1.本实用新型涉及生产设备技术领域,尤其涉及涂布线收料自动翻包打包装置。
背景技术:
2.现有技术中一条完整的涂布生产线,应配备翻包机、打包机各1台。翻包机、打包机都是单独的人工操作,没有自动控制的技术含金量。翻包机、打包机各自工作区域离产品输送线末端的收料架约5米,甚至更远。无论是翻包或者打包都需要叉车叉送,费时又费人力。
技术实现要素:
3.本实用新型的目的在于提供涂布线收料自动翻包打包装置。
4.本实用新型采用的技术方案是:
5.涂布线收料自动翻包打包装置,其包括并行间隔设置的至少两条涂布线,每条涂布线的产品烘干箱的输出端依次设有第一滚筒输送架和方向转盘,相邻两条涂布线的方向转盘之间位置均设有一台翻包机,每台翻包机与对应方向转盘之间分别设有第二滚筒输送架,每台翻包机的输出端设有第三滚筒输送架,每个第三滚筒输送架的输出端分别设有一台打包机。
6.进一步地,作为一种优选实施方式,涂布线为3条,翻包机为两台,打包机为两台。
7.进一步地,作为一种优选实施方式,两台打包机的输出方向相反,且呈相互远离方向输送产品。
8.进一步地,作为一种优选实施方式,其包括控制器,第一滚筒输送架、第二滚筒输送架、第三滚筒输送架、方向转盘、翻包机和打包机分别电连接控制器,控制器控制整个装置的整体动作。
9.本实用新型采用以上技术方案,产品出烘箱即进入收料架,直接由输送滚筒输送至翻包机。翻包后,自动进入打包机,产品打包完整后,待送入仓库。本实用新型装置提高翻包打包效率约30
‑
40%。三条生产线共用两台翻包机和两台打包机,节约设备投资成本1/3近数万元。整条产品从收料架开始至产品完整入库前,所有动作都是全程由高精度、高灵敏度的光电控制器把控,精准定位,最大限度的提高生产过程的自动化效率。
附图说明
10.以下结合附图和具体实施方式对本实用新型做进一步详细说明;
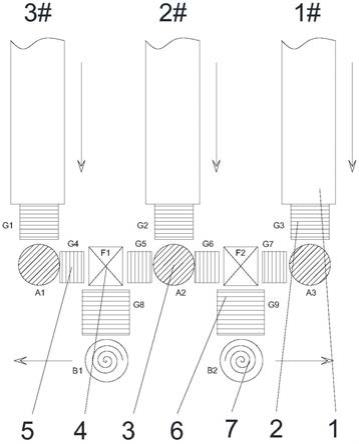
11.图1为本实用新型涂布线收料自动翻包打包装置的结构示意图。
具体实施方式
12.为使本申请实施例的目的、技术方案和优点更加清楚,下面将结合本申请实施例中的附图对本申请实施例中的技术方案进行清楚、完整地描述。
13.如图1所示,本实用新型公开了涂布线收料自动翻包打包装置,其包括并行间隔设
置的至少两条涂布线10,每条涂布线10的产品烘干箱1的输出端依次设有第一滚筒输送架2(g1、g2和g3)和方向转盘3(a1、a2和a3),相邻两条涂布线10的方向转盘3(a1、a2和a3)之间位置均设有一台翻包机4(f1和f2),每台翻包机4(f1和f2)与对应方向转盘3(a1、a2和a3)之间分别设有第二滚筒输送架5(g4、g5、g6和g7),每台翻包机4(f1和f2)的输出端设有第三滚筒输送架6(g8和g9),每个第三滚筒输送架6(g8和g9)的输出端分别设有一台打包机7(b1和b2)。
14.进一步地,作为一种优选实施方式,涂布线10为3条,分别1#、2#和3#;翻包机4为两台(f1和f2),打包机7为两台(b1和b2)。
15.进一步地,作为一种优选实施方式,两台打包机7(b1和b2)的输出方向相反,且呈相互远离方向输送产品。
16.进一步地,作为一种优选实施方式,其包括控制器,第一滚筒输送架2(g1、g2和g3)、第二滚筒输送架5(g4、g5、g6和g7)、第三滚筒输送架6(g8和g9)、方向转盘3(a1、a2和a3)、翻包机4(f1和f2)和打包机7分别电连接控制器,控制器控制整个装置的整体动作。
17.本实用新型采用以上技术方案,产品出烘箱即进入收料架,直接由输送滚筒输送至翻包机4(f1和f2)。翻包后,自动进入打包机7,产品打包完整后,待送入仓库。本实用新型装置提高翻包打包效率约30
‑
40%。三条生产线共用两台翻包机4(f1和f2)和两台打包机7,节约设备投资成本1/3近数万元。整条产品从收料架开始至产品完整入库前,所有动作都是全程由高精度、高灵敏度的光电控制器把控,精准定位,最大限度的提高生产过程的自动化效率。
18.显然,所描述的实施例是本申请一部分实施例,而不是全部的实施例。在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。通常在此处附图中描述和示出的本申请实施例的组件可以以各种不同的配置来布置和设计。因此,本申请的实施例的详细描述并非旨在限制要求保护的本申请的范围,而是仅仅表示本申请的选定实施例。基于本申请中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
技术特征:
1.涂布线收料自动翻包打包装置,其特征在于:其包括并行间隔设置的至少两条涂布线,每条涂布线的产品烘干箱的输出端依次设有第一滚筒输送架和方向转盘,相邻两条涂布线的方向转盘之间位置均设有一台翻包机,每台翻包机与对应方向转盘之间分别设有第二滚筒输送架,每台翻包机的输出端设有第三滚筒输送架,每个第三滚筒输送架的输出端分别设有一台打包机。2.根据权利要求1所述的涂布线收料自动翻包打包装置,其特征在于:涂布线为3条,翻包机为两台,打包机为两台。3.根据权利要求2所述的涂布线收料自动翻包打包装置,其特征在于:两台打包机的输出方向相反,且呈相互远离方向输送产品。4.根据权利要求1所述的涂布线收料自动翻包打包装置,其特征在于:其包括控制器,第一滚筒输送架、第二滚筒输送架、第三滚筒输送架、方向转盘、翻包机和打包机分别电连接控制器,控制器控制整个装置的整体动作。
技术总结
本实用新型公开涂布线收料自动翻包打包装置,其包括并行间隔设置的至少两条涂布线,每条涂布线的产品烘干箱的输出端依次设有第一滚筒输送架和方向转盘,相邻两条涂布线的方向转盘之间位置均设有一台翻包机,每台翻包机与对应方向转盘之间分别设有第二滚筒输送架,每台翻包机的输出端设有第三滚筒输送架,每个第三滚筒输送架的输出端分别设有一台打包机。本实用新型多条生产线之间共用翻包机和打包机,节约设备投资成本。整条产品从收料架开始至产品完整入库前,所有动作都是全程由高精度、高灵敏度的光电控制器把控,精准定位,最大限度的提高生产过程的自动化效率。限度的提高生产过程的自动化效率。限度的提高生产过程的自动化效率。
技术研发人员:林志辉
受保护的技术使用者:福建佰利源科技有限公司
技术研发日:2021.01.15
技术公布日:2021/11/24
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。