1.本发明涉及一种薄膜电容器芯子的加工方法,尤其涉及一种薄膜电容器芯子真空热处理方法。
背景技术:
2.随着现代科学技术水平的发展,电子、家电、通讯等多个行业更新换代周期越来越短。金属化薄膜电容器凭借其良好的电工性能和高可靠性,成为推动上述行业更新换代不可或缺的电子元件,并广泛应用于航空、航天,武器装备等军事领域。近年来,随着数字化、信息化、网络化建设进一步发展和国家在电网建设、电气化铁路建设、节能照明、混合动力汽车等方面的加大投入以及消费类电子产品的升级,使得薄膜电容器尤其是金属化薄膜电容器的应用领域越来越广泛。金属化薄膜电容器的市场需求推动了一系列金属化薄膜电容的技术改革。金属化薄膜电容的热处理工艺是影响电容电学性能的关键,国内外学者作了大量的研究,通过热处理的工艺来提升薄膜电容器的电压和耐流能力。一方面,电容器芯子在高温的作用下进行收缩定型,排除膜层之间间隙空气,防止电容器带电情况下间隙空气电离击穿,破坏电容器结构,引起电容器失效;另一方面,真空条件下加温,可以有效杜绝电容器芯子的膜层及端面氧化,提升电容器的抗电流能力,降低电容器的损耗角正切值。
3.薄膜电容器芯子的传统真空热处理方法是直接将电容器芯子放置于烘箱后,采用真空泵对整个烘箱抽真空,然后进行温度设定,将真空烘箱升温至目标温度,保温一定的时间,然后自然降温。
4.上述传统的薄膜电容器芯子真空热处理虽然能有效杜绝电容器内部电极的氧化,降低电容器损耗,提升电容器的抗电流能力,但是存在以下缺陷:1、真空烘箱内空气稀薄,没有空气对流,烘箱内主要靠辐射加热升温,箱体内不同位置温度差别大,而且电容器芯子直接堆放在真空腔体内,电容器芯子的不同部位受热不均匀,产品收缩不一致,产品内部存在气隙和应力,增大了产品气隙和内部应力,降低了电容器的耐电压能力和充放电能力并降低了电容器使用寿命。
5.2、烘箱的腔体太大,所需真空泵的功率大,生产噪音大,真空度实现难度相对较大,效率不高且能耗大。
技术实现要素:
6.本发明的目的就在于为了解决上述问题而提供一种电容器芯子受热均匀的薄膜电容器芯子真空热处理方法。
7.本发明通过以下技术方案来实现上述目的:一种薄膜电容器芯子真空热处理方法,包括以下步骤:步骤1、在薄膜电容器芯子上靠近两端的位置外套绝缘耐高温的橡胶圈;步骤2、将套装有橡胶圈的薄膜电容器芯子置于芯子罐体内并通过罐盖密封,该芯子罐体的内腔形状与薄膜电容器芯子的外形一致且其内径大于橡胶圈的外径;
步骤3、采用真空泵对芯子罐体抽真空;步骤4、将一个或多个装有薄膜电容器芯子且抽真空后的芯子罐体放置在烘箱内,烘箱内有空气,若为多个芯子罐体,则相邻的芯子罐体之间的间距不小于5mm;步骤5、设置烘箱的升温程序,然后启动烘箱,按照预设温度进行热处理;步骤6、烘箱热处理程序完成后,关闭烘箱电源,打开烘箱箱门,取出芯子罐体,缓慢向芯子罐体内放气,待芯子罐体内气压与大气压平衡后,打开芯子罐体,取出薄膜电容器芯子,去除橡胶圈,完成薄膜电容器芯子的真空热处理。
8.作为优选,为了使薄膜电容器芯子受热更加均匀,所述步骤3中,抽真空后的芯子罐体的真空度为
‑
0.1mpa。
9.作为优选,为了实现更好的热处理效果,所述步骤5中,烘箱的升温程序如下:第一阶段升温:室温~85℃,升温时间30min;第二阶段保温:85℃,保温时间4h;第三阶段升温:85℃~105℃,升温时间15min;第四阶段保温:105℃,保温时间12h;第五阶段降温:105℃~30℃,12h。
10.作为优选,为了利于芯子罐体传热且热辐射均匀,所述芯子罐体为金属罐体且其内壁光滑。
