1.本实用新型涉及纸堆整理设备技术领域,尤其涉及全自动整形装置。
背景技术:
[0002] 在硬质纸盒(如硬质小张烟标)的生产过程中,很多时候都需要将模切后的硬质纸 盒通过检品机进行印刷及模切质量的检验,或者进入糊盒机进行糊盒。由于高速检品机和糊盒机都采用摩擦式传送,需要进行掰角后才能走纸,否则会出现卡纸等问题。目前,需要大量人工将硬质纸盒大垛分成若干硬质纸盒小垛,再由工作人员进行掰角,便于后序设备的加工,劳动强度很大,工作人员也容易受伤。
[0003]
本技术人有见于上述习知全自动整形装置的不足,秉持研究创新、精益求精的精神,结合生产实践,利用专业科学的方法,提出一个实用的解决方案,因此提出本案申请。
技术实现要素:
[0004]
本实用新型的目的在于针对已有的技术现状,提供全自动整形装置,采用自动化设备来进行纸堆的分垛和掰纸,便于后序的纸盒加工和制造。
[0005]
全自动整形装置,包括:机架、纸堆输送带、分垛组件、搬运组件、掰纸组件和出料输送带,所述的纸堆输送带设置在机架前端,分垛组件设置在进料组件的上方且位于搬运组件的进料口处,搬运组件设置在掰纸组件前后两侧,出料输送带设置在搬运组件的出料口处。
[0006]
具体的,所述的分垛组件主要由升降气缸组件、第一横向推送气缸、第二横向推送气缸、分垛压板气缸和纸垛升降驱动组件组成,纸堆输送带设置在机架,升降气缸组件通过支架安装在机架上,升降气缸组件带动第一横向推送气缸沿着导杆做纵向线性位移,第一横向推送气缸通过推杆带动两侧分垛叉前后位移,第二横向推送气缸安装在支架且位于第一横向推送气缸下方,第二横向推送气缸通过推杆带动中分垛叉前后位移,分垛压板气缸安装在支架上且位于中分垛上方,分垛压板气缸带动分垛压板前后位移,纸垛升降驱动组件设置在纸堆输送带的出料端。
[0007]
具体的,所述的纸堆输送带一侧设有纸堆挡板,纸堆输送带另一侧纸堆整理推板,纸堆整理推板设置在纸堆输送带的出料端,推板气缸安装在机架上且通过推杆推动纸堆整理推板向纸堆输送带一侧靠拢,纸垛升降驱动组件主要由升降纸堆叉、升降电机、滚珠丝杆和导杆组成,升降纸堆叉两侧套在导杆上,升降电机通过滚珠丝杆带动升降纸堆叉沿着两侧导杆上下位移,所述的纸堆输送带由两条平行的输送带组成,升降纸堆叉前端向外延伸形成纸堆支撑条,三纸堆支撑条和两条输送带相互错开布置。
[0008]
具体的,所述的升降纸堆叉上方设有格挡气缸,格挡气缸的推杆带动格挡圆杆做纵向线性位移,两格挡圆杆垂直安装在格挡气缸,格挡横向气缸带动格挡气缸前后位移,所述的侧分垛叉位于中分垛叉左右两侧,两侧分垛前端均设有一斜面,中分垛叉前端为尖端且上表面前端为两倾斜面。
[0009]
具体的,所述的掰纸组件主要由支撑模具和下压模具组成,下压模具设置在支撑模具的上方,支撑模具安装在支撑固定板上,支撑固定板安插若干限位圆柱,限位圆柱位于支撑模具外边缘且卡住支撑模具,机架上设有支撑三轴气缸和下压三轴气缸,支撑三轴气缸通过支撑固定板带动支撑模具上下位移,下压三轴气缸带动下压模具上下位移,所述的支撑模具和下压模具之间设有纸垛托板,安装在机架上的纸垛托板设有供支撑模具通过的槽位,支撑模具上表面和下压模具下表面均设有胶垫。
[0010]
