1.本实用新型涉及航空型材加工技术领域,特别是航空型材通用加工工装。
背景技术:
2.航空型材的截面通常呈t型、l型或h型,如图1所示,均有一个特点是厚度薄,一般只有1
‑
3mm厚,长度和高度均较大,加工刚性差,数控加工极易因弹刀而报废,若每个型材零件都投专用工装,由于航空零件都是小批量多型号生产,势必大幅增加工装成本,以往型材零件加工时,调试对应专用工装需要大量时间,一旦切换零件,又要重新调试新工装,需要消耗很多时间。因此,加工中需要一种通用工装,保证在型材长度,厚度,宽度不一致时均能快速装夹加工。
技术实现要素:
3.本实用新型的目的在于克服现有技术的缺点,提供一种航空型材通用加工工装。
4.本实用新型的目的通过以下技术方案来实现:
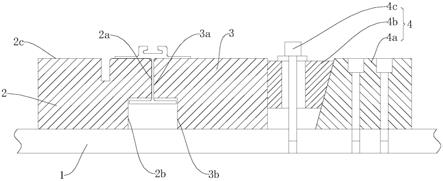
5.航空型材通用加工工装,包括固定座、活动座和楔紧组件,所述固定座固定安装在工作台上,所述活动座滑动设置在工作台上,所述固定座的侧壁上设置有顶紧面a,所述活动座的侧壁上设置有顶紧面b,所述顶紧面a与顶紧面b呈竖直状态,且相互平行,所述顶紧面a的下方设置有缺口a,所述顶紧面b的下方设置有缺口b,所述楔紧组件安装于工作台上,且所述楔紧组件与活动座传动连接,且所述楔紧组件能够将活动座向固定座一侧推动。
6.进一步的,所述固定座的顶面和所述活动座的顶面上分别锁紧固定有压板,所述压板沿固定座的长度方向设置。
7.进一步的,所述楔紧组件包括楔形固定块、楔形锁紧块和锁紧螺栓,所述楔形固定块固定在工作台上,所述楔形固定块朝向活动座的侧面上设有楔形面a,所述楔形锁紧块设于楔形固定块与活动座之间,所述楔形锁紧块朝向楔形固定块的侧面上设有楔形面b,所述楔形面b与所述楔形面a贴合,所述楔形锁紧块朝向活动座的侧面与活动座的侧壁贴合,所述楔形锁紧块上开设有通孔,该通孔内穿设有锁紧螺栓,所述锁紧螺栓的下端锁入工作台内。
8.进一步的,所述缺口a与缺口b对称设置。
9.进一步的,所述固定座的顶面上还设置有找正平面。
10.本实用新型具有以下优点:
11.1、本装置顶面与零件贴实,零件侧面也被工装钳口夹住,加工时零件刚性大幅增加,提高了零件表面质量。
12.2、提高了零件装夹效率,基本不因航空零件快速切换多型号零件致机器停顿,本通用装置为模块化结构,可以在机床上先尽可能把工装装长,工装加长和缩短很方便,切换零件基本不需太长时间,提高了生产效率。
13.3、由于工装为小模块合并而成,每个小模块加工方便,工装精度也易保证,不再需
要每个零件单独一套专用工装,降低了工装制造成本。
14.4、操作简便、灵活,易于操作者理解和使用。
附图说明
15.图1 为本实用新型的各种航空型材的结构示意图;
16.图2 为本实用新型的工装结构示意图;
17.图3 为本实用新型在装夹形变较大的航空型材时的结构示意图;
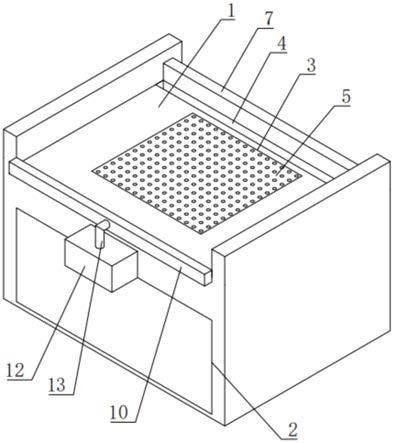
18.图4 为本实用新型的俯视图;
19.图中:1
‑
工作台,2
‑
固定座,2a
‑
顶紧面a,2b
‑
缺口a,2c
‑
找正平面,3
‑
活动座,3a
‑
顶紧面b,3b
‑
缺口b,4
‑
楔紧组件,4a
‑
楔形固定块,4b
‑
楔形锁紧块,4c
‑
锁紧螺栓,5
‑
压板。
具体实施方式
20.下面结合附图对本实用新型做进一步的描述,但本实用新型的保护范围不局限于以下所述。
21.如图2所示,航空型材通用加工工装,包括固定座2、活动座3和楔紧组件4,所述固定座2固定安装在工作台1上,所述活动座3滑动设置在工作台1上,所述固定座2的侧壁上设置有顶紧面a2a,所述活动座3的侧壁上设置有顶紧面b3a,所述顶紧面a2a与顶紧面b3a呈竖直状态,且相互平行,所述顶紧面a2a的下方设置有缺口a2b,所述顶紧面b3a的下方设置有缺口b3b,所述楔紧组件4安装于工作台1上,且所述楔紧组件4与活动座3传动连接,且所述楔紧组件4能够将活动座3向固定座2一侧推动。
22.进一步的,如图3和图4所示,所述固定座2的顶面和所述活动座3的顶面上分别锁紧固定有压板5,所述压板5沿固定座2的长度方向设置。
23.若所加工的航空型材长度很长,可采用多个工装夹具进行组合,可适用于不同型号的航空型材装夹。