11.本发明的有益效果在于:本发明通过将每一个薄膜电容器芯子置于对应芯子罐体内,并通过绝缘耐高温的橡胶圈定位,相当于将薄膜电容器芯子绝热悬空,确保芯子罐体内的传热途径几乎没有热传导和热对流,只有单一的热辐射传递热量,从而显著提高了薄膜电容器芯子各部位的局部受热均匀性,电容器收缩一致,提高了电容器的气隙和内部应力,显著提升了电容器的耐电压能力和充放电能力并提高了电容器使用寿命;芯子罐体处于烘箱内的空气中,利用空气对流使得每一个芯子罐体受热均匀,从而使同一批次的每个薄膜电容器芯子受热情况相同,提高了同批次薄膜电容器芯子的间耐压水平和充放电寿命的一致性;芯子罐体的内腔体积小,用小型真空泵即可实现抽真空作业,真空泵的功率小,噪音小,既便于实现抽真空,又利于节能降噪。
附图说明
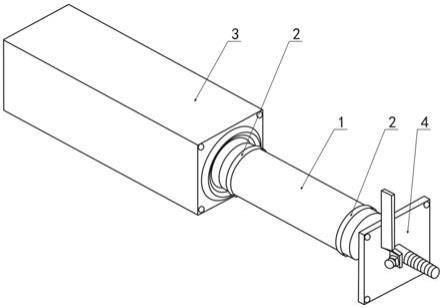
12.图1是本发明所述薄膜电容器芯子套装橡胶圈后的立体结构示意图;图2是本发明所述芯子罐体装入薄膜电容器芯子时的立体结构示意图;图3是本发明所述芯子罐体抽真空时的主视结构示意图。
具体实施方式
13.下面结合附图和实施例对本发明作进一步说明:如图1所示,本发明所述薄膜电容器芯子1呈圆柱形,将两个橡胶圈2分别套装在薄膜电容器芯子1上靠近两端的位置,以利于将薄膜电容器芯子1在芯子罐体内悬空定位;如图2所示,本发明所述芯子罐体3的外形呈长方体形,以利于放置在烘箱内不滚动,其内腔为圆柱形,内腔内径大于薄膜电容器芯子1的外径,且大于橡胶圈2的外径,罐盖4能够将芯子罐体3完全密封,且设有气管、阀门等,用于抽真空、保持真空和解除真空;如图3所示,将真空泵6通过连接管5与芯子罐体3的气管连接,即可完成抽真空作业,然后关闭芯子罐体3的
阀门,即可保持真空状态,小量开启芯子罐体3的阀门,即可将大气缓慢放入芯子罐体3内,实现解除真空的目的。
14.实施例:结合图1
‑
图3,一种薄膜电容器芯子真空热处理方法,包括以下步骤:步骤1、在薄膜电容器芯子1上靠近两端的位置外套绝缘耐高温的橡胶圈2;步骤2、将套装有橡胶圈2的薄膜电容器芯子1置于芯子罐体3内并通过罐盖4密封,该芯子罐体的内腔形状与薄膜电容器芯子的外形一致且其内径大于橡胶圈的外径;芯子罐体3为金属罐体且其内壁光滑;利用橡胶圈2的外壁与芯子罐体3的内腔壁之间的摩擦力可以固定薄膜电容器芯子1,避免薄膜电容器芯子1和芯子罐体3的内腔壁直接接触;步骤3、采用真空泵6对芯子罐体3抽真空,抽真空后的芯子罐体3的真空度为
‑
0.1mpa;重复步骤1
‑
步骤3,得到多个装有薄膜电容器芯子1且抽真空后的芯子罐体3;步骤4、将多个(特殊情况也可以为一个)装有薄膜电容器芯子1且抽真空后的芯子罐体3放置在烘箱(图中未示,为常规烘箱)内,烘箱内有空气,相邻的芯子罐体3之间的间距不小于5mm;步骤5、设置烘箱的升温程序,然后启动烘箱,按照预设温度进行热处理;烘箱的升温程序如下:第一阶段升温:室温~85℃,升温时间30min;第二阶段保温:85℃,保温时间4h;第三阶段升温:85℃~105℃,升温时间15min;第四阶段保温:105℃,保温时间12h;第五阶段降温:105℃~30℃,12h;步骤6、烘箱热处理程序完成后,关闭烘箱电源,打开烘箱箱门,取出芯子罐体3,缓慢向芯子罐体3内放气,待芯子罐体3内气压与大气压平衡后,打开芯子罐体3,取出薄膜电容器芯子1,去除橡胶圈2,完成薄膜电容器芯子1的真空热处理。
15.为了验证本发明的显著效果,下面以三组薄膜电容器芯子的热处理试验为例进行举例说明。
16.将30只卷绕金属化薄膜电容器芯子分为三组,每组10只,电容器芯子的单芯容量为40μf,对30只电容器芯子进行编号,a组(a1~a10),b组(b1~b10),c组(c1~c10)测试基本参数如下。
17.a组:b组:
