1.本实用新型属于刀具技术领域,尤其涉及一种加工高温合金的分段后角立铣刀。
背景技术:
2.目前,高温合金材料具有优异的高温强度,良好的抗氧化和抗热腐蚀性能,良好的疲劳性能、断裂韧性等综合性能,已成为军、民用燃气涡轮发动机热端部件不可替代的关键材料。但是,这也导致其切屑性能差,弹性模量值较大,在加工过程中对刀具磨耗较大,严重影响刀具使用寿命。
3.在刀具使用过程中,首先磨损掉的是端齿、端部r及周刃靠前端5
‑
15mm之间的位置。刀具这个位置与被加工材料接触面大,阻力大,铁屑排出较困难,易产生刀具崩缺,崩刃等危害,影响刀具使用寿命,同时会对被加工材料造成一定程度损伤。
技术实现要素:
4.本实用新型提供一种加工高温合金的分段后角立铣刀,旨在解决上述存在的问题。
5.本实用新型是这样实现的,一种加工高温合金的分段后角立铣刀,包括一体成型的刃部和柄部,所述刃部和柄部均采用硬质合金制成;所述刃部为螺旋槽结构,包括端齿、周刃和排屑槽,所述端齿具有容屑槽;所述排屑槽的螺旋度为30
°‑
383
°
,刃部的前角为6
°‑
10
°
,刃部的后角包括前端后角和后端后角,所述前端后角包括窄平面的刃带后角和圆弧后角,刃带后角为8
°‑
12
°
,圆弧后角为20
°‑
24
°
;所述后端后角为多平面后角,包括第一平面后角和第二平面后角,所述第一平面后角为10
°‑
12
°
,所述第二平面后角为20
°
。
6.其中,窄平面是指刃带宽度,为0.1
‑
0.2mm。
7.进一步的,所述容屑槽角度为35
°
。
8.进一步的,所述刃部的直径为8mm,刃部长度为20mm,柄部的直径为8mm,柄部长度为64mm,刃部的刃数为4。
9.进一步的,所述刃部设置有刃带,所述刃带宽度为0.1
‑
0.2mm,刃带为非圆柱刃带。
10.进一步的,所述端齿的前角为0
°‑6°
,端齿的第一后角为8
°‑
12
°
,端齿的第二后角为20
°
。
11.进一步的,所述端齿的刃倾角为1
°‑2°
。
12.与现有技术相比,本实用新型的有益效果是:本实用新型提供一种加工高温合金的分段后角立铣刀,在同一排屑槽的后角上分为两段不同的后角形式,前端为窄平面后角加圆弧后角,后端为多平面后角,这样既可以加大刀具排屑能力,同时又可以保证刀具使用强度。
附图说明
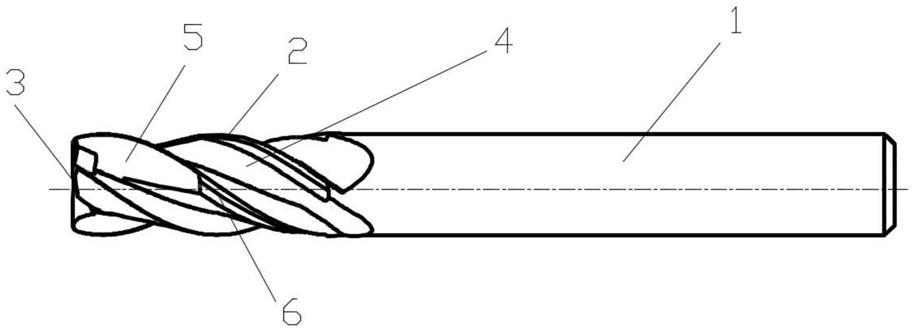
13.图1为本实用新型结构示意图;
14.图2为本实用新型端面视图;
15.图中:1
‑
柄部、2
‑
刃部、3
‑
端齿、4
‑
排屑槽、5
‑
圆弧后角、6
‑
后端后角。
具体实施方式
16.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
17.在本实用新型的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
18.实施例1
19.请参阅图1
‑
2,本实用新型提供一种技术方案:
20.一种加工高温合金的分段后角立铣刀,包括一体成型的刃部2和柄部1,所述刃部2和柄部1均采用硬质合金制成;所述刃部2为螺旋槽结构,包括端齿3、周刃和排屑槽4,所述端齿3具有容屑槽;所述排屑槽4的螺旋度为30
°‑
383
°
,刃部的前角为6
°‑
10
°
,刃部的后角包括前端后角和后端后角6,所述前端后角包括窄平面的刃带后角和圆弧后角5,刃带后角为8
