1.本实用新型涉及一种汽车转向器齿条齿形中心距的快检器具,属汽车转向器零部件检具设计技术领域。
背景技术:
2.汽车转向器齿条是呈外表面一侧设置有啮合齿的长轴类零件。汽车转向器齿条在加工过程中需要对齿形中心距(即齿条中心啮合齿与齿条端头之间的间距)进行测量。目前对于汽车转向器齿条中心距的是采用三坐标检测的方式完成的,该种方式虽然具有精准度高的特性,但是其检测过程中需要将工件拿出生产线到检测位置进行检测,存有检测效率低的问题,由此有必要研发一种快检器具,使人们能够在生产线上对汽车转向器齿条的齿形中心距进行在线检测,以解决现有检测方式存有的以上问题。
技术实现要素:
3.本实用新型的目的在于:提供一种结构简单、操作方便、检测精度高,以解决汽车转向器齿条齿形中心距现有检测方式存有的检测效率低问题的汽车转向器齿条齿形中心距的快检器具。
4.本实用新型的技术方案是:
5.一种汽车转向器齿条齿形中心距的快检器具,包括专用游标卡尺、定位销钉和卡接辅具;其特征在于:所述的卡接辅具包括装配块、底板、装配螺钉、锁紧螺栓和锁紧块;所述的装配块中部设置有贯通孔;贯通孔下方的装配块上通过导轨滑动安装有锁紧块;锁紧块下方的装配块底端通过装配螺钉固装有底板;底板上螺纹安装有锁紧螺栓;锁紧螺栓的顶端与锁紧块接触连接;贯通孔上方的装配块上设置有定位插孔;定位插孔内活动插装有定位销钉。
6.所述的贯通孔两侧的装配块上设置有观察孔。
7.所述的锁紧块的顶端设置有锁紧弧面。
8.所述的定位销钉呈阶梯状结构。
9.所述的专用游标卡尺上的活动量爪呈弧形板状结构;活动量爪的内侧弧面的弧度与定位销钉粗段圆周面的弧度相一致。
10.本实用新型的优点在于:
11.该汽车转向器齿条齿形中心距的快检器具,结构简单、操作方便,能够在生产线上对汽车转向器齿条齿形中心距进行精确测量,解决了汽车转向器齿条齿形中心距现有检测方式存有的检测效率低的问题,满足了企业高效检测使用的需要。
附图说明
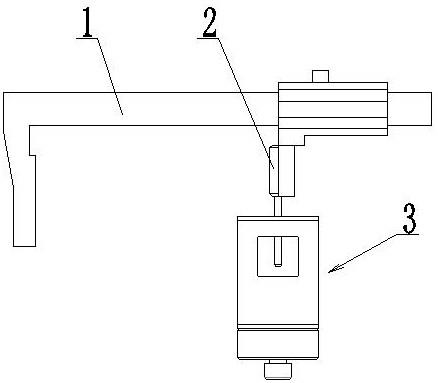
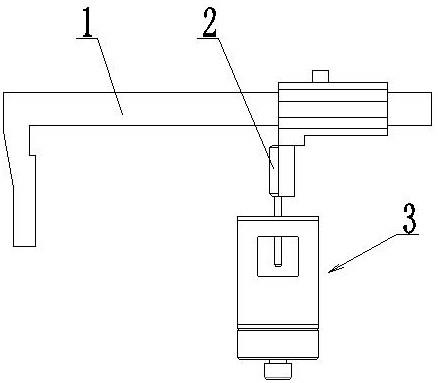
12.图1为本实用新型的结构示意图;
13.图2为本实用新型专用游标卡尺的结构示意图;
14.图3为图2中a
‑
a向的结构示意图;
15.图4为本实用新型定位销钉和卡接辅具的结构示意图;
16.图5为图4中b
‑
b向的结构示意图;
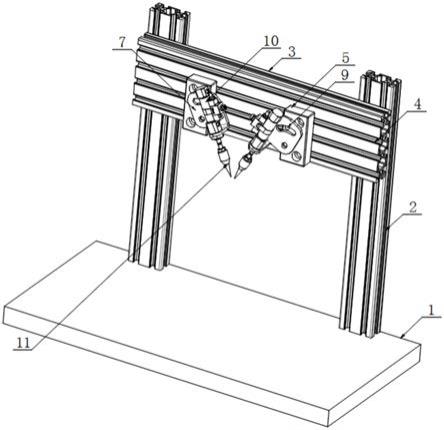
17.图6为本实用新型的工作状态结构示意图。
18.图中:1、专用游标卡尺;2、定位销钉;3、卡接辅具;4、活动量爪;5、贯通孔;6、锁紧弧面;7、观察孔;8、锁紧块;9、装配块;10、底板;11、装配螺钉;12、锁紧螺栓;13、工件。
具体实施方式
19.该汽车转向器齿条齿形中心距的快检器具,包括专用游标卡尺1、定位销钉2和卡接辅具3(参见说明书附图1)。
20.卡接辅具3包括装配块9、底板10、装配螺钉11、锁紧螺栓12和锁紧块8(参见说明书附图4和5);装配块9中部设置有贯通孔5;贯通孔5的宽度与工件13的宽度一致;工件13可沿着贯通孔5插入到装配块9的内部。
21.贯通孔5下方的装配块9上通过导轨滑动安装有锁紧块8;锁紧块8的顶端设置有锁紧弧面6(参见说明书附图5)。锁紧弧面6的弧度与工件13圆周面的弧度一致;如此当工件13沿着贯通孔5插入到装配块9的内部后,锁紧块8可通过锁紧弧面6以贴合压紧的方式将工件13夹紧固定,避免了锁紧块8与工件13接触面积过小导致压伤工件13表面问题的发生。
22.锁紧块8下方的装配块9底端通过装配螺钉11固装有底板10;底板10上螺纹安装有锁紧螺栓12;锁紧螺栓12的顶端与锁紧块8接触连接(参见说明书附图4);工作时,当拧紧锁紧螺栓12时,锁紧螺栓12即可相对底板10向上移动,并推动锁紧块8沿着导轨一起上移;当松开锁紧螺栓12,锁紧螺栓12向下移动过程中,锁紧块8即可在重力的作用下自动下移并与锁紧螺栓12始终保持接触连接。
23.贯通孔5上方的装配块9上设置有定位插孔(说明书附图未示);定位插孔内活动插装有定位销钉2。定位销钉2呈阶梯状结构(参见说明书附图4和5);
