1.本发明涉及可用于光电领域的聚酯薄膜,特别涉及具有防干涉彩虹纹的聚酯薄膜。
背景技术:
2.聚酯薄膜具有优异的光学、机械、电学、热、力学性能,在光电领域有着广泛的应用。用于光电领域的聚酯薄膜,常以聚酯薄膜为基膜在表面涂上uv树脂进行硬化,来提高聚酯薄膜的耐磨性。但是由于基膜和硬化层的厚度差异、涂层成分偏差、折射率不匹配等因素,硬化后的聚酯薄膜容易出现反射光干涉的现象,即彩虹纹。彩虹纹的存在会影响产品的透光度和视觉效果。
3.cn 102514275 a公开了一种光学聚酯薄膜及其制备方法,所述薄膜包括双向拉伸的聚酯基膜和涂覆在聚酯基膜至少一个表面的底涂层,所述底涂层中含有折射率为1.55~2.50的填料,形成底涂层的涂液中固体成份的含量按重量计为5%~10%。该现有技术在聚酯基膜和硬化层之间,通过在线涂布的方式增加底涂层,以此解决硬涂层加工后出现的彩虹纹问题。但是该现有技术特别提及,其解决折射率不匹配的问题的关键,是在底涂层的涂液中包含高折射率的不相容的固体氧化物成份。
4.在线涂布是在薄膜的生产线上,直接通过在线涂布机将化学物品涂布在薄膜上的工艺,以增强和提高薄膜的表面功能和特殊的物化指标,来达到特殊产品的使用要求。与在线涂布相对应的是薄膜生产之后再涂布的离线涂布。在线涂布区别于离线涂布,最大的特点是,在线涂布不需要复卷且涂层薄而均匀,速度快、效率高,成本低。相对于离线涂布技术,在线涂布具有与离线涂布基本相同的品质,成本却大大降低。
5.上述现有技术采用的在线涂布是在聚酯基膜拉伸之前涂布底涂液,然后再进行双向拉伸。由于底涂液的涂覆厚度经过双向拉伸之后会降低非常多,此时分布于底涂液中的固体氧化物颗粒在双向拉伸过程中很容易划伤表面,同时如果颗粒聚集或者粒径过大,在拉伸过程中将会在颗粒周围形成气泡,进一步导致底涂层的厚度不均匀,并且会严重影响底涂层的透明性。要降低固体氧化物带来的不利影响,就需要对固体成分的分散度、涂布设备、工艺进行严格控制,这会严重增加在线涂布的成本和生产效率。
技术实现要素:
6.本技术要解决的技术问题是提供一种抗彩虹纹聚酯薄膜,以减少或避免前面所提到的问题。
7.为解决上述技术问题,本技术提出了一种抗彩虹纹聚酯薄膜,至少包括折射率为1.63
‑
1.65的聚酯基膜,聚酯基膜的至少一个表面具有一层折射率为1.55
‑
1.60的在线涂层,在线涂层的外侧形成有一层折射率为1.40
‑
1.50的硬化层。
8.优选地,所述在线涂层由丙烯酸胶粘剂、聚碳酸酯、丙烯酸乙酯、聚环氧乙烷、四氢呋喃、乙烯
‑
醋酸乙烯共聚物通过在线涂布固化形成。
9.优选地,所述在线涂层的各组分的质量比分别是,丙烯酸胶粘剂:聚碳酸酯:丙烯酸乙酯:聚环氧乙烷:四氢呋喃:乙烯
‑
醋酸乙烯共聚物为100:(5~10):100:(10~15):(2~3):(10~15)。
10.优选地,所述聚酯基膜为三层复合结构。
11.另外,本技术还提供了一种前述抗彩虹纹聚酯薄膜的制备方法,包括如下步骤:
12.将pet切片在160℃~180℃预热干燥后加入双螺杆挤出机内,调整双螺杆挤出机的温度为270℃~280℃,熔融后,经过过滤,挤出厚片;
13.将上述厚片在50℃~90℃温度下预热,进入300℃~500℃的红外加热区,用40~150m/min的线速度进行纵向拉伸,纵向拉伸倍率是3.0~4.5,得到拉伸片;
14.将在线涂层的各组分按照原料重量比,分别均匀混合成底凃液,预热至120℃,然后在拉伸片上在线涂布底凃液;
15.将拉伸片在90℃~120℃温度下预热,在100℃~160℃温度下进行横向拉伸,横向拉伸倍率是3.0~4.5;
