1.本发明涉及制袋领域,尤其涉及一种用于制备立体袋体的烫接、分切装置。
背景技术:
2.制袋机是一种用于制作包装袋的设备,塑料膜分为上膜和下膜分别导向输送后,在合适的位置进行重叠,重叠后的上膜与下膜经过横向与纵向的封边后构成多个袋体结构,最后利用切刀对其分切,形成多个袋体。
3.现有技术中的制袋机由于结构的限制,只能制备平面的薄膜袋体,而无法制备立体袋体。而随着社会的不断发展,平面袋体在很多情况下已经无法满足人们的存储需求,因此现有市面上亟需一种能够制备立体袋体的装置。
技术实现要素:
4.针对现有技术的不足,本发明提供了一种用于制备立体袋体的烫接、分切装置,对上下叠合的膜进行烫接、分切,以形成立体袋体的左右侧边,从而便于立体袋体的制备。
5.为实现上述目的,本发明提供了如下技术方案:
6.一种用于制备立体袋体的烫接、分切装置,其特征是:包括架体和依次安装于架体上的烫接机构、分切机构;
7.所述烫接机构包括平行设置的左烫刀组件和右烫刀组件,所述左烫刀组件和右烫刀组件均包括上烫刀组、下烫刀组以及带动上烫刀组和/或下烫刀组移动的驱动部件,在所述上烫刀组和下烫刀组之间形成薄膜烫接通道;
8.所述分切机构包括切刀,所述切刀位于左烫刀组件和右烫刀组件之间。
9.优选的,所述驱动部件为驱动气缸,所述上烫刀组或下烫刀组设置于驱动气缸的活塞杆上由驱动气缸带动上下移动。
10.优选的,所述下烫刀组的周边位置上设置有隔板,所述隔板间具有供下烫刀组穿过的开口。
11.优选的,所述分切机构还包括有切刀架,所述切刀安装于切刀架上,并通过切刀架安装于架体上。
12.优选的,所述架体上还设置有牵拉机构,所述牵拉机构位于分切机构的后道工位上,以拉动薄膜经过烫接机构以及分切机构。
13.优选的,所述架体上还设置有调距机构,所述调距机构包括导向辊组、升降板和驱动组件;
14.所述升降板安装于架体上;
15.所述导向辊组包括升降辊和固定辊,所述升降辊和固定辊均呈v形结构分布,并且在升降辊和固定辊之间同时形成两条供薄膜通过的薄膜通道,所述固定辊安装于架体上,所述升降辊设置于升降板上;
16.所述驱动组件安装于架体上,并且与升降板连接以带动升降板上下移动。
17.优选的,所述驱动组件包括伺服电机和滚珠丝杠副;
18.所述滚珠丝杠副设置于升降板和架体之间,所述伺服电机与滚珠丝杠副连接以带动升降板升降移动。
19.本发明的优点为:烫接机构配合分切机构能够将上下叠合的薄膜制成可以展开的立体袋体的左右两个侧面,因此将该装置整合至制袋机后,能够制备完整的立体袋体。
附图说明
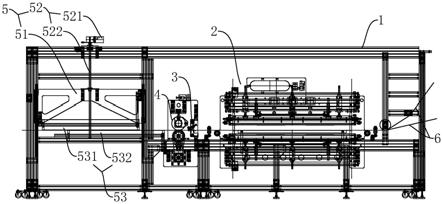
20.图1为本实施例所提供的用于制备立体袋体的烫接、分切装置的示意图;
21.图2为本实施例所提供的烫接机构的正视图;
22.图3为本实施例所提供的分切机构的示意图;
23.图4为本实施例所提供的调距机构的俯视图。
具体实施方式
24.结合图1至图4对本发明用于制备立体袋体的烫接、分切装置作进一步的说明。
25.一种用于制备立体袋体的烫接、分切装置,其特征是:包括架体1和沿薄膜6在架体1上的传送方向依次安装于架体1上的烫接机构2、分切机构3。所述烫接机构2包括平行设置的左烫刀组件21和右烫刀组件22,左烫刀组件21和右烫刀组件22的排列方向与薄膜6传送方向垂直,且左烫刀组件21和右烫刀组件22的延伸方向与薄膜6的传送方向相同。所述左烫刀组件21和右烫刀组件22均包括上烫刀组211、下烫刀组212以及带动上烫刀组211和/或下烫刀组212移动的驱动部件27,在所述上烫刀组211和下烫刀组212之间形成薄膜6烫接通道23。薄膜6经过烫接通道23时,上烫刀组211和下烫刀组212能够对上下叠合的薄膜6进行烫接,即在上下叠合的薄膜6上形成两条固定上下薄膜6的烫接封边。所述分切机构3包括切刀32,所述切刀32位于左烫刀组件21和右烫刀组件22之间。
26.具体的,所述驱动部件为驱动气缸27,所述上烫刀组211和下烫刀组212设置于对应驱动气缸27的活塞杆上由驱动气缸27带动上下移动。即本实施例中,上烫刀组211和下烫刀组212上均连接有驱动气缸27,驱动气缸27的缸体固定于架体1上,活塞杆与对应的烫刀组连接,以带动上烫刀组211和下烫刀组212相向或是背向移动,实现薄膜6的烫接,以及烫接后的分离。