c组:对a组、b组、c组电容器芯子分别采用三种热处理方式,其热处理步骤如下:a组:步骤1:将电容器芯子整齐摆放在有空气的烘箱内,关闭烘箱箱门;步骤2:设置烘箱升温程序,具体如下:第一阶段升温:室温~85℃,升温时间30min;第二阶段保温:85℃,保温时间4h;第三阶段升温:85℃~105℃,升温时间15min;第四阶段保温:105℃,保温时间12h;第五阶段降温:自然降温;步骤3:启动烘箱,按照预设温度对电容器芯子进行热处理;步骤4:程序运行完毕,关闭烘箱电源,打开烘箱箱门,取出电容器芯子,将电容器芯子放入周转盒,测量击穿电压和充放电寿命。
18.b组:步骤1:将电容器芯子整齐摆放在烘箱内,关闭烘箱箱门,确保气密性良好;步骤2:采用大功率真空泵对烘箱抽真空,真空度为
‑
0.1mpa,关闭烘箱真空阀门,防止烘箱漏气;
步骤3:设置烘箱升温程序,具体如下:第一阶段升温:室温~85℃,升温时间30min;第二阶段保温:85℃,保温时间4h;第三阶段升温:85℃~105℃,升温时间15min;第四阶段保温:105℃,保温时间12h;第五阶段降温:自然降温;步骤4:启动烘箱,按照预设温度对芯子进行热处理;步骤5:程序运行完毕,关闭烘箱电源,打开烘箱箱门,取出电容器芯子,将电容器芯子放入周转盒,测量击穿电压和充放电寿命。
19.c组:步骤1:将电容器芯子套上绝缘耐高温的橡胶圈;步骤2:打开芯子罐体,将套有橡胶圈的电容器芯子放入芯子罐体内,盖上罐盖,确保芯子罐体的密封性;步骤3:采用小型真空泵对芯子罐体进行抽真空,真空度为
‑
0.1mpa,关闭阀门,防止芯子罐体漏气;重复操作步骤1
‑
步骤3,得到10个装有电容器芯子且抽真空的芯子罐体;步骤4:将10个装有电容器芯子的芯子罐体整齐放置在有空气的烘箱内,关闭烘箱箱门;步骤5:设置烘箱升温程序,具体如下:第一阶段升温:室温~85℃,升温时间30min;第二阶段保温:85℃,保温时间4h;第三阶段升温:85℃~105℃,升温时间15min;第四阶段保温:105℃,保温时间12h;第五阶段降温:105℃~30℃,12h;;步骤6:启动烘箱,按照预设温度对电容器芯子进行热处理;步骤7:程序运行完毕,关闭烘箱电源,打开烘箱箱门,取出芯子罐体,缓慢向芯子罐体内放气,待芯子罐体内气压与大气压平衡,打开芯子罐体,取出电容器芯子,去除橡胶圈,将电容器芯子放入周转盒,测量击穿电压和充放电寿命。
20.对热处理完成的30只电容器芯子,每组选5只(a1~a5,b1~b5,c1~c5)产品进行电压击穿试验,选5只(a6~a10,b6~b10,c6~c10)产品进行5000次充放电寿命试验,充电电压4kv,放电电流3ka,充放电周期5s/次。
21.实验结果如下:电容击穿电压:a组:
b组:c组:5000次寿命试验后容量损失:a组:b组:
c组:结论:1、传统热处理方法中,抽真空方式相对有空气方式的处理性能有一定提升,改善了电容器芯子的损耗和esr,提升了电容器芯子的耐电压和充放电寿命,但是电容器芯子的电性能基本参数波动性大,一致性差。
22.2、采用本发明所述薄膜电容器芯子真空热处理方法处理后的电容器芯子,相比传统抽真空方式更加显著地改善了电容器芯子的损耗和esr,进一步显著地提升了电容器芯子的耐电压和充放电寿命,并且电容器芯子的电性能一致性好,增强了电容器芯子的可靠性。
23.上述实施例只是本发明的较佳实施例,并不是对本发明技术方案的限制,只要是不经过创造性劳动即可在上述实施例的基础上实现的技术方案,均应视为落入本发明专利的权利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。