1.本发明属于航空发动机的静子叶片组件缘板机械加工技术领域,具体涉及一种静子叶片组件缘板加工的夹具及使用方法。
背景技术:
2.我厂生成某静子叶片焊接组件时,焊接后变形问题影响叶片缘板加工质量和生产进度,初尝试低熔点合金浇注叶片,腔体密封不好,腔体浇注不规矩,并还需二次浇注,装夹叶片和浇注后夹具起模困难,某静子叶片焊接组件缘板加工制约着零件生产任务的完成。
技术实现要素:
3.本发明的目的在于提供一种静子叶片组件缘板加工的夹具及使用方法,利用本发明加工叶片质量合格率高、且生产效率高;解决了初尝试低熔点合金浇注叶片时,腔体密封不好、腔体浇注不规矩、二次浇注、装夹不方便和起模困的问题;解决了加工夹具定位精度和叶片安装加工余量不均匀的问题;本发明降低了叶片加工成本。
4.一种静子叶片组件缘板加工的夹具,包括平板,所述平板上表面左侧通过螺钉和销子安装有l型定位块,l型定位块后端通过螺钉安装有立座ⅰ,平板上表面前后两端分别设置有压板组件,平板上表面后端通过螺栓连接有与后端的压板组件正对的定位块ⅰ,定位块ⅰ上表面设置有定位销,定位块ⅰ后端面开设的凹槽内通过螺栓安装有表座,表座的通孔内安装有衬套,定位销用于定叶片外圆,平板上表面前端通过滑销连接有与前端的压板组件正对的定位块ⅱ,平板上表面前端通过螺钉对称安装有支座组件,且支座组件位于前端的压板组件的前侧,支座组件的压紧螺钉端头与前端定位块ⅱ前侧面上开设的t型槽配合,平板右侧通过螺栓安装有与l型定位块正对设置的l型滑座,l型滑座与l型定位块的竖向板的前后两端侧壁顶部通过阶梯螺钉安装有前上挡板和后上挡板,位于左侧的支座组件的左侧安装有位于平板上表面处的立座ⅱ,定位块ⅰ的右侧端面通过螺栓安装有定位滑块,且定位滑块的后端面上安装有把手,定位块ⅱ的右侧端面通过螺栓安装有定位块ⅲ,所述定位块ⅰ和定位块ⅱ上放置有待加工叶片,且待加工叶片顶部通过前后设置的压板组件固定,待加工叶片左侧后端放置有后挡板,待加工叶片左侧前端放置有前挡板,且后挡板与立座ⅰ之间及前挡板与立座ⅱ之间分别通过锁板将后挡板和前挡板顶紧。
5.所述压板组件包括支撑螺钉和压板,两个压板分别通过支撑螺钉安装在平板上表面前后两端,支撑螺钉螺接在压板上且通过螺母定位,压板位于平板的对称中心线上,压板上开设有腰型孔,长螺栓穿过压板的腰型孔底端螺接在平板上,且长螺栓与平板之间通过紧定螺钉定位,长螺栓顶端螺接有螺母,且在螺母与压板之间设置有垫圈,压板与平板之间的长螺栓上同轴套装有弹簧,且弹簧顶端与压板之间设置有套在长螺栓上的垫圈。
6.所述支座组件包括l型支座,两个l型支座通过螺钉对称安装在平板上表面前端,l型支座以压板为对称中心,且l型支座的竖向板上安装有压紧螺钉,压紧螺钉前端与前定位块前侧面上开设的t型槽配合。
7.所述平板下表面周向设置有低支脚。
8.所述定位板ⅰ的上表面开设有位于其对称中心线处的检测孔。
9.一种静子叶片组件缘板加工的夹具的使用方法,包括以下步骤:
10.将方箱套在待加工叶片上,将套有方箱的待加工叶片放置到夹具上;待加工叶片安装板进气边在夹具上通过定位块ⅰ和定位块ⅱ定位,待加工叶片的背向安装板在夹具上通过定位滑块和定位块ⅲ定位,待加工叶片径向通过定位销定位,定位精度通过定位块ⅰ的表座上安装的百分表检查,通过前后设置的两个锁板压紧待加工叶片,通过后挡板和前挡板来压紧待加工叶片的盆向安装板,通过前后设置的压板组件上的压板压紧待加工叶片的进气边安装板;通过平板、l型定位块和定位块ⅰ定位方箱的直角位置,通过滑座和定位块ⅱ压紧方箱的直角位置,保证待加工叶片和方箱的直角的精确位置,通过定位滑块、滑座、定位块ⅲ、前上挡板、后上挡板、定位块ⅰ、定位块ⅱ、前挡板、方箱的直角位置及待加工叶片的上下安装板共同围成低熔点合金腔,低熔点合金通过夹具腔体上面开口浇筑进低熔点合金腔,完成叶片浇筑过程;拆模时,通过两个压紧螺钉拉动定位块ⅱ,松开滑座,向上拔起两个锁板,松开后挡板和前挡板并将后挡板和前挡板拆除,松开两个压板组件上的压板,即可把浇注后叶片取出。
