1.本实用新型属于浇注模具技术领域,特别是涉及一种浇注式电流互感器的浇注模具。
背景技术:
2.如图5所示为现有电流互感器浇注模具的结构示意图,目前,在使用时,通常采用人工或浇注机将浇注液通过浇注模具顶面开口即模具型腔的顶端注入模具型腔内,但这种浇注方式,在实际浇注过程中浇注液由上而下注入并不便于将浇注模具内的气体排出,尤其是当浇注液填充至模具型腔的三分之二后更难以将浇注模具内的气体排出,从而造成电流互感器出现气孔、空洞或组织疏松等质量缺陷,因此,现有技术中仍存在缺点和不足之处。
技术实现要素:
3.本实用新型的目的是为了提供一种浇注式电流互感器的浇注模具,解决现有电流互感器浇注模具在浇注过程中,因不便于将浇注模具内的气体排出,将造成电流互感器质量缺陷的问题。
4.为了解决上述问题本实用新型所采取的技术方案:
5.一种浇注式电流互感器的浇注模具,包括两个竖直相对设置的左模与右模,所述左模与右模之间相互扣合形成具有内腔结构的浇注模具本体,其特征在于:所述浇注模具本体内的底部卡接有凸模芯,所述凸模芯与左模和右模共同形成用于电流互感器成型的模具型腔,凸模芯竖直截面为阶梯状,凸模芯阶梯状较低一侧上方的浇注模具本体内开设有连通模具型腔的浇注通道,所述浇注通道一端延伸至浇注模具本体底部与模具型腔连通,浇注通道另一端延伸至浇注模具本体的顶面为浇注口。
6.进一步的,所述浇注通道为组合式通道,浇注通道包括左浇注通道与右浇注通道,所述左浇注通道开设在左模内表面上,所述右浇注通道开设在右模内表面上,所述左模与右模扣合后左浇注通道与右浇注通道共同形成所述浇注通道。
7.进一步的,所述浇注口为顶宽底窄的圆台状。
8.进一步的,它还包括水平设置的基座,所述基座顶面上开设有与凸模芯底面形状适配的第二凹槽,所述凸模芯顶部露出第二凹槽外,凸模芯四角与基座之间均通过锁紧螺栓连接,所述左模与右模分别与凸模芯卡接后相对设置在基座上。
9.进一步的,所述右模的内表面四角均开设有插接孔,所述左模的内表面四角均相对设置有与插接孔形状适配的插接杆。
10.进一步的,所述右模的两个相对侧面上均开设有第一凹槽。
11.采用上述技术方案,本实用新型的有益效果:
12.本实用新型通过设置左模、右模与凸模芯可以形成用于电流互感器成型的模具型腔,凸模芯的作用在于当电流互感器成型时,在电流互感器底面形成用于放置铭牌的凹槽
结构,并通过在浇注模具本体上开设连通模具型腔的浇注通道,在使用时,通过浇注通道的浇注口向模具型腔内注入浇注液,浇注液沿浇注通道流向浇注模具本体的底部位置由下至上填充在模具型腔内,从而便于将浇注模具本体内的气体排出,进而提高电流互感器成型质量。
附图说明
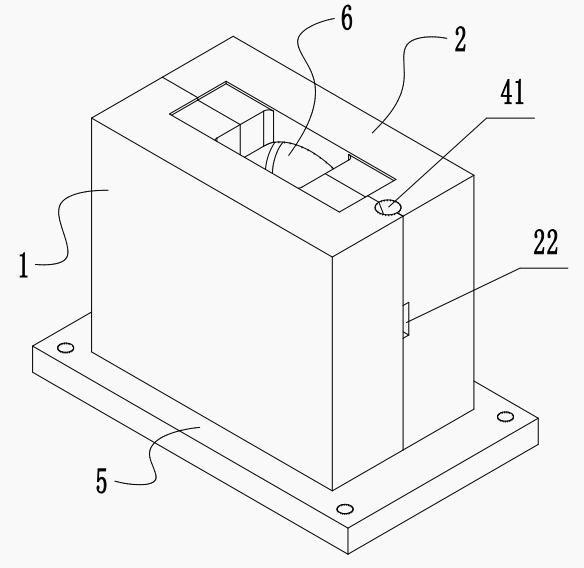
13.图1为本实用新型的结构示意图;
14.图2为本实用新型左模的结构示意图;
15.图3为本实用新型基座、右模与凸模芯连接的结构示意图;
16.图4为本实用新型基座的结构示意图;
17.图5为现有技术中电流互感器浇注模具的结构示意图。
18.附图标记:1、左模;11、插接杆;12、左支撑柱;2、右模;21、插接孔;22、第一凹槽;23、右支撑柱;3、凸模芯;4、浇注通道;41、浇注口;42、左浇注通道;43、右浇注通道;5、基座;51、第二凹槽;6、模具型腔。
具体实施方式
19.为使本实用新型的目的、技术方案和有益效果更加清楚,下面结合附图对本实用新型实施方式作进一步详细描述。
