1.本实用新型属于烟草行业卷接设备维修技术领域,具体地说,涉及一种用于卷烟机接收鼓轮与传递鼓轮位置校准的辅助工装。
背景技术:
2.目前,在烟草行业中的大多数高速卷烟机为双烟枪型卷烟机,双烟枪型卷烟机即是指具有两个烟条卷制通道,可以同时卷制两根烟条的卷烟机。双烟枪型卷烟机将卷制好的烟条由前后两通道同时输送到烟条切割位置,完成第一次切割后,由蜘蛛手前后两吸气槽拾取切割后的烟条,然后传送至接收鼓轮,再由接收鼓轮传送至传递鼓轮,然后进入接装工序。
3.在传递过程中,接收鼓轮与传递鼓轮在烟支交接位置进行交接传递时,两鼓轮的烟槽需要对正,否则容易引起烟支掉落或烟支受损。故而为保证烟支的正常传递,需要在烟支传递位置对接收鼓轮与传递鼓轮进行同步位置校准,烟支传递位置即两鼓轮的中心连线上。由于两鼓轮的端面不在同一平面上,故而传统的对位方法为:使用两个对位工装,分别安装在两个鼓轮的鼓轮轴上,用一根线分别对准两个工装的尖头,该线的位置即为两鼓轮的中心连线,此方法有以下缺点:
4.1.在进行接收鼓轮和传递鼓轮位置校准时,传统方法需要两人进行操作,一人拉线对好交接位置,一人进行两鼓轮槽在交接位置上的位置校准,因为维修空间小,导致维修人员操作不便,增加维修时间,降低生产效率。
5.2.用人来拉线对位,容易造成误差,而在完成位置校对,拧紧时,鼓轮会有微小变化,因此为了使两鼓轮同步位置精确,需要再次进行检查验证,重复拉线对位,维修人员操作不便,校准精度不高,加长维修时间。
技术实现要素:
6.为了克服背景技术中存在的问题,本实用新型提供了一种用于卷烟机接收鼓轮与传递鼓轮位置校准的辅助工装,改人工拉线为自动拉直对位,方便维修人员精确进行接收鼓轮与传递鼓轮的位置校对,能够减少操作人员人数,保证更高效、更便捷、更精准的校准接收鼓轮与传递鼓轮位置。
7.为实现上述目的,本实用新型是通过如下技术方案实现的:
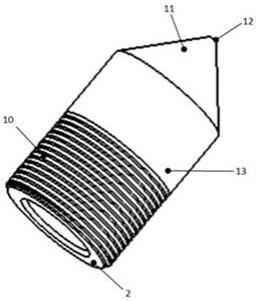
8.一种用于卷烟机接收鼓轮与传递鼓轮位置校准的辅助工装包括前校准固定装置2、校准线3、后校准固定装置4;所述的前校准固定装置2与后校准固定装置4的结构一致,均包括中空圆柱体13、圆锥体11,圆锥体11固定在中空圆柱体13的前端,中空圆柱体13的后段外壁上设置有外螺纹10,圆锥体11的中部开设有与中空圆柱体13空腔连通的圆形通孔12,校准线3的两端分别从前校准固定装置2与后校准固定装置4的圆锥体11上的圆形通孔12传入到二者的中空圆柱体13的空腔内,校准线3的两端分别打结实现前校准固定装置2与后校准固定装置4的连接。
9.进一步,所述的前校准固定装置2或后校准固定装置4的中空圆柱体13内腔中从内至外设置有弹簧6与圆片7,圆片7的中部开设一个直径与圆形通孔12一致的通孔16,校准线3的一端穿过弹簧6及圆片7上的通孔16后打结固定。
10.进一步,所述的前校准固定装置2或后校准固定装置4的中空圆柱体13的端壁上沿圆周均匀的开设有螺纹孔14,盖板8上设置有与螺纹孔14对应的沉头孔15,盖板8通过螺钉9固定在中空圆柱体13的端部。
11.本实用新型的有益效果:
12.本实用新型改人工拉线为自动拉直对位,方便维修人员精确进行接收鼓轮与传递鼓轮的位置校对,能够减少操作人员人数,使得接收鼓轮和传递鼓轮的校准操作更为高效、便捷、精准,节省了大量的维修时间,可广泛应用于双烟枪卷烟机接收鼓轮和传递鼓轮的校准,且该工装结构简单,制造成本低,易于推广。
附图说明
13.图1为本实用新型的爆炸图;
14.图2为本实用新型前校准固定装置的结构示意图;
15.图3为本实用新型后校准固定装置的结构示意图;
16.图4为本实用新型盖板的结构示意图;
17.图5为本实用新型的使用状态示意图。
具体实施方式
18.为了使本实用新型的目的、技术方案和有益效果更加清楚,下面将结合附图,对本实用新型的优选实施例进行详细的说明,以方便技术人员的理解。
19.如图1
‑