11.本发明的技术效果为:
12.通过将方箱套在叶片上,用低熔点合金把方箱和叶片浇到一起,把叶片定位基准转到方箱六个外表面上,进行静子叶片组件缘板加工,保证静子叶片组件加工质量,在整个加工中,浇注夹具是整个叶片组件缘板加工重要环节,直接影响加工的质量。浇注夹具原理是夹具对静子叶片每个组件精确定位,由于浇注前静子叶片组件变形较大,为均匀分布安装板加工余量,在浇注夹具上安装百分表,检查静子叶片安装板加工余量是否均匀,浇注后满足工艺要求,低熔点合金腔体是夹具体中部分零件与静子叶片组件上下安装板形成,夹具采用可移动定位块和楔块快速夹紧及挡块的设计,使浇注后起模变得横容易;本发明提高叶片浇注合格率,合格率由30%提升到95%,减轻工人劳动强度,提高加工安装板精度,降低叶片加工成本,安装时间由2h降到10min。
附图说明
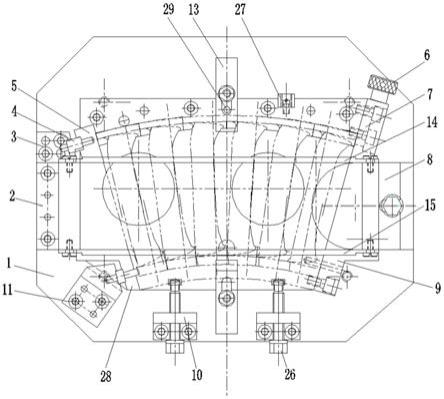
13.图1本发明静子叶片组件缘板加工的夹具俯视图;
14.图2本发明静子叶片组件缘板加工的夹具剖视图;
15.图3本发明静子叶片组件缘板加工的夹具的平板俯视图;
16.图4本发明静子叶片组件缘板加工的夹具的定位块ⅰ俯视图;
17.图5本发明静子叶片组件缘板加工的夹具的定位块ⅱ俯视图;
18.图6本发明静子叶片组件缘板加工的夹具的前上挡板主视图;
19.图7本发明静子叶片组件缘板加工的夹具的后上挡板主视图;
20.图8本发明静子叶片组件缘板加工的夹具的滑座主视图;
21.图9本发明静子叶片组件缘板加工的夹具的l型定位块主视图;
22.图10本发明静子叶片组件缘板加工的夹具的定位滑块侧视图;
23.图11本发明静子叶片组件缘板加工的夹具的定位块ⅲ侧视图;
24.图12本发明静子叶片组件缘板加工的夹具的立座ⅱ主视图;
25.图13本发明静子叶片组件缘板加工的夹具的后挡板俯视图;
26.图14本发明静子叶片组件缘板加工的夹具的前挡板俯视图;
27.图15本发明静子叶片组件缘板加工的夹具的立座ⅰ剖视图;
[0028]1‑
平板,2
‑
l型定位块,3
‑
立座ⅰ,4
‑
锁板,5
‑
后挡板,6
‑
把手,7
‑
定位滑块,8
‑
l型滑座,9
‑
定位块ⅲ,10
‑
l型支座,11
‑
立座ⅱ,12
‑
支撑螺钉,13
‑
压板,14
‑
后上挡板,15
‑
前上挡板,16
‑
定位块ⅱ,17
‑
滑销,18
‑
定位块ⅰ,19
‑
定位销,20
‑
长螺栓,21
‑
弹簧,22
‑
螺母,23
‑
紧定螺钉,24
‑
低支脚,25
‑
阶梯螺钉,26
‑
压紧螺钉,27
‑
表座,28
‑
前挡板,29
‑
检测孔。
具体实施方式
[0029]
下面结合附图和实施例对本发明作进一步的详细说明。
[0030]
如图1至图15所示,一种静子叶片组件缘板加工的夹具,包括平板1,所述平板1上表面左侧通过螺钉和销子安装有l型定位块2,l型定位块2后端通过螺钉安装有立座ⅰ3,平板1上表面前后两端分别设置有压板组件,平板1上表面后端通过螺栓连接有与后端的压板组件正对的定位块ⅰ18,定位块ⅰ18上表面设置有定位销19,定位块ⅰ18后端面开设的凹槽内通过螺栓安装有表座27,表座27的通孔内安装有衬套,定位销19用于定叶片外圆,平板1上表面前端通过滑销17连接有与前端的压板组件正对的定位块ⅱ16,平板1上表面前端通过螺钉对称安装有支座组件,且支座组件位于前端的压板组件的前侧,支座组件的压紧螺钉26端头与前端定位块ⅱ16前侧面上开设的t型槽配合,平板1右侧通过螺栓安装有与l型定位块2正对设置的