1.本技术涉及电池技术领域,具体为一种成型高效的电池上盖。
背景技术:
2.目前,圆柱电池主要以钢壳圆柱磷酸铁锂电池为主,铁锂电池表现为容量高、输出电压高、良好的充放电循环性能、输出电压稳定、能大电流放电、电化学稳定性能、使用中安全(不会因过充电、过放电及短路等操作不当而引起燃烧或爆炸)、工作温度范围宽、对环境友好。
3.现有技术中,通常采用点焊的方式将多个圆柱电池串联或者并联在一起,以形成电池组模块。但是,这种采用点焊的连接方式在组装电池组时操作麻烦,成型效率低;需要人工进行操作,一旦出现焊接错误,难以进行拆卸,且拆卸时容易使电池钢壳发生损坏,降低了成品的合格率。
4.因此,如何设计一种成型高效的电池上盖,使其克服上述的不足,是本领域技术人员亟待解决的一个问题。
技术实现要素:
5.本技术的一个目的在于提供一种结构简单,布局巧妙,组装方便,易于拆卸,可以重复使用,成本低下,且成型高效的电池上盖。
6.为达到以上目的,本技术采用的技术方案为:一种成型高效的电池上盖,包括上盖体,所述上盖体包括导电座、导电杆、下端为敞口结构的密封盖体以及上端为敞口结构的缓冲盖体;所述密封盖体的上表面的中部同轴向下设有安装槽,所述密封盖体内侧壁的上端设有环形结构的第一卡槽,所述密封盖体外侧壁的下端设有环形结构的第二卡槽,且所述第一卡槽与所述第二卡槽之间的竖直断面形成s形结构;所述缓冲盖体的上端沿周向向外弯折形成有环形结构的卡接部,所述卡接部卡接于所述第一卡槽内,且所述缓冲盖体以及所述密封盖体之间形成有缓冲腔室;所述导电座为圆环形结构,所述导电座下端可拆卸地设于所述安装槽内,所述导电座的上端沿径向设有四个第三卡槽,且四个所述第三卡槽沿所述导电座的圆周方向等间隔设置;所述导电杆的一端卡接于其中一个所述第三卡槽内,且所述导电杆的两端与所述密封盖体外环面之间的距离相等。
7.优选的,所述导电杆的两端均凸出设有球形的限位部。其优点是:在所述限位部的作用下,得以有效地避免所述导电杆沿径向脱离所述第三卡槽。
8.优选的,所述导电座的下端卡接于或者螺纹连接于或者过盈配合于所述安装槽内。其优点是:采用卡接、螺纹连接以及过盈配合的方式,得以轻松地实现所述导电座与所述安装槽之间的组装和拆卸。
9.优选的,所述缓冲盖体的上端与所述卡接部之间贯穿设有排气孔,且所述密封盖体的内侧壁对所述排气孔形成密封。其优点是:正常情况下,所述密封盖体的内侧壁对所述排气孔形成密封,以隔开所述缓冲腔室与电池内部;当电池内部膨胀时,会先迫使所述缓冲
盖板发生变形,从而使得所述排气孔与所述密封盖体内侧壁之间的间隙变大,进而使得所述缓冲腔室与电池内部连通,得以有效地通过所述排气孔将电池内部的高压气体导入所述缓冲腔室的内部,进一步提高了整体的防爆性能。
10.优选的,所述密封盖体的内顶面上同轴设有撕裂槽,且所述撕裂槽位于所述安装槽的外侧。其优点是:当所述缓冲腔室内的气压增大到一定程度时,会使得所述密封盖体上沿所述撕裂槽发生破裂,从而可以将缓冲腔室内部的高压气体导出至电池外部,又进一步地提高了整体的防爆性能。
11.优选的,所述卡接部的外端与所述第一卡槽的内侧壁之间沿水平方向上的间距a为0.5~1.0mm。其优点是:在间距a的作用下,当所述缓冲盖体发生变形时,所述卡接部会进一步地向所述第一卡槽内部发生位移,从而进一步了抵消了电芯膨胀的一部分能力;同时,所述卡接部与所述第一卡槽之间结合地更加牢固,得以有效地避免所述缓冲盖体通过所述密封盖体上的破开口飞出,安全性更高。
12.优选的,所述缓冲盖体的底壁与侧壁之间通过圆角过渡,且所述缓冲盖体的底壁与侧壁之间的夹角α为120~150
°
