1.本技术涉及板材加工技术领域,特别是指一种抓盖板装置、板材加工装置及板材加工装置的应用方法。
背景技术:
2.本部分旨在为权利要求书中陈述的本技术的实施方式提供背景或上下文。此处的描述不因为包括在本部分中就承认是现有技术。
3.在工业智能,自动化的背景下,cnc加工传统人工提盖板因劳动强度大,误放偏位导致撞机等问题困扰,改善已刻不容缓。
4.常规主轴抓盖板因主轴拉力限制无法抓取质量较大盖板,且对主轴精度有影响,滑轨式因结构复杂,稳定性差均无法得到大面积推广。
技术实现要素:
5.鉴于以上内容,有必要提供一种改进的抓盖板装置。
6.本技术提供的技术方案为:
7.一种抓盖板装置,包括承载台,用于承载待加工的板材,所述抓盖板装置还包括盖板、抓取部件及驱动部件,所述盖板盖设与所述承载台上,所述盖板上设置有若干限位孔,所述抓取部件上设置有嵌设在所述限位孔内的抓取杆,所述抓取杆与所述限位孔相互配合设置,所述抓取杆端部设置有用于固定在所述限位孔下方的抵接端,所述驱动部件连接于所述抓取部件,用于驱动所述抓取部件的位移。
8.在本技术的一些实施例中,所述盖板上设置有若干把手,所述限位孔位于所述把手上。
9.在本技术的一些实施例中,所述抵接端在竖直方向上投影大于所述抓取杆的投影所述限位孔由两个连通的圆孔组成,其中一个所述圆孔与所述抵接端相互匹配,另外一个所述圆孔与所述抓取杆相互匹配设置。
10.在本技术的一些实施例中,所述承载台为磁力平台,所述磁力平台一侧连接有继电器,用于控制所述承载台的磁力。
11.在本技术的一些实施例中,所述抓取部件还包括一伸缩装置,所述伸缩装置一端固定在所述驱动部件上,另外一端指向所述盖板设置,所述抓取杆位于所述伸缩装置指向盖板一端端部。
12.在本技术的一些实施例中,所述驱动部件包括一固定杆,所述固定杆端部设置有固定板,所述伸缩装置固定设置在所述固定板上。
13.在本技术的一些实施例中,所述伸缩装置上设置有感应线,用于感应伸缩装置的伸缩状态。
14.在本技术的一些实施例中,所述抓盖板装置还包括一控制平台,所述控制平台分别与所述抓取部件及所述驱动部件电连接设置。
15.本技术的另一目的在于提供一种板材加工装置,使用上述所述的抓盖板装置,所述板材加工装置包括位于所述承载台一侧的加工工具,所述承载台用于承载板材,所述盖板及所述承载台夹持固定所述板材。
16.本技术的再一目的在于提供一种板材加工装置的应用方法,使用上述所述抓盖板装置进行抓取,包含以下步骤:
17.将板材放置在所述承载台上,初始状态下,所述抓取杆固定盖板,通过所述驱动部件驱动所述伸缩装置使得盖板移动到承载台上;
18.控制伸缩装置伸长,使盖板与板材抵接,并滑移并收缩伸缩装置,使得抓取杆与盖板分开,通过加工工具对板材进行加工;
19.加工完成后,伸长伸缩装置使抓取杆抵接盖板上,滑移伸缩装置使抓取杆上的抵接端位于限位孔的下方,实现抓取杆固定盖板;
20.收缩伸缩装置并移开,使得盖板抬起,取出加工完成的板材。
21.上述所述抓盖板装置,其通过抓取杆的设置,抓取过程中,通过抓取杆抵接在固定有板材的盖板上,通过吸气使得抓取杆与盖板之间形成真空,从而实现板材的抓取。本技术提供的抓盖板装置具有结构简单,稳定性高,定位准确,抓取质量大等优势。
附图说明
22.下面结合附图和具体实施方式对本技术作进一步详细的说明。
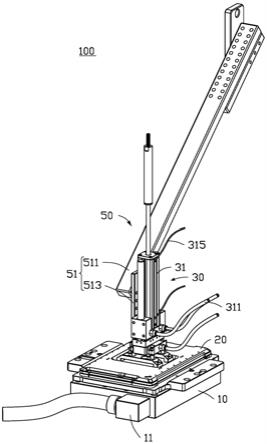
23.图1为本技术一实施方式中抓盖板装置的整体示意图。
24.图2为本技术一实施方式中抓盖板装置另外一种状态的整体示意图。
25.图3为本技术一实施方式中抓盖板装置又一种状态的整体示意图。
26.主要元件符号说明:
27.抓盖板装置100承载台10继电器11盖板20把手21限位孔211抓取部件30伸缩装置31吹气管311感应线315抓取杆33抵接端331驱动部件50机械手51固定杆511固定板513
具体实施方式
