件6包括升降接盒气缸601、升降横移气缸602和升降竖移气缸603,所述升降接盒气缸601与所述升降横移气缸602均横向安装在所述总机架8的后方,所述升降接盒气缸601的驱动端上安装有接盒吸盘604,所述升降横移气缸602的驱动端上安装有横移吸盘605,所述升降竖移气缸603竖直安装在所述总机架8的后方,所述升降竖移气缸603的驱动端上连接有升降板。
43.具体的,所述升降补料组件6还包括补料x轴气缸606、补料z轴气缸607、物料盒608、补标x轴气缸609、补标z轴气缸610和标签盒611,所述补料x轴气缸606与所述物料盒608均位于所述升降竖移气缸603的上方一侧,所述补料z轴气缸607安装在所述补料x轴气缸606的驱动端上,所述补料z轴气缸607的驱动端上安装有补料吸盘612,所述补标x轴气缸
609与所述标签盒611均位于所述升降竖移气缸603的下方一侧,所述补标z轴气缸610安装在所述补标x轴气缸609的驱动端上,所述补标z轴气缸610的驱动端上安装有补标吸盘613。
44.在前端所述接盒吸盘604将盒子10吸住,所述升降接盒气缸601开始收缩驱动端,使得所述接盒吸盘604带动成型的盒子10向后移动,然后移动至所述物料原位翻面平台3的后方上方,接着所述接盒吸盘604松开盒子10,空的盒子10掉下至装盒位等待接产品,当接满医疗注射器后,由所述升降横移气缸602带动向后移动,所述补料x轴气缸606与所述补料z轴气缸607控制所述补料吸盘612在所述物料盒608中抓取补料到盒子10中,接着所述升降竖移气缸603带动盒子10向下移动,在最底端时,所述补标x轴气缸609和所述补标z轴气缸610控制所述补标吸盘613对所述标签盒611内抓取标签至盒子10中,运用了上下层结构,不再需要长如流水线的输送线,利用升降进行补料和补标,没有额外增加整机的体积。
45.如图15所示,所述封盒组件7包括封盒直线模组701、封盒旋转气缸702、封边轴703、第一封盖轴704和第二封盖轴705,所述封盒直线模组701上设置有封盒输送带706,所述封盒旋转气缸702位于所述封盒直线模组701的前端,所述封盒旋转气缸702的旋转端连接有封盒辅助件707,所述封边轴703与所述第一封盖轴704分别位于所述封盒输送带706的两侧,所述第二封盖轴705位于所述封边轴703的后端,所述封盒输送带706的上方还设置有封盒下压气缸708,所述封盒下压气缸708的驱动端竖直向下连接有封盒下压板709。
46.完成补料和补标的盒子10移动至所述封盒输送带706的前端,然后在所述封盒直线模组701的带动下移动,所述封盒旋转气缸702通过转动所述封盒辅助件707将盒子10的左侧向内翻平,而所述封边轴703在所述盒子10移动经过时,将盒子10的后侧向内翻平,同时所述第一封盖轴704在所述盒子10移动过程中将盒子10盖向下弯折,再经过所述第二封盖轴705进一步压平盒子10盖,最后利用所述封盒下压气缸708对盒子10盖压一下,保证封盒的完成。
47.需要声明的是,上述具体实施方式仅仅为本发明的较佳实施例及所运用技术原理,在本发明所公开的技术范围内,任何熟悉本技术领域的技术人员所容易想到的变化或替换,都应涵盖在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。