熔体渗透的陶瓷基复合材料(cmc)制品的致密化
技术领域
1.本公开整体涉及陶瓷基复合材料(cmc)制品的致密化,并且更具体地涉及气体涡轮引擎的熔体渗透的cmc部件的致密化。
背景技术:
2.陶瓷基复合材料(cmc)制品由于例如其耐热性、高温强度和化学稳定性而通常被认为非常适用于涡轮引擎的结构部件。然而,涡轮引擎中的cmc制品可能遭受由于过应力、损坏(例如,断裂)、不适当成形等而引起的损坏。解决cmc制品的易损坏性质的一种技术是致密化。然而,由于致密剂的渗透(例如,硅的渗透)可能出现无数缺陷,因此用于使熔体渗透的cmc致密化的常规技术的成功是有限的。硅渗透中的此类缺陷可能导致例如致密化过程期间的阻塞、裂纹和/或材料渗透减少的区域,并且因此导致所得致密化cmc制品内的弱点。常规致密化cmc制品的这些缺点往往随着cmc制品越厚而加剧。
3.用于浇铸部件(例如,金属浇铸)的常规技术包括注塑成型、高压压铸和低压压铸。注塑成型可以介于30毫米/秒至200毫米/秒(mm/s)之间的速度和300巴至800巴的注射压力下注射材料以形成部件。高压压铸可以高于200mm/s的速度和1000巴或更大的注射压力下注射金属材料(例如,铝(a1)合金)以形成部件。低压压铸使用较低的操作参数进行,例如,注射速度10mm/s,注射压力5巴至10巴。然而,这些用于浇铸的常规技术都没有被用于对cmc制品执行致密化过程,因为用于执行这些技术的操作参数可能增加在执行致密化过程时对cmc制品造成损坏的可能性和/或可导致对cmc制品的损坏。
技术实现要素:
4.公开了用于使熔体渗透的陶瓷基复合材料(cmc)制品致密化的方法以及由此形成的致密化cmc制品。在本公开的第一方面,用于使熔体渗透的cmc制品致密化的方法包括:在浇铸装置的第一区域内提供多孔cmc预成型件;在浇铸装置的第二区域的压头区域内提供熔融致密剂,第一区域和第二区域可操作地连接,并且熔融致密剂包括至少一个硅源;以及向压头内的熔融致密剂施加第一压力,从而用熔融致密剂渗透互连的多孔cmc预成型件内的空隙并形成致密化熔体渗透的cmc制品。
5.在本公开的第二方面,用于使熔体渗透的cmc制品致密化的方法包括:在浇铸装置的第一区域内提供多孔cmc预成型件;在浇铸装置的第二区域的压头区域内提供熔融致密剂,第一区域和第二区域可操作地连接,并且熔融致密剂包括至少一个硅源;在第一时间段内向压头内的熔融致密剂施加阶段一压力,阶段一压力足以建立跨越多孔cmc预制件的第一深度的熔融致密剂的第一渗透速度;以及在第二时间段内向压头内的熔融致密剂施加阶段二压力,阶段二压力不同于阶段一压力,并且足以建立跨越多孔cmc预制件的第二深度的熔融致密剂的第二渗透速度,第二深度不包括第一深度。
6.在本公开的第三方面,致密化熔体渗透的cmc制品包括:多孔陶瓷基体,其中至少渗透有硅;以及嵌入陶瓷基体中的陶瓷纤维,其中致密化熔体渗透的cmc制品具有基本上均
匀的密度。
附图说明
7.从结合描绘本公开的各种实施方案的附图的对本公开的各个方面的以下详细描述,将更容易理解本公开的这些和其他特征,其中:
8.图1描绘了用于形成本公开的致密化熔体渗透的陶瓷基复合材料(cmc)制品(包括预渗透布置和后渗透布置)的示例性浇铸装置的示意图。
9.图2描绘了用于形成本公开的致密化熔体渗透的cmc制品的另一个示例性浇铸装置的示意图。
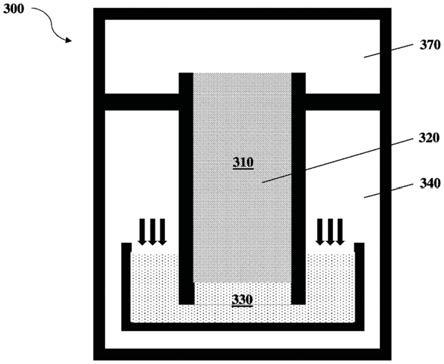
10.图3描绘了用于形成本公开的致密化熔体渗透的cmc制品的又一个示例性浇铸装置的示意图。