16.之后在160℃~240℃温度下定型,再经过100℃~50℃温度冷却,定型、冷却、最后收卷,制得聚酯基膜;
17.然后,将硬化层底凃液均匀涂布到聚酯基膜的表面,固化形成硬化层,从而制得抗彩虹纹聚酯薄膜,最后收料成卷。
18.本技术在聚酯基膜和硬化层之间提供了一层在线涂层,其折射率刚好介于聚酯基膜和硬化层之间,通过折射率的梯度匹配获得消除彩虹纹的技术效果,且本技术的方案不需要添加高折射率的固体颗粒物,避免了透光率下降的问题。另外,本技术采用了不含不相容物质的方案,在线涂布时的拉伸固化对涂层厚度均匀性的影响相对较低,保持了较好的平整度,而且具有良好的涂层的粘接性。
附图说明
19.以下附图仅旨在于对本技术做示意性说明和解释,并不限定本技术的范围。
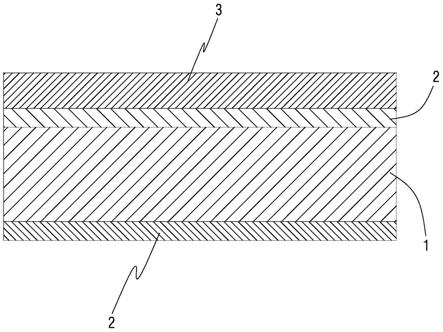
20.其中,图1显示的是根据本技术的一个具体实施例的抗彩虹纹聚酯薄膜的结构示意图。
21.图2a和2b分别显示的是现有技术和本技术的聚酯薄膜的光反射率曲线。
22.图3显示的是根据本技术的一个具体实施例的抗彩虹纹聚酯薄膜的制造设备的结构示意图。
具体实施方式
23.为了对本技术的技术特征、目的和效果有更加清楚的理解,现对照附图说明本技术的具体实施方式。其中,相同的部件采用相同的标号。
24.为解决背景技术所述的缺陷,本技术提供了一种抗彩虹纹聚酯薄膜,如图1所示,本技术的抗彩虹纹聚酯薄膜至少包括折射率为1.63
‑
1.65聚酯基膜1,聚酯基膜1的至少一个表面具有一层折射率为1.55
‑
1.60的在线涂层2,在线涂层2的外侧形成有一层折射率为1.40
‑
1.50的硬化层3。在图示具体实施例中,在聚酯基膜1的两侧表面均通过在线涂布的方式形成了一层折射率为1.55
‑
1.60的在线涂层2。
25.本技术抗彩虹纹的基本构思是提供一层位于聚酯基膜1和硬化层3之间在线涂层2,其折射率刚好介于聚酯基膜1和硬化层3之间,通过折射率的梯度匹配获得消除彩虹纹的技术效果。
26.在一个具体实施例中,在线涂层2由丙烯酸胶粘剂、聚碳酸酯、丙烯酸乙酯、聚环氧乙烷、四氢呋喃、乙烯
‑
醋酸乙烯共聚物通过在线涂布固化形成。硬化层3可以采用现有技术常用的材料固化形成,优选可以采用水溶性树脂材料,例如丙烯酸树脂材料等。当然,本领域技术人员也可以采用背景技术引用的现有技术中采用的uv硬化树脂等。
27.具体地,所述在线涂层2的各组分的质量比分别是,丙烯酸胶粘剂:聚碳酸酯:丙烯酸乙酯:聚环氧乙烷:四氢呋喃:乙烯
‑
醋酸乙烯共聚物为100:(5~10):100:(10~15):(2~3):(10~15)。其中,丙烯酸胶粘剂可以选用例如西安航天三沃化学有限公司生产的saa1451丙烯酸胶粘剂,固体含量40%~45%质量。乙烯
‑
醋酸乙烯共聚物可以选用日本三井公司出品的牌号为evaflex 550的乙烯
‑
醋酸乙烯共聚物,其中所含醋酸乙烯聚合物的质量百分比为14%。
28.图2a和2b分别显示的是现有技术和本技术的聚酯薄膜的光反射率曲线,其中可以明显看出,对于该没有设置在线涂层的现有技术的聚酯薄膜来说,其对于不同波长的光线的反射率都是不同的,而本技术的聚酯薄膜由于设置有折射率梯度匹配后的结构,因而在500nm
‑
700nm波长范围内的光线的反射率基本一致,因而本技术的聚酯薄膜在肉眼敏感区域消除了不同波长光线的相互干涉问题,从而可以获得抗彩虹纹的技术效果。
