技术特征:
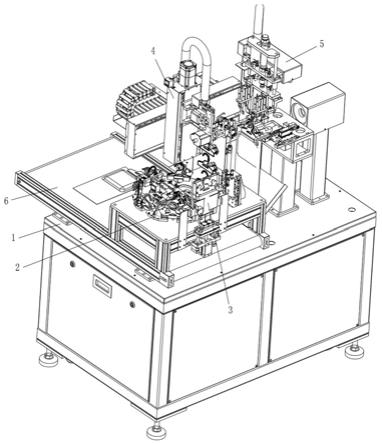
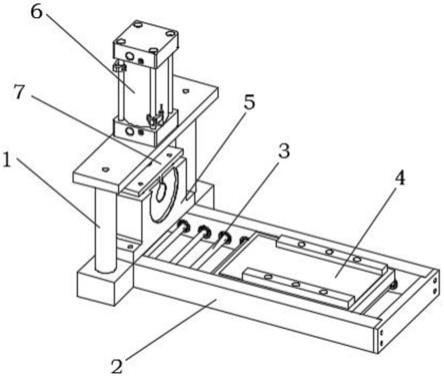
1.一种全自动袋与挂钩组装机,其特征在于:包括传送带(6)、转盘机构(2)、挂钩导料机构(3)、送料折弯机构(4)及挂钩组装机构(5),其中,上述传送带(6)设置在机台(1)上,转盘机构(2)水平架设在传送带(6)上,转盘机构(2)上沿圆周方向均匀间隔地设置有至少二个加工工位,加工工位包括上料工位、预折弯工位、折弯工位、提升送料工位及组装工位;上述挂钩导料机构(3)、送料折弯机构(4)及挂钩组装机构(5)分别设置在上料工位、提升送料工位及组装工位处;挂钩导料机构(3)竖直下滑的挂钩(a)接住下拉,经转盘机构(2)上料工位处的放料组件吸住后,竖直放入载具内;转盘机构(2)带动载具移动至预折弯工位处,经设置于预折弯工位处的预折弯组件向外抵推挂钩(a)左右两侧竖直连接的扣耳,使扣耳预折弯;预折弯后的挂钩(a)经转盘旋转移动至折弯工位处,经设置于折弯工位处的折弯组件二次折弯;转盘旋转带动二次折弯后的挂钩(a)移动至提升送料工位处,经转盘机构(2)的提升送料组件吸住后向上提升,送料折弯机构(4)对扣耳进行三次折弯后送至挂钩组装机构(5)处,挂钩组装机构(5)夹紧待组装的袋体(b)后,送料折弯机构(4)将挂钩(a)推送并靠近袋体(b)外侧,挂钩组装机构(5)从上方向下抵住挂钩(a)的两扣耳,并逐步将扣耳向下抵推,使扣耳夹紧袋体并与挂钩(a)扣紧。2.根据权利要求1所述的一种全自动袋与挂钩组装机,其特征在于:所述的挂钩导料机构(3)包括导料气缸(31)、接料气缸(33)、接料座(34)及导料盒(36),其中,上述导料盒(36)竖直设置,导料盒(36)内竖直设有上下贯通的料槽,导料盒(36)的两侧设有限位板(37),挂钩(a)从上方滑入导料盒(36)的料槽内;上述导料气缸(31)设置在导料盒(36)的下方,且输出端水平连接有接料板(32);上述接料气缸(33)设置在接料板(32)上,接料气缸(33)的输出端朝上设置,并连接有两接料座(34),接料座(34)的上部设有接料槽,从导料盒(36)滑出的挂钩(a)经接料槽接住,并随接料座(34)带动向下朝转盘(22)方向运动;接料气缸(33)控制两接料座(34)相对运动以便调节两接料座(34)的间距。3.根据权利要求2所述的一种全自动袋与挂钩组装机,其特征在于:所述的转盘机构(2)包括支座(21)、转盘(22)、载具(23)、放料组件、预折弯组件、折弯组件及提升送料组件,其中,上述支座(21)架设在传送带(6)上;上述转盘(22)可转动地设置在支座(21)上,并经设置于转盘(22)下方的动力机构驱动而旋转运动;上述载具(23)包括至少二个,载具(23)对应地设置于转盘(22)的加工工位处;上述放料组件、预折弯组件、折弯组件及提升送料组件分别设置于转盘(22)的上料工位、预折弯工位、折弯工位及提升送料工位处。4.根据权利要求3所述的一种全自动袋与挂钩组装机,其特征在于:所述的放料组件包括放料水平气缸(24)、放料滑座(25)、放料升降气缸(26)及放料吸嘴(27),其中,上述放料水平气缸(24)设置在转盘(22)上,位于载具(23)的内侧,且输出端朝外设置;上述放料滑座(25)连接在放料水平气缸(24)的输出端上;上述放料升降气缸(26)竖直连接在放料滑座(25)上,且输出端朝下设置;上述放料吸嘴(27)水平连接在放料升降气缸(26)的输出端上,且嘴口朝外,放料吸嘴(27)从侧面吸住接料座(34)上的挂钩(a),并带动挂钩(a)向下运动,将挂钩(a)放入载具(23)内。5.根据权利要求4所述的一种全自动袋与挂钩组装机,其特征在于:所述的预折弯组件包括二套,两套预折弯组件分别设置在预折弯工位及折弯工位处;预折弯组件包括预折弯气缸(28)、预折弯座(29)及预折弯柱(210),其中,上述预折弯气缸(28)水平设置在载具(23)的内侧,且输出端朝外设置;上述预折弯座(29)竖直连接在预折弯气缸(28)的输出端