11.图4描绘了与用于形成本公开的致密化熔体渗透的cmc制品的平面内渗透相关联的相对速度和深度。
12.图5描绘了与用于形成本公开的致密化熔体渗透的cmc制品的横向平面渗透相关联的相对速度和深度。
13.应当注意,本公开的附图未必按比例绘制。附图旨在仅描绘本公开的典型方面,并且因此不应当被视为限制本公开的范围。在附图中,类似的编号表示附图之间的类似的元件。
具体实施方式
14.本公开整体涉及陶瓷基复合材料(cmc)制品的致密化,并且更具体地涉及气体涡轮引擎的熔体渗透的cmc部件的致密化。如上所述,由于致密剂的渗透(例如,硅的渗透)可能出现无数缺陷,并且这继而导致致密化过程期间的阻塞(没有渗透)和/或断裂,因此用于使熔体渗透的cmc致密化的常规技术的成功是有限的。因此,此类常规技术提供具有不均匀密度(例如,干点、孔隙率)和其中有弱化位置的致密化cmc制品,这两者可随着cmc制品的厚度增加(例如,密度的极端不均匀和/或弱化位置增加)而恶化。与常规相反,本公开的各个方面包括通过在渗透期间产生熔融硅源的压头并使用浇铸装置实现渗透来使熔体渗透的cmc制品致密化的方法。根据本公开的方法产生的致密化熔体渗透的cmc制品可具有基本上均匀的密度,即使cmc制品的厚度增加。为了便于理解,下文将参考图1至图5讨论本公开的用于使熔体渗透的cmc制品致密化的方法。
15.在实施方案中,本公开的用于使熔体渗透的cmc制品致密化的方法包括首先提供多孔cmc预成型件。如本文所用,“cmc”是指陶瓷基复合材料,其中陶瓷纤维嵌入陶瓷基体中。cmc制品可包括用陶瓷纤维连续或不连续地强化的陶瓷基体。陶瓷基体可包括碳(c)、碳化硅(sic)、氮化硅(si3n4)、氧化铝(al2o3)和/或硅酸铝(al2o3‑
sio2)。陶瓷纤维可包括碳(c)、碳化硅(sic)、氮化硅(si3n4)、氧化铝(al2o3)和/或硅酸铝(al2o3‑
sio2)。陶瓷基体和陶瓷纤维可由相同的材料构成或者它们可为不同的。例如,当陶瓷基体和陶瓷纤维由相同材料构成时,cmc制品可为例如碳化硅纤维强化碳化硅(sic/sic)制品。当陶瓷基体和陶瓷纤维由不同材料构成时,cmc制品可为例如碳纤维强化碳化硅(c/sic)制品。通常,cmc制品可由本领域已知的任何合适的制造工艺制成,诸如例如注塑成型、粉浆浇铸、流延成型、渗透
方法(例如化学气相渗透、熔体渗透等)和各种其他合适的方法和/或工艺。本公开涉及使熔体渗透的cmc制品致密化。因此,如本文所用,“cmc预成型件”是指在用致密剂熔体渗透之前的cmc制品。
16.参照图1,在浇铸装置100的第一区域120内提供cmc预成型件110。cmc预成型件110为如上所述的预渗透cmc制品。图1包括浇铸装置100的预渗透布置(箭头左侧)和后渗透布置(箭头右侧)两者的描绘。
17.本公开的方法还包括在浇铸装置100的第二区域140的压头区域内提供熔融致密剂130。在第二区域140中提供熔融致密剂130可在第一区域120中提供多孔cmc预成型件110之前、之后或同时进行。装置100的第一区域120和第二区域140可操作地彼此连接,使得熔融致密剂130可施加到cmc预成型件110。熔融致密剂130可包括能够增加多孔cmc预成型件110的密度的化合物或组合物的任何合适的熔融源。熔融致密剂130可包括例如一种或多种熔融硅源。
18.在提供cmc预成型件110和熔融致密剂130两者之后,本公开的方法还可包括向熔融致密剂130施加第一压力。第一压力可包括大气压(例如,1巴)或略大于大气压的压力(例如,小于3巴)。在另一个非限制性示例中,向熔融致密剂130施加第一压力可在低于大气压的压力(例如,约1.33