29.背景技术cn 102514275 a采用的底涂层的折射率很高,需要添加不相容的高折射率固体颗粒物,然而在双向拉伸过程中,这些颗粒物会造成涂层孔洞,影响透光率,十分不利于光电领域的应用。本技术采用了中间折射率的方案,不需要添加高折射率的固体颗粒物,避免了透光率下降的问题。本技术采用了不含不相容物质的方案,在线涂布时的拉伸固化对涂层厚度均匀性的影响相对较低,保持了较好的平整度,而且涂层的粘接性也相对要好很多。
30.在本技术的另一个具体实施例中,聚酯基膜1的折射率优选为1.64,在线涂层2的折射率为1.57
‑
1.59,硬化层3的折射率为1.40
‑
1.50。在本技术的再一个具体实施例中,聚酯基膜1的厚度为50~100μm,在线涂层2的厚度优选为0.5~5μm,硬化层3的厚度为1~10μm。
31.实施例1
32.以pet切片为原料,经熔融挤出获得单层厚片,预热后纵向拉伸,纵向拉伸之后在线涂布本技术的在线涂层的各组分的混合物,然后横向拉伸,定型、冷却、收卷,最后离线涂布硬化层,制得本技术的抗彩虹纹聚酯薄膜。
33.聚酯基膜:pet,厚度50μm
34.在线涂层:厚度0.5μm
35.硬化层:厚度1μm
36.本实施例中,聚酯基膜为由pet制成的单层结构。
37.下面参照图3进一步对本实施例的抗彩虹纹聚酯薄膜的制备方法进行进一步地说明,其中,图3显示的是根据本技术的一个具体实施例的抗彩虹纹聚酯薄膜的制造设备的结构示意图。
38.如图所示,本技术的抗彩虹纹聚酯薄膜的制造设备按照薄膜拉伸的工艺流程依次包括混合料仓100,喂料机201,双螺杆挤出机202,纵向拉伸机构203,横向拉伸机构204以及薄膜收卷机构205。其中,本技术的制造设备的上述部件均可以采用现有技术的已有部件。
39.在本技术的一个具体实施例中,纵向拉伸机构203和横向拉伸机构204之间设置有在线涂布机构300。在线涂布机构300至少包括一个用于在纵向拉伸机构203形成的拉伸片的两侧涂布形成在线涂层的一对涂布辊301。另外,在线涂布机构300还具有通过管路分别向所述一对涂布辊301输送底凃液的共用的液槽303。本领域技术人员也可以基于现有技术,采用涂布辊以外的其它现有涂布方式向薄膜表面涂布液体。当然,本技术的制造设备并不仅仅限于涂布本技术公开的特定的形成在线涂层的底凃液,也可用于在拉伸片的表面涂布任何一种底凃液,用以制备获得任何其它所需功能的聚酯薄膜。
40.另外,本技术的制造设备进一步包括涂布形成硬化层的硬化层涂布机构400,其中,硬化层涂布机构400进一步包括在聚酯基膜收卷机构205获得的聚酯基膜的表面涂布硬化层的硬化层涂布辊401以及向硬化层涂布辊401输送硬化层的硬化层液槽402。根据硬化层的成分不同,硬化层涂布机构400还可以包括紫外光照射装置(图中未示出),用于对采用uv固化的硬化层进行uv照射固化。
41.上述步骤获得的抗彩虹纹聚酯薄膜可以直接输送到流水线用于生产。当然,大多数情况下,生产的抗彩虹纹聚酯薄膜需要卷绕包装起来以备运输和对外销售。另外,本技术的制造设备还可以进一步包括用于将制备的抗彩虹纹聚酯薄膜卷绕起来的收料辊600,通过收料辊600卷绕成辊状之后就可以将其包装起来用于运输销售等。
42.本实施例的抗彩虹纹聚酯薄膜的制备方法包括如下步骤。
43.将pet切片经过电子秤计量,进入混合料仓100中在160℃~180℃预热干燥混合,之后将混合料通过喂料机201加入双螺杆挤出机202内,调整双螺杆挤出机的温度为270℃~280℃,熔融后,经过过滤,挤出厚片。
44.将上述厚片在50℃~90℃温度下预热,进入300℃~500℃的红外加热区,用40~150m/min的线速度通过纵向拉伸机构203进行纵向拉伸,纵向拉伸倍率是3.0~4.5,得到拉伸片。
45.将在线涂层的各组分按照后续表格中的原料重量比,分别均匀混合成底凃液,转移到液槽303中预热至120℃,然后通过涂布辊301在拉伸片上在线涂布底凃液。