20.如图1至图3所示,本实用新型提供了一种浇注式电流互感器的浇注模具,包括两个竖直相对设置的左模1与右模2,左模1与右模2之间相互扣合形成具有内腔结构的浇注模具本体,浇注模具本体内的底部卡接有凸模芯3,凸模芯3与左模1和右模2共同形成用于电流互感器成型的模具型腔6,凸模芯3竖直截面为阶梯状,凸模芯3阶梯状较低一侧上方的浇注模具本体上开设有连通模具型腔6的浇注通道4,浇注通道4一端延伸至浇注模具本体底部与模具型腔6连通,浇注通道4另一端延伸至浇注模具本体的顶面为浇注口41,通过设置左模1、右模2与凸模芯3可以形成用于电流互感器成型的模具型腔6,凸模芯3的作用在于当电流互感器成型时,在电流互感器底面形成用于放置铭牌的凹槽结构,并通过在浇注模具本体上开设连通模具型腔6的浇注通道4,在使用时,通过浇注通道4的浇注口41向模具型腔6内注入浇注液,浇注液沿浇注通道4流向浇注模具本体的底部位置由下至上填充在模具型腔6内,从而便于将浇注模具本体内的气体排出,进而提高电流互感器成型质量。
21.进一步的,如图1至图3所示,浇注通道4具体的结构如下:浇注通道4为组合式通道,浇注通道4包括左浇注通道42与右浇注通道43,左浇注通道42开设在左模1内表面上,右浇注通道43开设在右模2内表面上,左模1与右模2扣合后左浇注通道42与右浇注通道43共同形成所述浇注通道4。
22.进一步的,如图1至图3所示,浇注口41为顶宽底窄的圆台状,通过这样的设置方式,便于将浇注液通过浇注口41注入浇注通道4内。
23.进一步的,如图1、图3和图4所示,它还包括水平设置的基座5,基座5顶面上开设有与凸模芯3底面形状适配的第二凹槽51,凸模芯3顶部露出第二凹槽51外,凸模芯3四角与基座5之间均通过锁紧螺栓连接,锁紧螺栓在图中未示出,左模1与右模2分别与凸模芯3卡接后相对设置在基座5上,具体的,在组装浇注模具本体时,首先将凸模芯3底部放置在第二凹
槽51内并采用锁紧螺栓固定凸模芯3位置,此时,由于凸模芯3位置固定从而起定位作用,然后水平移动右模2位置将右模2底部与凸模芯3扣接而固定右模2位置,最后水平移动左模1位置将左模1上的插接杆11插入插接孔21内直至左模1底部与凸模芯3扣接并与右模2形成浇注模具本体,通过这样的设置方式,便于组装浇注模具本体,若是需要将基座5的位置进行固定,可以在基座5顶面四角竖直开设安装通孔将基座5固定在地面上。
24.进一步的,如图2和图3所示,左模1与右模2扣合的具体方式为:右模2的内表面四角均开设有插接孔21,左模1的内表面四角均相对设置有与插接孔21形状适配的插接杆11,通过设置插接杆11与插接孔21将左模1与右模2扣合。
25.进一步的,如图1和图3所示,右模2的两个相对侧面上均开设有第一凹槽22,通过设置第一凹槽22便于电流互感器成型后将左模1与右模2分离。
26.进一步的,将本实用新型的使用过程进行详细说明:如图1至图4所示,在左模1上设置有左支撑柱12,在右模2上设置右支撑柱23,左支撑柱12与右支撑柱23的作用在于固定互感器线圈位置,具体的,在使用时,首先固定基座5位置,随之固定凸模芯3在基座5上的位置,其次,水平移动右模2位置将右模2底部与凸模芯3扣接而固定右模2位置,随之将互感器线圈通过护套套设在右支撑柱23上,最后水平移动左模1位置将左模1上的插接杆11插入插接孔21内直至左模1底部与凸模芯3扣接并与右模2形成浇注模具本体,此时,左支撑柱12也插入互感器线圈内与右支撑柱23共同配合对互感器线圈进行位置固定,左浇注通道42与右浇注通道43也共同形成浇注通道4,从而完成浇注模具本体的组装进行浇注;待电流互感器成型固化后,首先将左模1水平移开,随后将右模2水平移动,最后,将成型的电流互感器吊起一定高度完成电流互感器脱模。
27.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的实用新型范围内。本实用新型要求保护范围由所附的权利要求书及等同物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。