24.专用游标卡尺1上的活动量爪4呈弧形板状结构;活动量爪4的内侧弧面的弧度与定位销钉2粗段圆周面的弧度相一致(参见说明书附图2和3)。专用游标卡尺1的其它部件结构与常规游标卡尺1的结构一致。如此设置专用游标卡尺1的目的在于:以使检测时,可通过活动量爪4与定位销钉2的外表面贴合接触的方式对活动量爪4进行定位,从而达到快速精准检测的目的。
25.贯通孔5两侧的装配块9上设置有观察孔7(参见说明书附图4和5)。设置观察孔7的目的在于:以时使用该快检器具进行检测时,人们可通过观察孔7对装配块9内部的情况进行观察,以便于检测的顺利进行。
26.使用该快检器具对汽车转向器齿条齿形中心距进行检测时,首先将装配块9通过贯通孔5插入到工件13上;而后将定位销钉2插入到装配块9的定位插孔上,随后透过观察孔7对定位销钉2和装配块9进行调整,使定位销钉2插入到汽车转向器齿条齿形的中心位置,随后通过紧锁紧螺栓12的方式,使其推动锁紧块8沿着导轨一起上移并将工件13锁紧,如此工件13即可与卡接辅具3保持固定连接。随后使用专用游标卡尺1,使其固定量爪与工件13的端头贴合,活动量爪4与定位销钉2的圆周面贴合(参见说明书附图6),而后操作人员即可通过读取专用游标卡尺1上数值的方式,得出汽车转向器齿条齿形中心距。
27.以上工作进行完毕后,取下定位销钉2;松开锁紧螺栓12将锁紧块8从工件13上取下;至此该快检器具全部完成汽车转向器齿条齿形中心距的检测,该快检器具即可进入下个工作循环。
28.该汽车转向器齿条齿形中心距的快检器具,结构简单、操作方便,能够在生产线上对汽车转向器齿条齿形中心距进行精确测量,解决了汽车转向器齿条齿形中心距现有检测方式存有的检测效率低的问题,满足了企业高效检测使用的需要。
技术特征:
1.一种汽车转向器齿条齿形中心距的快检器具,包括专用游标卡尺(1)、定位销钉(2)和卡接辅具(3);其特征在于:所述的卡接辅具(3)包括装配块(9)、底板(10)、装配螺钉(11)、锁紧螺栓(12)和锁紧块(8);所述的装配块(9)中部设置有贯通孔(5);贯通孔(5)下方的装配块(9)上通过导轨滑动安装有锁紧块(8);锁紧块(8)下方的装配块(9)底端通过装配螺钉(11)固装有底板(10);底板(10)上螺纹安装有锁紧螺栓(12);锁紧螺栓(12)的顶端与锁紧块(8)接触连接;贯通孔(5)上方的装配块(9)上设置有定位插孔;定位插孔内活动插装有定位销钉(2)。2.根据权利要求1所述的一种汽车转向器齿条齿形中心距的快检器具,其特征在于:所述的贯通孔(5)两侧的装配块(9)上设置有观察孔(7)。3.根据权利要求1所述的一种汽车转向器齿条齿形中心距的快检器具,其特征在于:所述的锁紧块(8)的顶端设置有锁紧弧面(6)。4.根据权利要求1所述的一种汽车转向器齿条齿形中心距的快检器具,其特征在于:所述的定位销钉(2)呈阶梯状结构。5.根据权利要求4所述的一种汽车转向器齿条齿形中心距的快检器具,其特征在于:所述的专用游标卡尺(1)上的活动量爪(4)呈弧形板状结构;活动量爪(4)的内侧弧面的弧度与定位销钉(2)粗段圆周面的弧度相一致。
技术总结
本实用新型涉及一种汽车转向器齿条齿形中心距的快检器具,属汽车转向器零部件检具设计技术领域。该汽车转向器齿条齿形中心距的快检器具,包括专用游标卡尺、定位销钉和卡接辅具;所述的卡接辅具包括装配块、底板、装配螺钉、锁紧螺栓和锁紧块;所述的装配块中部设置有贯通孔;贯通孔下方的装配块上通过导轨滑动安装有锁紧块;锁紧块下方的装配块底端通过装配螺钉固装有底板;底板上螺纹安装有锁紧螺栓;贯通孔上方的装配块上设置有定位插孔;定位插孔内活动插装有定位销钉。该快检器具,结构简单、操作方便,解决了汽车转向器齿条齿形中心距现有检测方式存有的检测效率低的问题,满足了企业高效检测使用的需要。满足了企业高效检测使用的需要。满足了企业高效检测使用的需要。
技术研发人员:屈丹 文卫平 冯强
受保护的技术使用者:荆州恒隆汽车零部件制造有限公司
技术研发日:2021.06.30
技术公布日:2021/11/28
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。