。其优点是:有利于提高所述缓冲盖体发生形变的效益,得以有效地抵消电芯膨胀时产生的压力。
13.与现有技术相比,本技术的有益效果在于:
14.(1)在所述第二卡槽的作用下,可以将所述密封盖体绝缘扣合于电池钢壳的上端和/或下端,又由于所述导电杆的两端与所述密封盖体外环面之间的距离相等,得以在组装电池组时,可以将一个电池上的所述导电杆的另一端卡接到另一个电池上的所述第三卡槽内,依次类推,从而可以通过所述导电杆将各个电池并联或者串联起来;整个装配过程无需使用点焊机,且操作简单、方便,成型效率高;同时,在连接出现错误时,可以通过将所述导电杆从所述第三卡槽内拆卸出来,以便拆卸进行更正,其不会对电池造成损坏,有利于提高成品的合格率。
15.(2)又由于所述导电座的下端可拆卸地设置于所述安装槽内,既可以使得后期可以单独对各部分进行更换与维修,又可以对所述导电座以及所述导电杆进行回收反复利用,有利于降低整体的成本。
16.(3)在所述缓冲腔室的作用下,当电池内部的气压增大时,会先使得所述缓冲盖体向所述缓冲腔室的内部发生形变,以便吸收掉一部分电芯膨胀的能量;同时,会使得电池内部的空间变大,起到泄压作用,得以有效地提高电池的防爆性能。
附图说明
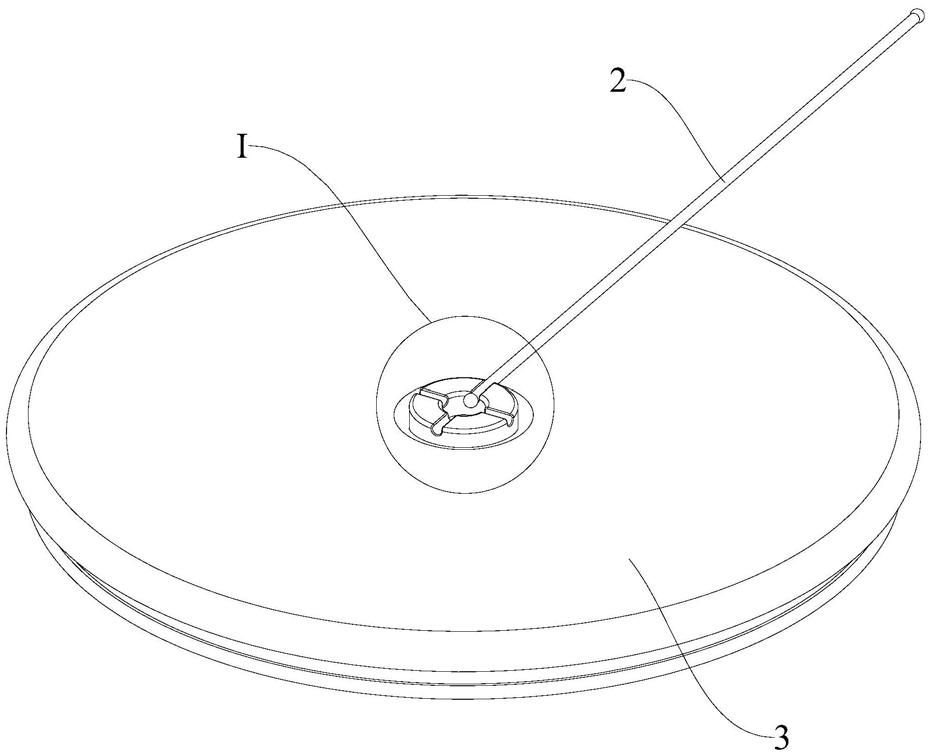
17.图1为本技术提供的一种成型高效的电池上盖的立体图。
18.图2为本技术提供的图1中i处的局部放大图。
19.图3为本技术提供的图1中的俯视图。
20.图4为本技术提供的图3中沿a
‑
a的剖视图。
21.图5为本技术提供的图4中ii处的局部放大图。
22.图6为本技术提供的图4中iii处的局部放大图。
23.图7为本技术提供的图4中iv处的局部放大图。
24.图中:1、导电座;11、第三卡槽;2、导电杆;21、限位部;3、密封盖体;31、安装槽;32、
第一卡槽;33、第二卡槽;34、撕裂槽;4、缓冲盖体;41、卡接部;42、排气孔;5、缓冲腔室。
具体实施方式
25.下面,结合具体实施方式,对本技术做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
26.在本技术的描述中,需要说明的是,对于方位词,如有术语“中心”、“横向”、“纵向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本技术的具体保护范围。
27.需要说明的是,本技术的说明书和权利要求书中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。
28.本技术的说明书和权利要求书中的术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
29.参照图1
‑
7,本技术的一个实施例提供一种成型高效的电池上盖,包括上盖体,上盖体包括导电座1、导电杆2、下端为敞口结构的密封盖体3以及上端为敞口结构的缓冲盖体4;密封盖体3的上表面的中部同轴向下设有安装槽31,密封盖体3内侧壁的上端设有环形结构的第一卡槽32,密封盖体3外侧壁的下端设有环形结构的第二卡槽33,且第一卡槽32与第二卡槽33之间的竖直断面形成s形结构;缓冲盖体4的上端沿周向向外弯折形成有环形结构的卡接部41,卡接部41卡接于第一卡槽32内,且缓冲盖体4以及密封盖体3之间形成有缓冲腔室5;导电座1为圆环形结构,导电座1下端可拆卸地设于安装槽31内,导电座1的上端沿径向设有四个第三卡槽11,且四个第三卡槽11沿导电座1的圆周方向等间隔设置;导电杆2的一端卡接于其中一个第三卡槽11内,且导电杆2的两端与密封盖体3外环面之间的距离相等。