27.所述下烫刀组212的周边位置上设置有隔板25,所述隔板25间具有供下烫刀组212穿过的开口26。即在架体1上设置有隔板架24,隔板25分为左隔板和右隔板,然后通过螺栓安装于隔板架24上,并且位于下烫刀组212的左右两侧。薄膜6传送时支撑于该隔板25上;在烫接完成后,该隔板25也能起到支撑作用,避免薄膜6的烫接部位随下烫刀组212同步下移的问题,能够使薄膜6与下烫刀组212有效分离。
28.所述分切机构3还包括有切刀架31,所述切刀32安装于切刀架31上,并通过切刀架31安装于架体1上,与薄膜6的两条烫接封边之间的部位对应,以将薄膜6从两条烫接封边之间切开。
29.所述架体1上还设置有牵拉机构4,牵拉机构由上牵拉辊和下牵拉辊组成。所述牵拉机构4位于分切机构3的后道工位上,以拉动薄膜6经过烫接机构2以及分切机构3。
30.所述架体1上还设置有调距机构5,所述调距机构5位于分切机构3的后道工序上,
所述调距机构5包括导向辊组53、升降板51和驱动组件52。所述升降板51通过一升降滑道安装于架体1上。所述导向辊组53包括升降辊531和固定辊532,所述升降辊531和固定辊532均具有两根,并且两根升降辊531呈v形结构分布,两根固定辊532呈v形结构分布,两根升降辊531与两根固定辊532两两平行设置,以在升降辊531和固定辊532之间同时形成两条供薄膜6通过的薄膜通道54,所述固定辊532安装于架体1上,所述升降辊531设置于升降板51上。所述驱动组件52安装于架体1上,并且与升降板51连接以带动升降板51上下移动。所述驱动组件52包括伺服电机521和滚珠丝杠副522。所述滚珠丝杠副522设置于升降板51和架体1之间,所述伺服电机521与滚珠丝杠副522连接以带动升降板51升降移动。该结构下,由于升降辊531和固定辊532相对于薄膜6的传送方向为倾斜状态,因此当升降辊531相对于固定辊532上下移动后,位于对应薄膜通道54内传送的薄膜会在垂直于薄膜6传送的方向上移动,以此实现对被切开后的两片薄膜之间的距离进行调节。
31.在具体使用时,薄膜6分为上下两层进入到架体1内,依次经过烫接机构2、分切机构3以及调距机构5。
32.在经过烫接机构2时,薄膜6处于传送过程时,对应的驱动气缸27带动上烫刀组211和下烫刀组212背向移动,使薄膜6在烫接通道23内移动,当移动至所需位置时,薄膜6停止传送即牵拉机构4停止牵拉,左烫刀组件21和右烫刀组件22中对应的驱动气缸27带动上烫刀组211和下烫刀组212相向移动,在薄膜6上形成两条用于固定上下薄膜6的烫接封边,驱动气缸27带动上烫刀组211和下烫刀组212复位;
33.薄膜6继续移动,经过分切机构3,薄膜6在移动过程中,切刀32从两条烫接封边之间将薄膜6切开,形成左右分布的左薄膜和右薄膜;
34.随着薄膜6的继续移动,左薄膜6和右薄膜6分别进入到两条薄膜通道54内,伺服电机521根据实际所需带动升降辊531进行升降,以对左薄膜6和右薄膜6之间的距离进行调节,以适应立体袋体所需的尺寸。在立体袋体中,该左薄膜6和右薄膜6能够成为立体袋体的左右侧面,以此便于后道工序中立体袋体的制备。
35.在立体袋体制备过程中,只需将本装置整合至对应的制袋机中,在左薄膜和右薄膜的上层膜上烫接上对应的薄膜,在左薄膜和右薄膜的下层膜上烫接上对应的薄膜,形成立体袋体的前后侧面,然后将袋体的两端再烫接,即可形成立体袋体结构。
36.本实施例中,上烫刀组211和下烫刀组212为现有技术,本实施例不作详细介绍。
37.如无特殊说明,本发明中,若有术语“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系是基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此本发明中描述方位或位置关系的用语仅用于示例性说明,不能理解为对本专利的限制,对于本领域的普通技术人员而言,可以结合附图,并根据具体情况理解上述术语的具体含义。
38.除非另有明确的规定和限定,本发明中,若有术语“设置”、“相连”及“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
39.以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。