×
10
‑6巴)下的真空中或真空下进行。在其它非限制性示例中,可在致密化过程期间在大约1毫巴至1巴的范围内将第一压力施加于cmc预成型件110。第一压力允许熔融致密剂130渗透多孔cmc预成型件110内的空隙(孔)。如图1(箭头右侧)所描绘的,通过该渗透形成致密化熔体渗透的cmc制品150。
19.图1还描绘了一个实施方案,其中第一压力可为大气压力。如图所示,装置100的第一区域120和第二区域140彼此取向,使得熔融致密剂130本身的重量可引起用熔融致密剂130渗透cmc预成型件110。这种类型的基于大气压的布置也可被称为重力进料系统。
20.即使在其中不关注增加的压力的重力进料系统中,cmc预成型件110的材料特性也可能需要由装置100来考虑。在实施方案中,装置100的第一区域120可为具有至少两个部分121、122的模具组。部分121、122能够相对于彼此移动,使得可在它们之间产生模具开口125。因此,在渗透之前(箭头左侧
‑
图1),可设定(调节)模具开口125以减小或消除cmc预成型件110上的压力,以便避免损坏(例如,断裂)cmc预成型件110的多孔基体。在渗透期间,随着cmc预成型件110的密度增加,可调节(例如减小)模具开口125的宽度。在渗透完成时(箭头右侧
‑
图1),模具开口125的宽度可为大约零。除此之外或另选地,该过程的执行和/或将模具开口125的宽度关闭至大约零可改进cmc预成型件的减体积和/或部件对部件维度/尺寸/特征的一致性。
21.在装置100形成为重力进料系统的示例中(例如,图1),熔融致密剂130可以受控速度被递送。例如,熔融致密剂130可以小于或等于1毫米/秒(mm/s)的受控速度被递送。在以该速度(以及在本文所识别的压力下)递送熔融致密剂130时,熔融致密剂130可渗透cmc预成型件110,而不会在致密化过程期间引起不期望的应力/应变、损坏(例如,断裂)和/或不适当的成形。
22.除了重力进料系统之外,图1的装置100也可用于基于压力的系统中。换句话讲,施加到熔融致密剂130的第一压力可大于大气压。在此类基于压力的系统中,控制和调节模具开口125的宽度对于避免损坏cmc预成型件110可能是至关重要的。
23.图2描绘了另一个实施方案,其中第一压力可大于大气压。在该实施方案中,在浇铸装置200的第一区域220内提供多孔cmc预成型件210。在第一区域220中提供多孔cmc预成型件210之前、之后或同时,可在浇铸装置200的第二区域240的压头区域内提供熔融致密剂230。预成型件210和熔融致密剂230可与上述(110、130)相同。
24.考虑到该实施方案的增加的压力(即,大于大气压),浇铸装置200的第一区域220和第二区域240可以可操作地彼此联接,使得在不损坏预成型件210的多孔基体的情况下,在增加的压力下执行用熔融致密剂230渗透预成型件210。例如,装置200的第一区域220和第二区域240中的一者或两者可包括用于将熔融致密剂230传递到预成型件210的入口260。入口260可被构造成在与预成型件210接触时降低熔融致密剂230的速度。描绘了一个入口260,然而可使用任何数量和任何构造的入口260。在该非限制性示例中,并且类似于图1,可通过控制和/或调节在装置200中递送熔融致密剂230的压力,以小于或等于1mm/s的受控速度递送熔融致密剂230。