30.其中,在第二卡槽33的作用下,可以将密封盖体3绝缘扣合于电池钢壳的上端和/或下端,又由于导电杆2的两端与密封盖体3外环面之间的距离相等,得以在组装电池组时,可以将一个电池上的导电杆2的另一端卡接到另一个电池上的第三卡槽11内,依次类推,从而可以通过导电杆2将各个电池并联或者串联起来;整个装配过程无需使用点焊机,且操作简单、方便,成型效率高;同时,在连接出现错误时,可以通过将导电杆2从第三卡槽11内拆卸出来,以便拆卸进行更正,不会对电池造成损坏,有利于提高成品的合格率。
31.其中,由于导电座1的下端可拆卸地设置于安装槽31内,既可以使得后期可以单独对各部分进行更换与维修,又可以对导电座1以及导电杆2进行回收反复利用,有利于降低整体的成本。
32.其中,在缓冲腔室5的作用下,当电池内部的气压增大时,会先使得缓冲盖体4向缓冲腔室5的内部发生形变,以便吸收掉一部分电芯膨胀的能量;同时,会使得电池内部的空间变大,起到泄压作用,得以有效地提高电池的防爆性能。
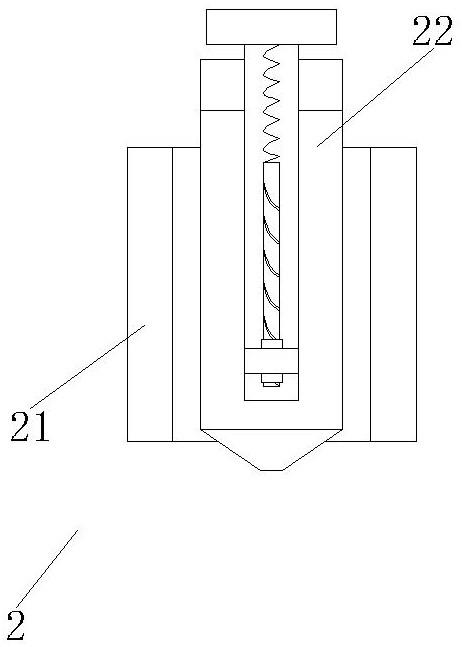
33.参照图2,在本技术的一些实施例中,导电杆2的两端均凸出设有球形的限位部21。
在限位部21的作用下,得以有效地避免导电杆2沿径向脱离第三卡槽11。
34.参照图5,在本技术的一些实施例中,导电座1的下端卡接于或者螺纹连接于或者过盈配合于安装槽31内(附图中采用的是卡接方式)。采用卡接、螺纹连接以及过盈配合的方式,得以轻松地实现导电座1与安装槽31之间的组装和拆卸。
35.参照图7,在本技术的一些实施例中,缓冲盖体4的上端与卡接部41之间贯穿设有排气孔42,且密封盖体3的内侧壁对排气孔42形成密封。正常情况下,密封盖体3的内侧壁对排气孔42形成密封,以隔开缓冲腔室5与电池内部;当电池内部膨胀时,会先迫使缓冲盖板发生变形,从而使得排气孔42与密封盖体3内侧壁之间的间隙变大,进而使得缓冲腔室5与电池内部连通,得以有效地通过排气孔42将电池内部的高压气体导入缓冲腔室5的内部,进一步提高了整体的防爆性能。
36.参照图6,在本技术的一些实施例中,密封盖体3的内顶面上同轴设有撕裂槽34,且撕裂槽34位于安装槽31的外侧。当缓冲腔室5内的气压增大到一定程度时,会使得密封盖体3上沿撕裂槽34发生破裂,从而可以将缓冲腔室5内部的高压气体导出至电池外部,又进一步地提高了整体的防爆性能。
37.参照图7,在本技术的一些实施例中,卡接部41的外端与第一卡槽32的内侧壁之间沿水平方向上的间距a为0.5~1.0mm。在间距a的作用下,当缓冲盖体4发生变形时,卡接部41会进一步地向第一卡槽32内部发生位移,从而进一步了抵消了电芯膨胀的一部分能力;同时,卡接部41与第一卡槽32之间结合地更加牢固,得以有效地避免缓冲盖体4通过密封盖体3上的破开口飞出,安全性更高。
38.参照图7,在本技术的一些实施例中,缓冲盖体4的底壁与侧壁之间通过圆角过渡,且缓冲盖体4的底壁与侧壁之间的夹角α为120~150
°
。有利于提高缓冲盖体4发生形变的效益,得以有效地抵消电芯膨胀时产生的压力。
39.以上描述了本技术的基本原理、主要特征和本技术的优点。本行业的技术人员应该了解,本技术不受上述实施例的限制,上述实施例和说明书中描述的只是本技术的原理,在不脱离本技术精神和范围的前提下本技术还会有各种变化和改进,这些变化和改进都落入要求保护的本技术的范围内。本技术要求的保护范围由所附的权利要求书及其等同物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。