1.本发明涉及碳化竹凉席生产技术领域,更具体地说,是一种碳化竹凉席生产设备。
背景技术:
2.在夏天,凉席是人们必不可少的床上用品,随着生活水平的提高,人们对凉席的要求也越来越高,竹凉席由于制作过程中不用经过化学加工,而且质感光滑、凉爽,尤其受人们的喜欢,碳化竹凉席是凉席中最受欢迎的种类之一。
3.在凉席生产过程中,需要经过竹子的切割、打磨以及拼装等一系列加工工序,其中,在最复杂的莫过于对若干个竹条的拼装成型工作。
4.传统对竹条进行拼装成型的设备多需要工作人员在一旁不断调节竹条的摆放状态,使得竹条的摆放一致,长时间工作,工作人员容易感到疲劳,影响整个生产的工作效率。
技术实现要素:
5.本发明的目的在于提供一种碳化竹凉席生产设备,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:一种碳化竹凉席生产设备,包括控制器、一组成型箱、安装座以及第一运料带,一组所述成型箱相对设置,控制器和安装座均设置在其中一个成型箱上,并且,所述第一运料带通过支架活动设置在安装座上,还包括:检测模块,设置在安装座上且位于第一运料带的工作面的一侧,用于检测第一运料带的工作面上输送的竹条的摆放状态;分料箱,活动设置在安装座上且位于相邻成型箱之间,所述分料箱至少包括箱体、第一料道和第二料道,第一料道和第二料道可将竹条导入不同位置的成型箱内;以及调节单元,设置在分料箱和安装座之间且与检测模块电性连接,用于转换第一料道和第二料道的位置;一组成型箱之间还设有第二运料带和第三运料带,第二运料带和第三运料带可将不同状态的竹条分别输送到不同位置的成型箱内。
7.本技术更进一步的技术方案:所述安装座上设有检测架,所述检测模块设置在检测架上,检测模块包括第一滚轮、转轴、轮座以及控制元件;所述轮座设置在检测架上,第一滚轮通过转轴与轮座活动连接,转轴和第一滚轮之间设有扭簧,所述控制元件设置在转轴和第一滚轮之间且可控制调节单元工作。
8.本技术更进一步的技术方案:所述控制元件包括导电头和导电条;所述导电头和导电条分别设置在转轴和第一滚轮上,导电条位于导电头的移动路径上。
9.本技术更进一步的技术方案:所述分料箱还包括若干组导料杆,所述第一料道以及第二料道的两端均设有导料杆。
10.本技术又进一步的技术方案:所述调节单元包括动力元件以及调节座;所述调节座活动设置在安装座上且与分料箱连接,动力元件设置在调节座和安装座之间且可控制调节座相对安装座运动。
11.本技术又进一步的技术方案:所述第一料道和第二料道内均设有触发模块,用于监测第一料道和第二料道内的竹条排出进度,第一流道和第二流道内的触发模块分别可控制第二运料带和第三运料带工作。
12.本技术又进一步的技术方案:所述触发模块包括滑动座、第二滚轮以及监测元件;所述滑动座活动设置在箱体上且两者弹性连接,第二滚轮活动设置在滑动座上,监测元件设置在滑动座和箱体之间。
13.采用本发明实施例提供的技术方案,与现有技术相比,具有如下有益效果:本发明实施例通过利用竹条的上、下表面摩擦系数不同,设置检测模块能够实时检测运输在第一运料带上的竹条的摆放状态,并且通过调节单元和分料箱之间的配合,实现了对第一运料带上不同摆放状态的竹条进行分类,使得相同摆放状态的竹条进入对应位置的成型箱内进行拼装成型工作,无需工作人员长期呆在装置旁辅助调整竹条的摆放状态,降低了劳动强度。
附图说明
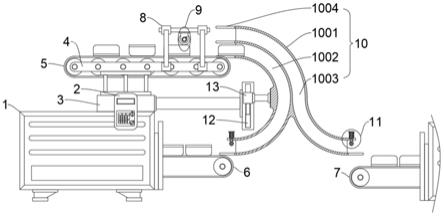
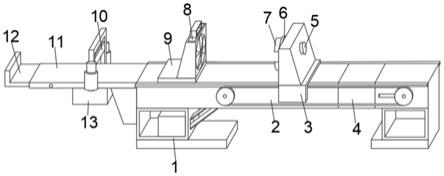
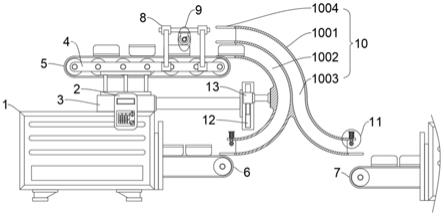
14.图1为本发明实施例中碳化竹凉席生产设备的结构示意图;图2为本发明实施例中碳化竹凉席生产设备中检测模块的结构示意图;图3为本发明实施例中碳化竹凉席生产设备中检测模块的截面图;图4为本发明实施例中碳化竹凉席生产设备中触发模块的结构示意图;图5为本发明实施例中碳化竹凉席生产设备中滑动座的结构示意图。
