:
1.本实用新型涉及一种玻璃纤维生产输送装置。
背景技术:
2.玻璃纤维,是一种性能优异的无机非金属材料,种类繁多,优点是绝缘性好、耐热性强、抗腐蚀性好、机械强度高;它是以叶腊石、石英砂、石灰石、白云石、硼钙石、硼镁石六种矿石为原料经高温熔制、拉丝、络纱、织布等工艺制造成的,其单丝的直径为几个微米到二十几个微米,相当于一根头发丝的1/20
‑
1/5,每束纤维原丝都由数百根甚至上千根单丝组成。
3.而玻璃纤维短切毡是由连续原丝或短切原丝不定向地通过化学粘结剂或机械作用结合在一起制成的薄片状制品,是玻璃纤维制备的一种重要产品;一般情况下,连续纱束在进入短切机短切成一定长度的玻纤短丝后进入沉降室沉降,利用抽风引力使短丝均匀分布并落至传送网带上。玻纤短丝在传送网带的输送过程中施加粘结剂,然后排湿烘干、冷压、切边、收卷、包装,从而得到所需要的成品。
4.玻纤短丝在沉降室沉降之后,需要在传送网带上进行传输,由于在玻纤短丝传输过程中需要进行其他的工艺才能得到所需要的成品,所以传输装置的速度需要进行自动精准调节;而现有的传输装置往往是通过电机、推杆等传动部件来带动传送网带旋转以传输玻纤短丝,速度调节精准度不够,不方便剩余工艺的实际操作,从而影响成品的质量。
技术实现要素:
5.本实用新型实施例提供了一种玻璃纤维生产输送装置,结构设计合理,基于单片机的集成控制原理,结合机械结构,能够根据传送网带上其他工艺的实际流程来自动精准快速调节传送网带的速度,方便其余工艺的实际操作,保证动作精准,提升成品质量,兼顾稳定性和实用性,解决了现有技术中存在的问题。
6.本实用新型为解决上述技术问题所采用的技术方案是:
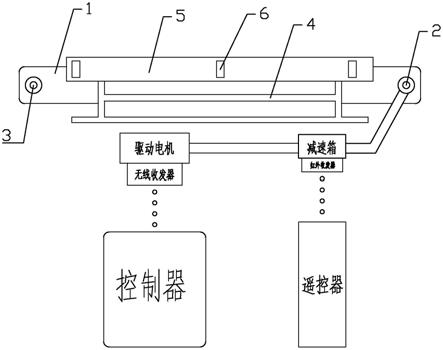
7.一种玻璃纤维生产输送装置,包括传送网带和控制器,在传送网带的两端分别设有主动辊和从动辊,所述主动辊通过减速箱与驱动电机相连,所述驱动电机用于带动传送网带转动以运输短切好的玻纤短丝;在传送网带的两侧分别设有支架,每个支架上分别设有挡板,每个挡板上分别设有多个探头朝向传送网带设置的接近开关,所述接近开关用于标记其他工艺的准确位置;所述控制器通过无线收发器与驱动电机电器相连,所述控制器通过延时继电器与减速箱相连,所述控制器通过红外收发器与遥控器电气相连,在控制器上还设有计时器,所述计时器用于根据其他工艺的准确位置来计算和设定相应的工艺工作时间。
8.所述控制器的型号为stm32f072c,在控制器上设有48个引脚,在控制器的三号引脚和四号引脚上设有晶体振荡器,在晶体振荡器上设有相并联的第二电容和第三电容,所述控制器的七号引脚通过第一电容接地设置;所述控制器通过十二号引脚和十三号引脚与
无线收发器相连,所述控制器通过二十号引脚与红外收发器相连,所述控制器通过二十五号引脚与延时继电器相连,所述控制器通过三十号引脚与计时器相连,所述控制器通过三十二号引脚、三十三号引脚和三十四号引脚与接近开关相连。
9.所述计时器为555计时器,在计时器上设有8个引脚,所述计时器通过三号引脚与控制器的三十号引脚相连。
10.所述无线收发器的型号为esp8266,在无线收发器上设有8个引脚,所述无线收发器的四号引脚与控制器的十二号引脚相连,所述无线收发器的八号引脚与控制器的十三号引脚相连。
11.所述红外收发器的型号为hc
‑
sr505,在红外收发器上设有6个引脚,所述红外收发器的五号引脚与遥控器相连,所述红外收发器的二号引脚与控制器的二十号引脚相连。