°‑
12
°
,圆弧后角5为20
°‑
24
°
;所述后端后角6为多平面后角,包括第一平面后角和第二平面后角,所述第一平面后角为10
°‑
12
°
,所述第二平面后角为20
°
。
21.本实用新型提供一种加工高温合金的分段后角立铣刀,在同一排屑槽4的后角上分为两段不同的后角形式,前端为窄平面后角加圆弧后角5,后端为多平面后角,这样既可以加大刀具排屑能力,同时又可以保证刀具使用强度。
22.实施例2
23.本实用新型所提供的例刀为d8*0.5*20*8*64
‑
f4,材质为硬质合金。
24.刃部2直径φ8,圆角r为0.5,刃长20,柄部1直径φ8,总长64mm,刃数为4,3
°‑5°
不等分。
25.刃部2采用螺旋槽结构,排屑槽4螺旋度30
°‑
383
°
,前角6
°‑
10
°
,芯厚φ4.8mm。
26.端齿3容屑槽35
°
,端齿3前角0
°‑6°
,端齿3第一后角8
°‑
12
°
,端齿3第二后角20
°
,端齿3刃倾角1
°‑2°
;
27.前端后角由刃带与圆弧后角5组成,刃带宽度0.1
‑
0.2mm,刃带不是圆柱刃带,有后角8
°‑
12
°
,圆弧后角5角度为20
°‑
24
°
,示例前端后角的轴向长度为10mm。
28.后端的后角为多平面形式,第一后角角度数10
°‑
12
°
,第二后角20
°
。
29.此结构使刀具在加工过程中有利于铁屑排出,为铁屑提供更大的容屑空间。刃部2后端为多平面后角,增加刀具强度,延长使用寿命。
30.本实施例提供一种加工高温合金的分段后角立铣刀,利用刀槽切削角度及长度因素,调整刀具刃部前端齿背量,形成圆弧后角,在不降低刀具强度的前提下,增大刀具排屑能力。
31.实施例3
32.本实用新型所提供的刀具d8*0.5*20*8*64
‑
f4,材质为高硬度的整体硬质合金。
33.刃部直径φ8,圆角r为0.5,刃长20,柄部直径φ8,总长64mm,刃数为4。
34.刀具的加工方法为:
35.刃部采用螺旋槽结构,第一刀槽长7mm,螺旋角度35
°
,前角6
°
,切削角度16.5
°
,形成第二后角圆弧后角;
36.第二刀槽长20mm,螺旋角度35
°
,前角6
°
,切削角度2
°
;
37.加工35
°
容屑槽,端齿前角6
°
,端齿第一后角12
°
,端齿第二后角20
°
,切削角度0.1
°
。
38.芯厚直径4.8mm,端齿刃倾角1
°
;第二后角度数20
°
,端齿切削角30
°
,圆角r处切削角度32
°
,周刃切削角度2
°
,以45
°
方向退刀;
39.第一后角度数12
°
,端齿切削角30
°
,圆角r处切削角度32
°
,周刃切削角度2
°
,以45
°
方向退刀。
40.这样加工后的近端齿7mm的周刃第一后角为0.1
‑
0.2mm的窄小平面后角,其第一后角直接与第一刀槽过渡为圆弧后角,形成名义上“第二后角”。
41.小平面第一后角在具有切削作用的同时也具有一定支撑作用。第一刀槽由于切削角度大,刀具加工过程中去掉圆弧后角大部分齿背量,且成圆弧状,有利于铁屑排出,为铁屑提供更大的容屑空间,及被加工材料弹性模量反应空间,减小对刀具伤害。刃部后端为多平面后角,增加刀具强度,延长使用寿命。
42.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。