15.示意图中的标号说明:1
‑
成型箱、2
‑
控制器、3
‑
安装座、4
‑
支架、5
‑
第一运料带、6
‑
第二运料带、7
‑
第三运料带、8
‑
检测架、9
‑
检测模块、901
‑
第一滚轮、902
‑
轮座、903
‑
扭簧、904
‑
转轴、905
‑
导电条、906
‑
导电头、10
‑
分料箱、1001
‑
箱体、1002
‑
第一料道、1003
‑
第二料道、1004
‑
导料杆、11
‑
触发模块、111
‑
滑动座、112
‑
第二滚轮、113
‑
导电柱、114
‑
导电座、12
‑
电动伸缩杆、13
‑
调节座。
具体实施方式
16.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围,下面结合实施例对本发明作进一步的描述。
17.请参阅图1
‑
5,本技术的一个实施例中,一种碳化竹凉席生产设备,包括控制器2、一组成型箱1、安装座3以及第一运料带5,一组所述成型箱1相对设置,控制器2和安装座3均设置在其中一个成型箱1上,并且,所述第一运料带5通过支架4活动设置在安装座3上,还包括:检测模块9,设置在安装座3上且位于第一运料带5的工作面的一侧,用于检测第一运料带5的工作面上输送的竹条的摆放状态;
分料箱10,活动设置在安装座3上且位于相邻成型箱1之间,所述分料箱10至少包括箱体1001、第一料道1002和第二料道1003,第一料道1002和第二料道1003可将竹条导入不同位置的成型箱1内;以及调节单元,设置在分料箱10和安装座3之间且与检测模块9电性连接,用于转换第一料道1002和第二料道1003的位置;一组成型箱1之间还设有第二运料带6和第三运料带7,第二运料带6和第三运料带7可将不同状态的竹条分别输送到不同位置的成型箱1内。
18.在本实施例中示例性的,所述安装座3上设有检测架8,所述检测模块9设置在检测架8上,检测模块9包括第一滚轮901、转轴904、轮座902以及控制元件;所述轮座902设置在检测架8上,第一滚轮901通过转轴904与轮座902活动连接,转轴904和第一滚轮901之间设有扭簧903,所述控制元件设置在转轴904和第一滚轮901之间且可控制调节单元工作。
19.需要具体说明的是,所述控制元件包括导电头906和导电条905;所述导电头906和导电条905分别设置在转轴904和第一滚轮901上,导电条905位于导电头906的移动路径上。
20.当然,本实施例中的控制元件并非局限于上述一种机械替换结构,还可以采用一组触点或者一组电极片等代替,例如在转轴904和第一滚轮901的相对面上均设置触点,且触点之间相互接触,当第一滚轮901转动时,触点之间脱离触发调节单元工作,在此不做具体说明。
21.在实际应用时,通过第一运料带5运输加工完成的竹条,为了减少竹条表面对人体的伤害,竹条的上表面通常会进行抛光去刺处理,在第一运料带5输送竹条经过第一滚轮901时,当竹条正放状态且其上表面和第一滚轮901接触时,由于扭簧903的作用并且竹条和第一滚轮901之间的摩擦阻力没有达到足以带动第一滚轮901转动的数值,此时第一滚轮901静止,竹条顺着第一料道1002排到第二运料带6的表面并跟随第二运料带6进入同侧的成型箱1内进行凉席的拼装成型工作,如图1所示,并且当第一滚轮901与第一运料带5上倒放的竹条接触时,在两者之间的摩擦阻力作用下,带动滚轮转动,此时导电头906和导电条905之间接触,触发调节单元工作并控制分料箱10如图1所示方向下移,使得竹条顺着第二料道1003排到第三运料带7上,从而实现了对第一运料带5上不同摆放状态的竹条进行分类,使得相同摆放状态的竹条进入对应位置的成型箱1内进行拼装成型工作,无需工作人员长期呆在装置旁辅助调整竹条的摆放状态,降低了劳动强度。