46.将拉伸片在90℃~120℃温度下预热,在100℃~160℃温度下通过横向拉伸机构204进行横向拉伸,横向拉伸倍率是3.0~4.5。
47.之后在160℃~240℃温度下定型,再经过100℃~50℃温度冷却,定型、冷却、最后通过薄膜收卷机构205收卷,制得本技术的聚酯基膜。
48.然后,将购买或预制的硬化层的各原料组分均匀混合后获得硬化层底凃液。混合后的硬化层底凃液转移到硬化层液槽402。然后将硬化层底凃液通过硬化层涂布辊401均匀涂布到聚酯基膜的表面,固化形成硬化层,从而制得本技术的抗彩虹纹聚酯薄膜,最后通过收料辊600收料成卷,以备后续运输销售等。
49.本技术的在线涂层采用了不含不相容物质的方案,因而底凃液涂层可以相对较薄,因而在线涂布选择在纵拉之后横拉之前,可以在较小拉伸倍率的情况下较好保证在线涂层表面的完整性。现有技术由于含有固体颗粒物,底凃液涂层不能太薄,否则颗粒物容易
损伤基膜表面质量,破坏光学性能;然而选择在拉伸之前涂布,却难以避免拉伸倍率过高表面质量下降的缺陷,特别难以克服大拉伸倍率下出现孔洞的缺陷。
50.实施例2
51.以petg切片为表层和底层原料,pet切片为芯层原料,经熔融共挤获得三层结构的厚片,预热后纵向拉伸,纵向拉伸之后在线涂布本技术的在线涂层的各组分的混合物,然后横向拉伸,定型、冷却、收卷,最后离线涂布硬化层,制得本技术的抗彩虹纹聚酯薄膜。
52.聚酯基膜:petg/pet/petg,厚度分别为10μm/80μm/10μm
53.在线涂层:厚度5μm
54.硬化层:厚度10μm
55.本实施例中,聚酯基膜为三层复合结构,其中表层和底层为petg,芯层为pet。另外,本实施例的制备方法与实施例1相比,区别仅在于将单层挤出改变为三层共挤,均为现有技术中的成熟技术。
56.实施例3
57.以含有0.1~0.5wt%的二氧化硅的pet切片为表层和底层原料,普通pet切片为芯层原料,经熔融共挤获得三层结构的厚片,预热后纵向拉伸,纵向拉伸之后在线涂布本技术的在线涂层的各组分的混合物,然后横向拉伸,定型、冷却、收卷,最后离线涂布硬化层,制得本技术的抗彩虹纹聚酯薄膜。
58.聚酯基膜:pet(sio2)/pet/pet(sio2),厚度分别为15μm/50μm/15μm
59.在线涂层:厚度2μm
60.硬化层:厚度5μm
61.本实施例中聚酯基膜为由petg/pet/petg制成的三层复合结构,其中petg为表层和底层,芯层为pet。另外,本实施例的制备方法与实施例1相比,区别仅在于将单层挤出改变为三层共挤,均为现有技术中的成熟技术。
62.上述实施例1~3的各原料组分(重量份)和性能参数参见下表。
63.64.针对上述实施例的对比例的各原料组分(重量份)和性能参数参见下表。
[0065][0066][0067]
对比例1
‑
3的聚酯薄膜的均存在肉眼可见的彩虹纹。
[0068]
本领域技术人员应当理解,虽然本技术是按照多个实施例的方式进行描述的,但是并非每个实施例仅包含一个独立的技术方案。说明书中如此叙述仅仅是为了清楚起见,本领域技术人员应当将说明书作为一个整体加以理解,并将各实施例中所涉及的技术方案看作是可以相互组合成不同实施例的方式来理解本技术的保护范围。
[0069]
以上所述仅为本技术示意性的具体实施方式,并非用以限定本技术的范围。任何本领域的技术人员,在不脱离本技术的构思和原则的前提下所作的等同变化、修改与结合,均应属于本技术保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。