25.如上所述,本公开的方法可依赖于施加到系统的第一压力(例如,对于重力供料系统而言是大气压并且对于基于压力的系统而言大于大气压)来执行。本公开的方法也可利用多个压力来执行。
26.返回图1,预成型件110保持在其中的浇铸装置100的第一区域120可具有与其相关联的第二压力。例如,第二压力可小于施加于熔融致密剂130的第一压力。例如,第二压力可小于大气压。在第一压力为大气压的情况下,如在重力进料系统中的情况,小于大气压的第二压力可通过将熔融致密剂130牵拉(或芯吸)到预成型件110中而有助于渗透过程。将熔融致密剂130牵拉到预成型件110中可以是将熔融致密剂130推入预成型件110中的重量的补充。
27.虽然第二压力可小于大气压,但第二压力也可大于发生对预成型件110的多孔基体的损坏的最小压力。例如,低于最小压力的第二压力可导致cmc预成型件110内的空隙(孔)塌缩。因此,为了有利于控制浇铸装置100的第一区域120的第二压力,可向系统添加压力设定设备(未示出)。
28.图3描绘了另一个示例性实施方案,其中本公开的方法可利用多个压力来执行。在该实施方案中,在浇铸装置300的第一区域320内提供多孔cmc预成型件310。在第一区域320中提供多孔cmc预成型件310之前、之后或同时,可在浇铸装置300的第二区域340的压头区域内提供熔融致密剂330。预成型件310和熔融致密剂330可与上述(110、130和/或210、230)相同。该实施方案与上面讨论的实施方案的不同之处在于利用浇铸装置300的第三区域370。
29.第三区域370具有其自身的压力,不同于第二区域340的第一压力。更具体地讲,第二区域340的第一压力可大于第三区域370的压力,并且多孔cmc预成型件310可位于第二区域340与第三区域370之间(例如,跨越其间)。正是第二区域340的第一压力与第三区域370的压力之间的差值允许熔融致密剂330渗透预成型件310。在第二区域340的第一压力大于第三区域370的压力的上述情况下,第一压力在熔融致密剂330上施加力(参见箭头)并迫使其进入多孔cmc预成型件310中。
30.图4描绘了与本公开的一个或多个实施方案相关联的相对速度和深度,其中本公开的方法在多个阶段中利用施加到熔融致密剂的多个压力来执行。更具体地讲,本公开的
方法可包括在第一时间段内向熔融致密剂施加阶段一压力,然后在第二时间段内向熔融致密剂施加阶段二压力。如图4所描绘的,阶段一压力可建立跨越多孔cmc预制件400的第一深度410d的熔融致密剂的第一渗透速度410v。类似地,阶段二压力可建立跨越多孔cmc预成型件400的第二深度420d的熔融致密剂的第二渗透速度420v。本公开的方法可利用任何数量的压力级来执行。图4描绘了三个阶段,即跨越第三深度430d的第三渗透速度430v,然而本公开不限于此。另外,在非限制性示例中,渗透速度410v、420v、430v可等于或小于1mm/s,如本文所讨论的。
31.如图4所描绘的,预成型件400包括陶瓷纤维440、450。陶瓷纤维440是位于第一深度410d内的那些,并且陶瓷纤维450是位于第二深度420d内的那些。陶瓷纤维440可不如陶瓷纤维450压实。因此,为了确保熔融致密剂充分渗透到整个预成型件400中,第一渗透速度410v可小于第二渗透速度420v。在另一个实施方案中,陶瓷纤维440和陶瓷纤维450可被压实到基本上相同的程度。因此,可减小第一渗透速度410v和第二渗透速度420v之间的任何差值。同样如图4所描绘的,陶瓷纤维440、450可在渗透期间以基本上相同的方向取向。这有时称为面内渗透。