上,经预折弯气缸(28)驱动而水平朝外运动;上述预折弯柱(210)包括二根,预折弯柱(210)水平间隔地连接在预折弯座(29)的外侧壁上,预折弯座(29)带动两预折弯柱(210)水平朝外运动,以便将载具(23)上的挂钩(a)两侧的扣耳向外折弯。6.根据权利要求5所述的一种全自动袋与挂钩组装机,其特征在于:所述的折弯组件包括第一折弯气缸(211)、第一折弯齿条(212)、第一折弯支座(213)、第一齿轮(214)、第一折弯转轴(215)及第一折弯拨杆(216),其中,上述第一折弯气缸(211)竖直设置在载具(23)的外侧,且输出端朝上设置;上述第一折弯齿条(212)竖直连接在第一折弯气缸(211)的输出端上;上述第一折弯支座(213)设置在第一折弯气缸(211)的上方;上述第一折弯转轴(215)可转动地插设在第一折弯支座(213)上,第一齿轮(214)套设在第一折弯转轴(215)上,且与第一折弯齿条(212)齿连接;上述第一折弯拨杆(216)包括二根,第一折弯拨杆(216)连接在第一折弯转轴(215)的两端,且顶端朝内侧延伸;第一折弯气缸(211)驱动第一折弯齿条(212)向上运动,第一折弯齿条(212)驱动第一齿轮(214)旋转运动,第一齿轮(214)带动第一折弯转轴(215)旋转,使两根第一折弯拨杆(216)从外侧将预折弯过的扣耳下压折弯。7.根据权利要求6所述的一种全自动袋与挂钩组装机,其特征在于:所述的提升送料组件包括提升座(217)、提升气缸(218)、提升滑座(219)、送料气缸(220)、送料座(221)及送料吸嘴(222),其中,上述提升座(217)设置在支座(21)上,且位于转盘(22)的外侧;上述提升气缸(218)竖直设置在提升座(217)上,且输出端朝下设置;上述提升滑座(219)沿竖直方向可滑动地连接在提升座(217)的侧壁上;上述送料气缸(220)水平连接在提升滑座(219)的外侧壁上,且输出端穿过提升滑座(219)水平延伸至提升滑座(219)的内侧;上述送料座(221)竖直连接在送料气缸(220)的输出端上;上述送料吸嘴(222)包括至少二个,送料吸嘴(222)水平连接在送料座(221)的外侧壁上;送料气缸(220)驱动送料吸嘴(222)从外侧靠近载具(23)内的挂钩(a),并吸住挂钩(a)的外侧壁;提升气缸(218)驱动送料吸嘴(222)向上运动将挂钩(a)从载具(23)内取出并向上搬移。8.根据权利要求7所述的一种全自动袋与挂钩组装机,其特征在于:所述的送料折弯机构(4)包括驱动组件、推料组件及辅助折弯组件,其中,上述驱动组件设置在提升送料组件的上方,推料组件及辅助折弯组件与驱动组件的输出端连接,并经驱动组件驱动而沿竖直方向及水平方向直线运动;上述推料组件水平设置,推料组件将提升送料组件向上提升的挂钩(a)吸附固定后水平向挂钩组装机构(5)方向推送;上述辅助折弯组件设置在推料组件的上方,辅助折弯组件将推料组件上吸附的挂钩(a)的扣耳旋转折弯。9.根据权利要求8所述的一种全自动袋与挂钩组装机,其特征在于:所述的驱动组件包括水平直线模组(41)、升降直线模组(42)、升降滑座(43)、水平气缸(44)及水平滑座(45),其中,上述水平直线模组(41)水平设置在提升送料组件的上方;上述升降直线模组(42)连接在水平直线模组(41)的输出端上,经水平直线模组(41)驱动而水平运动;上述升降滑座(43)连接在升降直线模组(42)的输出端上,并经升降直线模组(42)驱动而升降运动;上述水平气缸(44)沿垂直于水平直线模组(41)的方向连接在升降滑座(43)的一侧;上述水平滑座(45)沿水平气缸(44)方向可滑动地连接在升降滑座(43)的另一侧,且与水平气缸(44)的输出端连接,经水平气缸(44)驱动而直线运动。10.根据权利要求9所述的一种全自动袋与挂钩组装机,其特征在于:所述的推料组件包括推料气缸(46)、第二折弯支座(47)及推料吸嘴(48),其中,上述推料气缸(46)水平连接