4所示,一种用于卷烟机接收鼓轮与传递鼓轮位置校准的辅助工装包括前校准固定装置2、校准线3、后校准固定装置4;所述的前校准固定装置2与后校准固定装置4的结构一致,均包括中空圆柱体13、圆锥体11,圆锥体11固定在中空圆柱体13的前端,中空圆柱体13的后段外壁上设置有外螺纹10;通过采用设置有外螺纹10的中空圆柱体13,可以实现前校准固定装置2与后校准固定装置4固定在接收鼓轮1与传递鼓轮5的鼓轮轴上,即安装在接收鼓轮1与传递鼓轮5的中心位置,保证前校准固定装置2与后校准固定装置4分别与接收鼓轮1和传递鼓轮5的中心重合。圆锥体11的中部开设有与中空圆柱体13空腔连通的圆形通孔12,校准线3的两端分别从前校准固定装置2与后校准固定装置4的圆锥体11上的圆形通孔12传入到二者的中空圆柱体13的空腔内,校准线3的两端分别打结实现前校准固定装置2与后校准固定装置4的连接。校准线3的两端打结后实现将其固定前校准固定装置2与后校准固定装置4上,这样当前校准固定装置2与后校准固定装置4安装在接收鼓轮1与传递鼓轮5的鼓轮轴上后,使校准线3绷直,手动盘车,使得接收鼓轮1的一个轮槽对准校准线3,然后盘动传递鼓轮5,使得传递鼓轮5的一个轮槽对准校准线3,即两个实现了接收鼓轮1与传递鼓轮5轮槽在二者的中心线对正,然后选用适当的量棒(根据烟支直径选择)插入接收鼓轮1与传递鼓轮5对准校准线3的轮槽中,再盘动两个接收鼓轮1与传递鼓轮5,使得量棒插入松紧度合适,然后将量棒向外拔出其中心贴在校准线3上,然后拧紧接收鼓轮1与传递鼓轮5的紧固螺栓,即可完成校准。
20.在本实用新型中,所述的前校准固定装置2或后校准固定装置4的中空圆柱体13内腔中从内至外设置有弹簧6与圆片7,圆片7的中部开设一个直径与圆形通孔12一致的通孔16,校准线3的一端穿过弹簧6及圆片7上的通孔16后打结固定。为了保证能够将前校准固定装置2和后校准固定装置4分别安装在接收鼓轮1与传递鼓轮5的鼓轮轴上,通常校准线3的长度需要大于前校准固定装置2与后校准固定装置4中心距离,但这样在前校准固定装置2和后校准固定装置4安装在接收鼓轮1与传递鼓轮5的鼓轮轴上后,校准线3会出现松弛的情况,这时需要人工拉紧校准线3,在人为操作下,可能会使校准线3偏离接收鼓轮1与传递鼓轮5的鼓轮轴的中心,导致校准不准确。这时通过在前校准固定装置2或后校准固定装置4的中空圆柱体13设置弹簧6与圆片7,并将校准线3的一端穿过弹簧6及圆片7上的通孔16后打结固定,通过弹簧6在压缩或还原作用下实现校准线3的张紧,即在安装前校准固定装置2和后校准固定装置4时,弹簧6被校准线3拉动圆片7使其压缩,保证前校准固定装置2和后校准固定装置4之间具有足够长的校准线3实现二者的安装,在前校准固定装置2和后校准固定装置4安装完毕后,弹簧6还原,能够实现校准线3张紧,从而能够保证校准线3不在人力作用下即可实现张紧,确保校准线3能够精准的实现接收鼓轮1与传递鼓轮5的校准工作。
21.在本实用新型中,作为优选,所述的前校准固定装置2或后校准固定装置4的中空圆柱体13的端壁上沿圆周均匀的开设有螺纹孔14,盖板8上设置有与螺纹孔14对应的沉头孔15,盖板8通过螺钉9固定在中空圆柱体13的端部。通过在中空圆柱体13的端壁上设置盖板8,能够防止其内腔中的弹簧6及圆片7掉出。
22.本实用新型改人工拉线为自动拉直对位,方便维修人员精确进行接收鼓轮与传递鼓轮的位置校对,能够减少操作人员人数,使得接收鼓轮和传递鼓轮的校准操作更为高效、便捷、精准,节省了大量的维修时间,可广泛应用于双烟枪卷烟机接收鼓轮和传递鼓轮的校准,且该工装结构简单,制造成本低,易于推广。
23.最后说明的是,以上优选实施例仅用以说明本实用新型的技术方案而非限制,尽管通过上述优选实施例已经对本实用新型进行了详细的描述,但本领域技术人员应当理解,可以在形式上和细节上对其作出各种各样的改变,而不偏离本实用新型权利要求书所限定的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。