12.所述延时继电器的型号为at8psn,在延时继电器上设有8个引脚,所述延时继电器的二号引脚为电源正极引脚,所述延时继电器的七号引脚为电源负极引脚;所述延时继电器的一号引脚、三号引脚和四号引脚为接点输出引脚,所述延时继电器的五号引脚、六号引脚和八号引脚为接点输出引脚。
13.在支架的底部设有两椭圆形支撑座。
14.本实用新型采用上述结构,通过驱动电机来带动传送网带转动以运输短切好的玻纤短丝;通过接近开关来标记其他工艺的准确位置,并以此为根据来计算和设定每项工艺对应的工作时间,从而自动精准快速调节传送网带的速度;通过控制器和无线收发器来控制驱动电机的动作,通过控制器、红外收发器和遥控器相配合实现远程控制;通过延时继电器和控制器来控制减速箱的动作调节驱动电机的速度;通过支架底部的椭圆形支撑座来保证支架结构和位置的稳定,从而使接近开关能够精准的确认位置,不会出现较大的偏差,具有精准实用、稳定高效的优点。
附图说明:
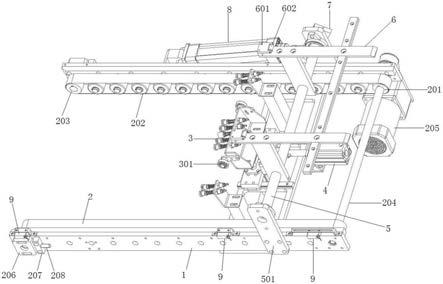
15.图1为本实用新型的结构示意图。
16.图2为本实用新型的传送网带的俯视图。
17.图3为本实用新型的控制原理图。
18.图4为本实用新型的控制器的电气原理图。
19.图5为本实用新型的计时器的电气原理图。
20.图6为本实用新型的无线收发器的电气原理图。
21.图7为本实用新型的红外收发器的电气原理图。
22.图8为本实用新型的延时继电器的电气原理图。
23.图9为本实用新型的支架的结构示意图。
24.图中,1、传送网带,2、主动辊,3、从动辊,4、支架,5、挡板,6、接近开关,7、支撑座。
具体实施方式:
25.为能清楚说明本方案的技术特点,下面通过具体实施方式,并结合其附图,对本实用新型进行详细阐述。
26.如图1
‑
9中所示,一种玻璃纤维生产输送装置,包括传送网带1和控制器,在传送网
带1的两端分别设有主动辊2和从动辊3,所述主动辊2通过减速箱与驱动电机相连,所述驱动电机用于带动传送网带1转动以运输短切好的玻纤短丝;在传送网带1的两侧分别设有支架4,每个支架4上分别设有挡板5,每个挡板5上分别设有多个探头朝向传送网带设置的接近开关6,所述接近开关6用于标记其他工艺的准确位置;所述控制器通过无线收发器与驱动电机电器相连,所述控制器通过延时继电器与减速箱相连,所述控制器通过红外收发器与遥控器电气相连,在控制器上还设有计时器,所述计时器用于根据其他工艺的准确位置来计算和设定相应的工艺工作时间。
27.所述控制器的型号为stm32f072c,在控制器上设有48个引脚,在控制器的三号引脚和四号引脚上设有晶体振荡器,在晶体振荡器上设有相并联的第二电容和第三电容,所述控制器的七号引脚通过第一电容接地设置;所述控制器通过十二号引脚和十三号引脚与无线收发器相连,所述控制器通过二十号引脚与红外收发器相连,所述控制器通过二十五号引脚与延时继电器相连,所述控制器通过三十号引脚与计时器相连,所述控制器通过三十二号引脚、三十三号引脚和三十四号引脚与接近开关6相连。
28.所述计时器为555计时器,在计时器上设有8个引脚,所述计时器通过三号引脚与控制器的三十号引脚相连。
29.所述无线收发器的型号为esp8266,在无线收发器上设有8个引脚,所述无线收发器的四号引脚与控制器的十二号引脚相连,所述无线收发器的八号引脚与控制器的十三号引脚相连。
30.所述红外收发器的型号为hc
‑
sr505,在红外收发器上设有6个引脚,所述红外收发器的五号引脚与遥控器相连,所述红外收发器的二号引脚与控制器的二十号引脚相连。
31.所述延时继电器的型号为at8psn,在延时继电器上设有8个引脚,所述延时继电器的二号引脚为电源正极引脚,所述延时继电器的七号引脚为电源负极引脚;所述延时继电器的一号引脚、三号引脚和四号引脚为接点输出引脚,所述延时继电器的五号引脚、六号引脚和八号引脚为接点输出引脚。