具体的,所述的下压模具分前后两斜压板和弧压板,两斜压板分别设置在下压模具连接板前后两端,安装在下压模具连接板上的弧压板气缸连接于弧压板,位于两斜压板中间的弧压板底部向下凸起形成一弧面,所述的斜压板均由内到外向下倾斜形成一斜面,前后两斜压板呈对称布置,斜压板上设有光电开关,套有弹簧的销轴设置在光电开关的u型槽下方,所述的支撑固定板上设有两支撑模具,支撑模具顶部为向下凹槽的弧面,纸垛托板上设有两个长方形的槽位,所述的两支撑模具可贯穿两个长方形的槽位。
[0011]
具体的,所述的支撑模具分为左右两支撑模具,左侧支撑模具的上表面为向上凸起,右侧支撑模具的上表面为向下凹陷,下压模具分为左右两下压模具,左侧下压模具的下表面为向上凹陷,支撑模具与下压模具一一对应,所述的左右两支撑模具之间设有下支撑板,下压模具之间设有下压支撑板,下压支撑板通过四个套有弹簧的支轴安装在下压模具连接板上,左侧支撑模具前后两端设有平面支撑模具。
[0012]
具体的,所述的搬运组件主要由搬运夹板、搬运推送气缸和驱动装置组成,两搬运夹板对称布置,两搬运推送气缸带动搬运夹板向中间靠拢和向外分开,驱动装置通过支架带动搬运推送气缸做横向往返运动,搬运夹板设置在纸垛托板两侧,搬运夹板内侧表面设有与纸垛形状相配的槽位。
[0013]
具体的,所述的出料输送带一端连接于搬运组件的出料口处,出料输送带另一端两侧均设有纸垛夹持板,两纸垛夹持气缸带动两纸垛夹持板向中间靠拢和向外分开,纸垛夹持气缸安装在纸垛夹持底座上,纸垛推送气缸的推杆连接于两纸垛夹持底座且带动纸垛夹持底座沿着滑轨位移。
[0014]
本实用新型的有益效果为:本设备是通过纸堆输送带将整堆折盒体的纸板向前运输,再由纸垛升降驱动组件将纸堆向上推送,侧分垛叉和中分垛叉相互配合将一部分纸垛分开,并单独向上运输至指定位置,便于有序的整理;支撑模具和下压模具对纸垛进行挤压,来掰弯纸垛的纸角边,便于后序地纸板的涂胶和折叠;更换支撑模具时,可通过限位圆柱进行限位,使其支撑模具的螺栓孔对准支撑固定板的孔位,实现模具的快速更换,该设计提高设备的精准度和自动化程度,节省更换模具的时间,极其方便快捷;本技术从纸堆的进料开始均采用智能化控制,由机械设备实现各掰纸各个步骤,该设计提高设备的精准度和自动化程度,从而减少制作商的人力物力,提高设备的生产效率和产品质量。
附图说明
[0015]
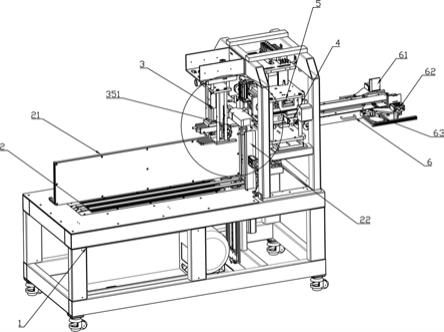
附图1为本实用新型的立体图;
[0016]
附图2为本实用新型的局部放大图;
[0017]
附图3为本实用新型的侧视图;
[0018]
附图4为本实用新型掰纸组件的立体图;
[0019]
附图5为本实用新型掰纸组件的侧视图。
[0020]
标注说明:机架1、纸堆输送带2、分垛组件3、搬运组件4、掰纸组件5和出料输送带6;纸堆挡板21、纸堆整理推板22;升降气缸组件31、第一横向推送气缸32、第二横向推送气缸33、分垛压板气缸34、纸垛升降驱动组件35、侧分垛叉36、中分垛叉37、分垛压板38、升降纸堆叉351;搬运夹板41、搬运推送气缸42和驱动装置43;支撑模具51、下压模具52、支撑三轴气缸53、下压三轴气缸54、斜压板55、弧压板56、纸垛托板57、下支撑板58、下压支撑板59、槽位571;纸垛夹持板61、纸垛夹持气缸62、纸垛夹持底座63。