在水平滑座(45)一侧的侧壁上,且输出端水平延伸至水平滑座(45)的另一侧;上述第二折弯支座(47)竖直连接在推料气缸(46)的输出端上;上述推料吸嘴(48)包括至少二个,推料吸嘴(48)水平连接在第二折弯支座(47)侧部下方,推料吸嘴(48)从提升送料组件上吸附固定挂钩(a),并将挂钩(a)水平推送至挂钩组装机构(5)处。11.根据权利要求10所述的一种全自动袋与挂钩组装机,其特征在于:所述的辅助折弯组件包括第二折弯气缸(49)、第二折弯齿条(410)、第二齿轮(411)、第二折弯转轴(412)及第二折弯拨杆(413),其中,上述第二折弯气缸(49)水平连接在水平滑座(45)的侧壁上;上述第二折弯齿条(410)水平连接在第二折弯气缸(49)的输出端;上述第二折弯转轴(412)可转动地插设在第二折弯支座(47)的上部;上述第二齿轮(411)套设在第二折弯转轴(412)上,并与第二折弯齿条(410)啮合连接;上述第二折弯拨杆(413)包括二根,两第二折弯拨杆(413)分别连接在第二折弯转轴(412)的两端,且第二折弯拨杆(413)的顶端朝挂钩组装机构(5)方向延伸,第二折弯气缸(49)驱动第二折弯齿条(410)水平运动,第二折弯齿条(410)驱动第二齿轮(411)带动第二折弯转轴(412)及第二折弯拨杆(413)旋转运动,以便辅助折弯挂钩(a)上的扣耳。12.根据权利要求11所述的一种全自动袋与挂钩组装机,其特征在于:所述的挂钩组装机构(5)包括组装支台(51)、夹袋组件及扣装组件,其中,上述组装支台(51)设置于转盘(22)外侧;上述夹袋组件设置于组装支台(51)上,待组装的袋体(b)经夹袋组件竖直夹紧固定;上述扣装组件设置在组装支台(51)的上方,推料组件从侧方将挂钩(a)水平推送并靠近袋体(b)一侧后,辅助折弯组件抵推挂钩(a)两侧的扣耳,扣装组件由上而下抵推扣耳,使扣耳折弯夹紧袋体,并夹紧保压扣耳,使扣耳与挂钩(a)本体扣紧。13.根据权利要求12所述的一种全自动袋与挂钩组装机,其特征在于:所述的夹袋组件包括两组下夹袋部件及两组上夹袋部件,两组下夹袋部件平行间隔地设置在组装支台(51)的支板下部,两组上夹袋部件上下对应下夹袋部件设置于组装支台(51)的支板上;其中,下夹袋部件包括第一夹袋气缸(52)及下夹座(53);上述第一夹袋气缸(52)设置在组装支台(51)的支板下部,下夹座(53)水平连接在第一夹袋气缸(52)的输出端上,并延伸至组装支台(51)的外侧;上述上夹袋部件包括第二夹袋气缸(54)及上夹爪(55),第二夹袋气缸(54)水平设置在组装支台(51)上,上夹爪(55)连接在第二夹袋气缸(54)的输出端上,且延伸至下夹座(53)的外侧,上夹爪(55)的外端竖直向下延伸;下夹座(53)及上夹爪(55)相对运动,以便从两侧将待组装的袋体(b)夹紧固定。14.根据权利要求13所述的一种全自动袋与挂钩组装机,其特征在于:所述的扣装组件包括扣装支座(56)、扣装升降气缸(57)、扣装升降座(58)、扣装气缸(59)及扣爪(510),其中,上述扣装支座(56)设置在组装支台(51)的上方,扣装升降气缸(57)竖直设置在扣装支座(56)上,且输出端朝下设置;上述扣装升降座(58)沿竖直方向可滑动地连接在扣装支座(56)上,且与扣装升降气缸(57)的输出端连接;上述扣装气缸(59)包括二个,两扣装气缸(59)连接在扣装升降座(58)上,且输出端朝下设置,扣装气缸(59)的输出端上连接有两扣爪(510);扣装升降气缸(57)驱动扣装气缸(59)及扣爪(510)下降,扣爪(510)沿着挂钩(a)的表面滑动,且两扣爪(510)夹紧,使扣耳将袋体(b)扣紧在挂钩(a)的本体上。
技术总结
本实用新型公开了一种全自动袋与挂钩组装机,包括传送带、转盘机构、挂钩导料机构、送料折弯机构及挂钩组装机构,传送带设置在机台上,转盘机构水平架设在传送带上,转盘机构上沿圆周方向均匀间隔地设置有至少二个加工工位,加工工位包括上料工位、预折弯工位、折弯工位、提升送料工位及组装工位;挂钩导料机构、送料折弯机构及挂钩组装机构分别设置在上料工位、提升送料工位及组装工位处。本实用新型实现了挂钩自动上料、接料、放料、旋转工位切换、扣耳预折弯、折弯、挂钩提升上料、扣耳辅助折弯、夹袋、袋与挂钩组装等工序,有效地提高了组装效率及质量,减少了人力成本。减少了人力成本。减少了人力成本。
技术研发人员:朱清国 郭昌周 范维 宋亚龙
受保护的技术使用者:深圳市鑫马精工科技有限公司
技术研发日:2020.12.31
技术公布日:2021/11/24
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。