32.在支架4的底部设有两椭圆形支撑座7。
33.本实用新型实施例中的一种玻璃纤维生产输送装置的工作原理为:基于单片机的集成控制原理,结合机械结构,能够根据传送网带1上其他工艺的实际流程来自动精准快速调节传送网带1的速度,方便其余工艺的实际操作,保证动作精准,提升成品质量,兼顾稳定性和实用性,并且整个装置运行过程稳定,不会出现较大的误差。
34.在整体方案中,以控制器stm32f072c为核心组件,在控制器上设有48个引脚,在控制器的三号引脚和四号引脚上设有晶体振荡器,在晶体振荡器上设有相并联的第二电容和第三电容,控制器的七号引脚通过第一电容接地设置;控制器通过十二号引脚和十三号引脚与无线收发器相连,控制器通过二十号引脚与红外收发器相连,控制器通过二十五号引脚与延时继电器相连,控制器通过三十号引脚与计时器相连,控制器通过三十二号引脚、三十三号引脚和三十四号引脚与接近开关6相连,从而形成了整体硬件电路结构,并且依靠上述硬件电路结构与机械部件自动精准快速调节传送网带1的速度,方便传送网带1上其他工艺的正常操作。
35.优选的,计时器为555计时器,在计时器上设有8个引脚,计时器通过三号引脚与控制器的三十号引脚相连,以记录每项工艺流程相应的操作时间,并且在每段操作时间内针
对不同的工艺设定传送网带的不同驱动速度。
36.优选的,无线收发器的型号为esp8266,在无线收发器上设有8个引脚,无线收发器的四号引脚与控制器的十二号引脚相连,无线收发器的八号引脚与控制器的十三号引脚相连,控制器通过无线收发器与驱动电机电气相连,来控制驱动电机的速度和动作。
37.优选的,红外收发器的型号为hc
‑
sr505,在红外收发器上设有6个引脚,红外收发器的五号引脚与遥控器相连,红外收发器的二号引脚与控制器的二十号引脚相连,实现远程控制,方便工作人员进行操作。
38.优选的,延时继电器的型号为at8psn,在延时继电器上设有8个引脚,延时继电器的二号引脚为电源正极引脚,延时继电器的七号引脚为电源负极引脚;延时继电器的一号引脚、三号引脚和四号引脚为接点输出引脚,延时继电器的五号引脚、六号引脚和八号引脚为接点输出引脚,与控制器相配合,对减速箱进行延时控制,使两项不同的工艺流程在切换过程中有一定的切换时间,从而保证减速箱的动作流畅,不会出现卡顿现象。
39.实际工作过程,驱动电机通过主动辊2和从动辊3相配合来带动传送网带转动,再通过减速箱和控制器来调节传送网带转动的速度。
40.特别说明的是,由于每项工艺流程所需要的时间不同,所以接近开关6在挡板5之间的距离也是不相同的,长度和时间是成正比的;支架4底部椭圆形支撑座7可以保持支架位置稳固,不发生大角度的偏移。
41.综上所述,本实用新型实施例中的一种玻璃纤维生产输送装置基于单片机的集成控制原理,结合机械结构,能够根据传送网带上其他工艺的实际流程来自动精准快速调节传送网带的速度,方便其余工艺的实际操作,保证动作精准,提升成品质量,兼顾稳定性和实用性,并且整个装置运行过程稳定,不会出现较大的误差,速度调节快速简便,能够适用于不同的应用场景和操作车间。
42.上述具体实施方式不能作为对本实用新型保护范围的限制,对于本技术领域的技术人员来说,对本实用新型实施方式所做出的任何替代改进或变换均落在本实用新型的保护范围内。
43.本实用新型未详述之处,均为本技术领域技术人员的公知技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。