具体实施方式
[0021]
附图仅用于示例性说明,不能理解为对本专利的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。附图中描述位置关系仅用于示例性说明,不能理解为对本专利的限制。
[0022]
请参阅图1~5示,系为本实用新型的结构示意图,全自动整形装置,包括:机架、纸堆输送带、分垛组件、搬运组件、掰纸组件和出料输送带,所述的纸堆输送带设置在机架前端,分垛组件设置在进料组件的上方且位于搬运组件的进料口处,搬运组件设置在掰纸组件前后两侧,出料输送带设置在搬运组件的出料口处。
[0023]
上述方案,分垛组件主要由升降气缸组件、第一横向推送气缸、第二横向推送气缸、分垛压板气缸和纸垛升降驱动组件组成,纸堆输送带设置在机架,升降气缸组件通过支架安装在机架上,升降气缸组件带动第一横向推送气缸沿着导杆做纵向线性位移,第一横向推送气缸通过推杆带动两侧分垛叉前后位移,第二横向推送气缸安装在支架且位于第一横向推送气缸下方,第二横向推送气缸通过推杆带动中分垛叉前后位移,分垛压板气缸安装在支架上且位于中分垛上方,分垛压板气缸带动分垛压板前后位移,纸垛升降驱动组件设置在纸堆输送带的出料端。
[0024]
上述方案,纸堆输送带一侧设有纸堆挡板,纸堆输送带另一侧纸堆整理推板,纸堆整理推板设置在纸堆输送带的出料端,推板气缸安装在机架上且通过推杆推动纸堆整理推板向纸堆输送带一侧靠拢,纸垛升降驱动组件主要由升降纸堆叉、升降电机、滚珠丝杆和导杆组成,升降纸堆叉两侧套在导杆上,升降电机通过滚珠丝杆带动升降纸堆叉沿着两侧导杆上下位移,所述的纸堆输送带由两条平行的输送带组成,升降纸堆叉前端向外延伸形成纸堆支撑条,三纸堆支撑条和两条输送带相互错开布置。所述的升降纸堆叉上方设有格挡气缸,格挡气缸的推杆带动格挡圆杆做纵向线性位移,两格挡圆杆垂直安装在,格挡横向气缸带动格挡气缸前后位移,所述的侧分垛叉位于中分垛叉左右两侧,两侧分垛前端均设有一斜面,中分垛叉前端为尖端且上表面前端为两倾斜面。
[0025]
上述方案,掰纸组件主要由支撑模具和下压模具组成,下压模具设置在支撑模具的上方,支撑模具安装在支撑固定板上,支撑固定板安插若干限位圆柱,限位圆柱位于支撑模具外边缘且卡住支撑模具,机架上设有支撑三轴气缸和下压三轴气缸,支撑三轴气缸通过支撑固定板带动支撑模具上下位移,下压三轴气缸带动下压模具上下位移,所述的支撑模具和下压模具之间设有纸垛托板,安装在机架上的纸垛托板设有供支撑模具通过的槽位,支撑模具上表面和下压模具下表面均设有胶垫。
[0026]
本设备设有两组掰纸组件,第一组掰纸组件的下压模具分前后两斜压板和弧压板,两斜压板分别设置在下压模具连接板前后两端,安装在下压模具连接板上的弧压板气缸连接于弧压板,位于两斜压板中间的弧压板底部向下凸起形成一弧面,所述的斜压板均由内到外向下倾斜形成一斜面,前后两斜压板呈对称布置,斜压板上设有光电开关,套有弹簧的销轴设置在光电开关的u型槽下方。
[0027]