28.为了能够更清楚地理解本技术实施例的上述目的、特征和优点,下面结合附图和具体实施方式对本技术进行详细描述。需要说明的是,在不冲突的情况下,本技术的实施方式中的特征可以相互组合。
29.在下面的描述中阐述了很多具体细节以便于充分理解本技术实施例,所描述的实施方式仅是本技术一部分实施方式,而不是全部的实施方式。基于本技术中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本技术实施例保护的范围。
30.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术实施例的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本技术实施例。
31.本技术的目的在于提供一种抓盖板装置,包括承载台,用于承载待加工的板材,所述抓盖板装置还包括盖板、抓取部件及驱动部件,所述盖板盖设与所述承载台上,所述盖板上设置有若干限位孔,所述抓取部件上设置有嵌设在所述限位孔内的抓取杆,所述抓取杆与所述限位孔相互配合设置,所述抓取杆端部设置有用于固定在所述限位孔下方的抵接端,所述驱动部件连接于所述抓取部件,用于驱动所述抓取部件的位移。
32.本技术的另一目的在于提供一种板材加工装置,使用上述所述的抓盖板装置,所述板材加工装置包括位于所述承载台一侧的加工工具,所述承载台用于承载板材,所述盖板及所述承载台夹持固定所述板材。
33.本技术的再一目的在于提供一种板材加工装置的应用方法,使用上述所述抓盖板装置进行抓取,包含以下步骤:
34.将板材放置在所述承载台上,初始状态下,所述抓取杆固定盖板,通过所述驱动部件驱动所述伸缩装置使得盖板移动到承载台上;
35.控制伸缩装置伸长,使盖板与板材抵接,并滑移并收缩伸缩装置,使得抓取杆与盖板分开,通过加工工具对板材进行加工;
36.加工完成后,伸长伸缩装置使抓取杆抵接盖板上,滑移伸缩装置使抓取杆上的抵接端位于限位孔的下方,实现抓取杆固定盖板;
37.收缩伸缩装置并移开,使得盖板抬起,取出加工完成的板材。
38.上述抓盖板装置通过抓取杆的设置,通过抓取杆的设置,抓取过程中,通过抓取杆抵接在固定有板材的盖板上,通过抵接端与限位孔之间的相互配合实现了盖板的抓取,从而实现板材的抓取。本技术提供的抓盖板装置具有结构简单,稳定性高,定位准确,抓取质量大等优势。
39.如下具体实施方式将结合上述附图进一步说明本技术实施例。
40.请参阅图1和图2,一种抓盖板装置100,用于实现自动抓取,包括承载台10、盖板20、抓取部件30、驱动部件50及控制平台,所述承载台10用于承载盖板20及驱动部件50,所述盖板20用于固定待加工的板材,所述抓取部件30设置在所述驱动部件50上,所述抓取部件30用于抓取所述盖板20,所述驱动部件50用于驱动所述抓取部件30的位移,使所述抓取部件30能够将盖板20从其他位置抓取到所述承载台10上,所述控制平台分别与所述承载台10、所述抓取部件30及所述驱动部件50电连接设置。
41.请参阅图2,所述承载台10表面用于承载板材及盖板20。在一实施方式中,待加工的板材为金属板材,所述承载台10为磁力平台,所述承载台10一侧设置有继电器11,所述继电器11用于对所述承载台10上磁力的启动及关闭进行控制。在一实施方式中,所述承载台10大致呈长方体设置。
42.请参阅图1和图2,所述盖板20大致呈长方形板形设置,所述盖板20上设置有把手21,所述把手21呈倒置的u型,在一实施方式中,所述把手21上还设置有限位孔211,所述限位孔211由两个大小不一的圆孔连通形成,所述限位孔211用于供所述抓取部件30的穿过。