24.进一步的,如图2和图3,所述楔紧组件4包括楔形固定块4a、楔形锁紧块4b和锁紧螺栓4c,所述楔形固定块4a固定在工作台1上,所述楔形固定块4a朝向活动座3的侧面上设有楔形面a,所述楔形锁紧块4b设于楔形固定块4a与活动座3之间,所述楔形锁紧块4b朝向楔形固定块4a的侧面上设有楔形面b,所述楔形面b与所述楔形面a贴合,所述楔形锁紧块4b朝向活动座3的侧面与活动座3的侧壁贴合,所述楔形锁紧块4b上开设有通孔,该通孔内穿设有锁紧螺栓4c,所述锁紧螺栓4c的下端锁入工作台1内。
25.进一步的,如图2和图3,所述缺口a2b与缺口b3b对称设置,便于放置航空型材未加工的部分。
26.进一步的,所述固定座2的顶面上还设置有找正平面2c。
27.本实用新型的工作过程如下:使用前,将工作台1清扫干净,将工装安装到位,然后通过固定座2顶面的找正平面2c找平,防止工作台1与工装底面之间有杂物导致工装顶面不平,拉直顶紧面a2a,将零件置于顶紧面a2a与顶紧面b3a之间,若零件形变较严重,则用压板5分别对零件的顶面进行压紧贴合,锁紧锁紧螺栓4c,在楔紧面相互作用下,洗额形锁紧块4b推动活动座3向固定座2一侧移动,从而使得顶紧面b3b顶紧在零件的侧壁上,从而实现零件的装夹固定,便于后续加工。
28.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.航空型材通用加工工装,其特征在于:包括固定座(2)、活动座(3)和楔紧组件(4),所述固定座(2)固定安装在工作台(1)上,所述活动座(3)滑动设置在工作台(1)上,所述固定座(2)的侧壁上设置有顶紧面a(2a),所述活动座(3)的侧壁上设置有顶紧面b(3a),所述顶紧面a(2a)与顶紧面b(3a)呈竖直状态,且相互平行,所述顶紧面a(2a)的下方设置有缺口a(2b),所述顶紧面b(3a)的下方设置有缺口b(3b),所述楔紧组件(4)安装于工作台(1)上,且所述楔紧组件(4)与活动座(3)传动连接,且所述楔紧组件(4)能够将活动座(3)向固定座(2)一侧推动。2.根据权利要求1所述的航空型材通用加工工装,其特征在于:所述固定座(2)的顶面和所述活动座(3)的顶面上分别锁紧固定有压板(5),所述压板(5)沿固定座(2)的长度方向设置。3.根据权利要求1或2所述的航空型材通用加工工装,其特征在于:所述楔紧组件(4)包括楔形固定块(4a)、楔形锁紧块(4b)和锁紧螺栓(4c),所述楔形固定块(4a)固定在工作台(1)上,所述楔形固定块(4a)朝向活动座(3)的侧面上设有楔形面a,所述楔形锁紧块(4b)设于楔形固定块(4a)与活动座(3)之间,所述楔形锁紧块(4b)朝向楔形固定块(4a)的侧面上设有楔形面b,所述楔形面b与所述楔形面a贴合,所述楔形锁紧块(4b)朝向活动座(3)的侧面与活动座(3)的侧壁贴合,所述楔形锁紧块(4b)上开设有通孔,该通孔内穿设有锁紧螺栓(4c),所述锁紧螺栓(4c)的下端锁入工作台(1)内。4.根据权利要求1所述的航空型材通用加工工装,其特征在于:所述缺口a(2b)与缺口b(3b)对称设置。5.根据权利要求1所述的航空型材通用加工工装,其特征在于:所述固定座(2)的顶面上还设置有找正平面(2c)。
技术总结
本实用新型涉及航空型材加工技术领域,特别是航空型材通用加工工装,包括固定座、活动座和楔紧组件,所述固定座固定安装在工作台上,所述活动座滑动设置在工作台上,所述固定座的侧壁上设置有顶紧面A,所述活动座的侧壁上设置有顶紧面B,所述顶紧面A与顶紧面B呈竖直状态,且相互平行,所述顶紧面A的下方设置有缺口A,所述顶紧面B的下方设置有缺口B,所述楔紧组件安装于工作台上,且所述楔紧组件与活动座传动连接,且所述楔紧组件能够将活动座向固定座一侧推动。本实用新型的优点在于:提高了零件表面质量,采用模块化结构,切换零件时间短,提高了生产效率,不再需要每个零件单独一套专用工装,降低了工装制造成本。降低了工装制造成本。降低了工装制造成本。
技术研发人员:汪琦 龚天涛
受保护的技术使用者:成都爱乐达航空制造股份有限公司
技术研发日:2021.06.24
技术公布日:2021/11/28
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。