第二组掰纸组件的支撑固定板上设有两支撑模具,支撑模具顶部为向下凹槽的弧面,纸垛托板上设有两个长方形的槽位,所述的两支撑模具可贯穿两个长方形的槽位。所述的支撑模具分为左右两支撑模具,左侧支撑模具的上表面为向上凸起,右侧支撑模具的上表面为向下凹陷,下压模具分为左右两下压模具,左侧下压模具的下表面为向上凹陷,支撑模具与下压模具一一对应,所述的左右两支撑模具之间设有下支撑板,下压模具之间设有下压支撑板,下压支撑板通过四个套有弹簧的支轴安装在下压模具连接板上,左侧支撑模具前后两端设有平面支撑模具。
[0028]
下压三轴气缸带动下压模具向下位移,支撑三轴气缸带动支撑模具向上位移,支撑模具与下压模具相互配合,将纸垛夹持住,并利用特殊的形状结构来将纸垛的边角进行掰弯,便于后序的工序。
[0029]
工作人员需要安装支撑模具时,只需将支撑模具的两面顶住限位圆柱,此时,支撑模具的螺丝孔就已经对准支撑固定板上的螺丝孔,再通过螺栓将支撑模具固定在支撑固定板上,其安装和更换支撑模具极其方便快捷,而且可适用多种不同形状的支撑模具。
[0030]
上述方案,搬运组件主要由搬运夹板、搬运推送气缸和驱动装置组成,两搬运夹板对称布置,两搬运推送气缸带动搬运夹板向中间靠拢和向外分开,驱动装置通过支架带动搬运推送气缸做横向往返运动,搬运夹板设置在纸垛托板两侧,搬运夹板内侧表面设有与纸垛形状相配的槽位。所述的出料输送带一端连接于搬运组件的出料口处,出料输送带另一端两侧均设有纸垛夹持板,两纸垛夹持气缸带动两纸垛夹持板向中间靠拢和向外分开,纸垛夹持气缸安装在纸垛夹持底座上,纸垛推送气缸的推杆连接于两纸垛夹持底座且带动纸垛夹持底座沿着滑轨位移。
[0031]
纸堆分垛进料工序:首先由工作人员将若干堆纸板放置在机架上,控制器启动纸堆输送带来带动整堆纸板运输至升降气缸组件的下方,推板气缸带动纸堆整理推板向纸板一侧靠拢,配合另一侧的纸堆挡板将其纸板堆进行整理;然后升降气缸组件的带动第一横向推送气缸沿着导杆向下位移,格挡气缸驱动格挡圆杆向下位移来挡住纸板垛内侧,垛压板气缸通过推杆带动分垛压板压住纸板垛外侧,对纸板垛进行整齐;最后由第二横向推送气缸来带动中分垛叉插入两纸板之间,再由第一横向推送气缸来带动侧分垛叉插入该两纸板之间,升降驱动组件和纸堆挡板向上位移完成复位。
[0032]
掰纸搬运工序:驱动装置的电机通过传动带来带动两搬运夹板位置在最前端,再启动搬运推送气缸来推动搬运夹板向中间靠拢,并将纸垛夹持住,再次启动驱动装置的电机将该纸垛向下一个工位搬运,搬运至第一组掰纸组件,依次类推,将经过第一次掰纸后搬运至第二组掰纸组件,最后将纸垛搬运至出料输送带上,并且由出料输送带将其纸垛运输至指定位置,在出料输送带的末端,纸垛推送气缸推动两纸垛夹持底座位移至纸垛两侧,再启动纸垛夹持气缸来驱动纸垛夹持板向中间靠拢,并再次通过纸垛推送气缸将纸垛夹持至同一地方进行堆叠。
[0033]
显然,本实用新型的上述实施例仅仅是为清楚地说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型权利要求的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。