43.请参阅图2和图3,所述抓取部件30包括伸缩装置31及抓取杆33,所述伸缩装置31设置在所述盖板20的上方,所述伸缩装置31竖直设置,在一实施方式中,所述伸缩装置31为气缸。在其他实施方式中,所述伸缩装置31还可以设置为其他形式的伸缩装置31,如液压缸驱动或电机驱动的伸缩杆。所述抓取杆33位于所述伸缩装置31指向所述承载台10的一端,所述抓取杆33用于贴合固定在所述盖板20的上方,并通过吸取空气保持抓取杆33与所述盖板20之间真空,从而实现抓取盖板20。所述伸缩装置31上设置有吹气管311与感应线315,所述吹气管311连接在伸缩装置31上,所述吹气管311用于连接电磁阀,以实现通过吹气破除的真空环境;所述感应线315设置有两根,两根所述感应线315分别位于所述伸缩装置31上下两端,用于感测所述伸缩装置31的伸缩状态,以保证伸缩装置31的正常运作。所述抓取杆33大致呈圆柱形,所述抓取杆33远离所述伸缩装置31一端设置有抵接端331,所述抵接端331为与所述抓取杆33轴线一致的圆柱形,所述抓取杆33在竖直方向上的投影与所述限位孔211上直径小的圆孔一致,所述抵接端331在竖直方向上的投影与所述限位孔211上直径大的圆孔一致。在一实施方式中,所述抵接端331端部与所述盖板20相互抵接,并通过抓取杆33内连接一气管,通过气管抽取抵接端331与盖板20之间的空气使得抓取杆33能够稳定地抓取盖板20。
44.请参阅图2和图3,所述驱动部件50用于驱动所述抓取部件30的位移,所述驱动部件50包括机械手51,所述机械手51包括固定杆511及固定板513,所述固定杆511在竖直方向上倾斜设置,所述固定杆511的其中一端固定设置,所述固定板513位于所述固定杆另外一端端部,用以承载所述伸缩装置31。在一实施方式中,所述固定板513为竖直设置的长方形板,所述固定板513的两侧面分别与所述伸缩装置31及所述固定杆511的端部固定设置。在一实施方式中,所述固定杆511固定一端端部设置有竖直设置的连杆,所述连杆连接所述固定杆511及所述承载台10。
45.所述控制平台分别与所述承载台10、所述抓取部件30及所述驱动部件50电连接设置。在一实施方式中,所述控制平台为plc控制平台,所述控制平台与承载台10一侧的继电器11、抓取部件30上的伸缩装置31、吹气管311、感应器、抓取杆33及所述驱动部件50电连通设置。
46.本技术还提供了一种板材加工装置,其包括上述抓盖板装置100及加工工具,所述加工工具设置在所述承载台的一侧。
47.本技术还提供了上述抓盖板装置100的应用方法,包含以下步骤:
48.将板材放置在承载台10上,并打开承载台10上的继电器11,使得承载台10上产生磁性,固定住板材,初始状态下,抓取杆33固定在盖板20上方,抵接端331位于限位孔211的下方。
49.通过机械手51驱动伸缩装置31移动,使得盖板20位于承载台10的上方。
50.控制伸缩装置31伸长,使得盖板20盖在板材的上方,滑移并收缩伸缩装置31,使盖板20从抓取杆33上放下;
51.收缩伸缩装置31,并通过加工工具对板材进行加工。
52.加工完成后,控制伸缩装置31伸长,并使抓取杆33端部抵接到盖板20的顶部,滑移抓取杆33使抵接端331能够卡设在限位孔211的下方实现将盖板20固定在抓取杆33的下方。
53.收缩伸缩装置31,并通过机械手51驱动使得盖板20抬起并移开,取出加工完成的板材。
54.本技术提供的抓盖板装置,通过抓取杆33的设置,抓取过程中,通过抓取杆33抵接在固定有板材的盖板20上,通过抵接端331与限位孔211之间的相互配合实现了盖板20的抓取,从而实现板材的抓取。本技术提供的抓盖板装置具有结构简单,稳定性高,定位准确,抓取质量大等优势。
55.以上实施方式仅用以说明本技术实施例的技术方案而非限制,尽管参照以上较佳实施方式对本技术实施例进行了详细说明,本领域的普通技术人员应当理解,可以对本技术实施例的技术方案进行修改或等同替换都不应脱离本技术实施例的技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。