32.图5描绘了横向平面渗透,其中cmc预成型件的陶瓷纤维被取向成基本上彼此正交。如图5所描绘的,阶段一压力可建立跨越多孔cmc预制件500的第一深度510d的熔融致密剂的第一渗透速度510v。类似地,阶段二压力可建立跨越多孔cmc预成型件500的第二深度520d的熔融致密剂的第二渗透速度520v。本公开的方法可利用任何数量的压力级来执行。图5描绘了两个阶段,然而本公开并不限于此。另外,在非限制性示例中,渗透速度510v、520v可等于或小于1mm/s,如本文所讨论的。
33.预成型件500包括陶瓷纤维540、550。陶瓷纤维540是位于预成型件500的第一深度510d内的那些,并且陶瓷纤维550是位于预成型件500的第二深度520d内的那些。陶瓷纤维540被取向成基本上正交于陶瓷纤维550,纤维540沿渗透方向(参见箭头),并且纤维550基本上与其正交。因此,为了确保熔融致密剂充分渗透到整个预成型件500中,第一渗透速度510v可小于第二渗透速度520v。
34.利用本公开的任何一种或多种以上讨论的方法,可获得致密化熔体渗透的cmc制品。本公开的致密化cmc制品可包括其中渗透有致密剂(例如,至少硅)的多孔陶瓷基体,以及嵌入陶瓷基体中的陶瓷纤维。本公开的致密化cmc制品可具有基本上均匀的密度。即使当cmc制品具有增加的厚度和/或包括具有比其它部分更大的厚度(例如,不均匀的厚度)的部分时,也可获得和/或保持本公开的cmc制品的基本上均匀的密度。如本公开开始时所述,本公开的此类致密化cmc制品由于其低密度、耐热性、高温强度和蠕变特性以及化学稳定性,可用作气体涡轮引擎的部件。
35.本文使用的术语仅用于描述特定实施方案的目的并且不旨在限制本公开。如本文所用,单数形式“一个”、“一种”和“该”旨在也包括复数形式,除非上下文另有明确地说明。将进一步理解,当在说明书中使用时,术语“包括(comprises)”和/或“包括(comprising)”指定存在陈述特征、整数、步骤、操作、元件和/或组件,但是不排除存在或添加一个或多个其他特征、整数、步骤、操作、元件、组件和/或它们的组。
36.如在整个说明书和权利要求书中使用的,近似语言可以用于修改可以允许变化的任何定量表示,而不会导致与其相关的基本功能的变化。因此,由一个或多个术语(诸如
“
约”、“大约”和“基本上”)修饰的值不限于指定的精确值。在至少一些情况下,近似语言可以对应于用于测量值的仪器的精度。在此和整个说明书和权利要求书中,范围限制可以组合和/或互换,此类范围被识别并且包括其中包含的所有子范围,除非上下文或语言另有指示。应用于范围的特定值的“大约”适用于两个值,除非另外依赖于测量值的仪器的精度,否则可以指示所述值的 /
‑
10%。“基本上”大多数情况下主要是指提供本公开的相同技术益处的完全指定的或任何轻微的偏差。
37.以下权利要求书中的所有装置或步骤加功能元件的对应结构、材料、动作和等同物旨在包括用于结合具体要求保护的其他要求保护的元件执行功能的任何结构、材料或动作。已经出于说明和描述的目的给出了对本公开的描述,但其并不旨在穷举或将本公开限制于所公开的形式。在不脱离本公开的范围和实质的情况下,许多修改和变化对于本领域普通技术人员将是显而易见的。选择和描述了实施方案以便最好地解释本公开的原理和实际应用,并且使得本领域的其他技术人员能够理解具有适合于预期的特定用途的各种修改的本公开的各种实施方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。