l型滑座8,l型滑座8与l型定位块2的竖向板的前后两端侧壁顶部通过阶梯螺钉25安装有前上挡板15和后上挡板14,位于左侧的支座组件的左侧安装有位于平板1上表面处的立座ⅱ11,定位块ⅰ18的右侧端面通过螺栓安装有定位滑块7,且定位滑块7的后端面上安装有把手6,定位块ⅱ16的右侧端面通过螺栓安装有定位块ⅲ9,所述定位块ⅰ18和定位块ⅱ16上放置有待加工叶片,且待加工叶片顶部通过前后设置的压板组件固定,待加工叶片左侧后端放置有后挡板5,待加工叶片左侧前端放置有前挡板28,且后挡板5与立座ⅰ3之间及前挡板28与立座ⅱ11之间分别通过锁板4将后挡板5和前挡板28顶紧,前端的锁板4的两侧分别位于前挡板28和立座ⅱ11正对的凹槽内,后端的锁板4的两侧分别位于后挡板5和立座ⅰ3正对的凹槽内。
[0031]
所述压板组件包括支撑螺钉12和压板13,两个压板13分别通过支撑螺钉12安装在平板1上表面前后两端,支撑螺钉12螺接在压板13上且通过螺母22定位,压板13位于平板1的对称中心线上,压板13上开设有腰型孔,长螺栓20穿过压板13的腰型孔底端螺接在平板1上,且长螺栓20与平板1之间通过紧定螺钉23定位,长螺栓20顶端螺接有螺母22,且在螺母22与压板13之间设置有垫圈,压板13与平板1之间的长螺栓20上同轴套装有弹簧21,且弹簧21顶端与压板13之间设置有套在长螺栓20上的垫圈。
[0032]
所述支座组件包括l型支座10,两个l型支座10通过螺钉对称安装在平板1上表面前端,l型支座10以压板13为对称中心,且l型支座10的竖向板上安装有压紧螺钉26,压紧螺钉26前端与前定位块前侧面上开设的t型槽配合。
[0033]
所述平板1下表面周向设置有低支脚24。
[0034]
所述定位板ⅰ的上表面开设有位于其对称中心线处的检测孔29。
[0035]
一种静子叶片组件缘板加工的夹具的使用方法,包括以下步骤:
[0036]
将环状方箱套在待加工叶片上,将套有方箱的待加工叶片放置到夹具上;待加工叶片安装板进气边在夹具上通过定位块ⅰ18和定位块ⅱ16定位,待加工叶片的背向安装板在夹具上通过定位滑块7和定位块ⅲ9定位,待加工叶片径向通过定位销19定位,定位精度通过定位块ⅰ18的表座27上安装的百分表检查,通过前后设置的两个锁板4压紧待加工叶片,通过后挡板5和前挡板28来压紧待加工叶片的盆向安装板,通过前后设置的压板组件上的压板13压紧待加工叶片的进气边安装板;通过平板1、l型定位块2和定位块ⅰ18定位方箱的直角位置,通过滑座8和定位块ⅱ16压紧方箱的直角位置,保证待加工叶片和方箱的直角的精确位置,通过定位滑块7、滑座8、定位块ⅲ9、前上挡板15、后上挡板14、定位块ⅰ18、定位块ⅱ16、前挡板28、方箱直角位置及待加工叶片的上下安装板共同围成低熔点合金腔,低熔点合金通过夹具腔体上面开口浇筑进低熔点合金腔,完成叶片浇筑过程;拆模时,通过两个压紧螺钉26拉动定位块ⅱ16,松开滑座8,向上拔起两个锁板4,松开后挡板5和前挡板28并将后挡板5和前挡板28拆除,松开两个压板组件上的压板13,即可把浇注后叶片取出。
[0037]
在工艺上完全认定低熔点合金浇注的工艺路线,进行叶片工艺基准转换,在设计浇注夹具时,为使叶片定位精度可控,将量具的百分表安装在定位的外圆上,调节定位面解决定位精度问题。在夹具装夹起模方面上,夹具在精度范围内,把定位块设计成叶片径向方向可移动结构,腔体合金挡板压紧采用楔块结构,使起模变得更加容易,装夹变得更方便。利用叶片上下安装板面内侧面和夹具部分封闭腔体,解决车加工二次浇注问题上,采用金属框作为合金外部定位面,使合金定位面结构简化,转换定位基准精度高。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。