22.请参阅图1,作为本技术另一个优选的实施例,所述分料箱10还包括若干组导料杆1004,所述第一料道1002以及第二料道1003的两端均设有导料杆1004。
23.在本实施例中示例性的,所述调节单元包括动力元件以及调节座13;所述调节座13活动设置在安装座3上且与分料箱10连接,动力元件设置在调节座13和安装座3之间且可控制调节座13相对安装座3运动。
24.需要特别说明的是,所述动力元件可以为线性电机、气缸或者液压缸,在本实施例中,所述动力元件优选为电动伸缩杆12,所述电动伸缩杆12连接在调节座13和安装座3之间,至于电动伸缩杆12的具体型号,在此不做具体限定。
25.在导电头906和导电条905之间接触时,触发电动伸缩杆12如图1所示状态收缩,从
而带动调节座13以及分料箱10下移,使得运料带上的料物顺着第二料道1003排到第三运料带7上,并且通过设置导料杆1004,方便第一料道1002和第二料道1003与第一运料带5、第二运料带6以及第三运料带7之间的衔接工作。
26.请参阅图1、图4和图5,作为本技术另一个优选的实施例,所述第一料道1002和第二料道1003内均设有触发模块11,用于监测第一料道1002和第二料道1003内的竹条排出进度,第一流道和第二流道内的触发模块11分别可控制第二运料带6和第三运料带7工作。
27.在本实施例中的一个具体情况中,所述触发模块11包括滑动座111、第二滚轮112以及监测元件;所述滑动座111活动设置在箱体1001上且两者弹性连接,第二滚轮112活动设置在滑动座111上,监测元件设置在滑动座111和箱体1001之间。
28.需要具体说明的是,所述监测元件可以为红外线测距传感器或者激光测距传感器等方式,在本实施例中,所述监测元件包括导电柱113和导电座114,所述导电柱113设置在箱体1001上,导电座114设置在滑动座111上,所述导电柱113位于导电座114的移动路径上。
29.在竹条从第一料道1002(或者第二料道1003)排出时,竹条与第二滚轮112相遇,带动第二滚轮112以及滑动座111如图4所示方向上移,使得导电柱113和导电座114之间相遇,进而触发第二运料带6(或者第三运料带7)工作并带动前一个竹条移动设定距离,进而保证相邻竹条之间的间距相同,方便后期成型箱1的拼装成型工作。
30.本技术的工作原理:通过第一运料带5运输加工完成的竹条,为了减少竹条表面对人体的伤害,竹条的上表面通常会进行抛光去刺处理,在第一运料带5输送竹条经过第一滚轮901时,当竹条正放状态且其上表面和第一滚轮901接触时,由于扭簧903的作用并且竹条和第一滚轮901之间的摩擦阻力没有达到足以带动第一滚轮901转动的数值,此时第一滚轮901静止,竹条顺着第一料道1002排到第二运料带6的表面并跟随第二运料带6进入同侧的成型箱1内进行凉席的拼装成型工作,如图1所示,并且当第一滚轮901与第一运料带5上倒放的竹条接触时,在两者之间的摩擦阻力作用下,带动滚轮转动,此时导电头906和导电条905之间接触,触发电动伸缩杆12如图1所示状态收缩,从而带动调节座13以及分料箱10下移,使得竹条顺着第二料道1003排到第三运料带7上,并且,在竹条从第一料道1002(或者第二料道1003)排出时,竹条与第二滚轮112相遇,带动第二滚轮112以及滑动座111如图4所示方向上移,使得导电柱113和导电座114之间相遇,进而触发第二运料带6(或者第三运料带7)工作并带动前一个竹条移动设定距离,进而保证相邻竹条之间的间距相同,方便后期成型箱1的拼装成型工作,整个流程实现了对第一运料带5上不同摆放状态的竹条进行分类,使得相同摆放状态的竹条进入对应位置的成型箱1内进行拼装成型工作,无需工作人员长期呆在装置旁辅助调整竹条的摆放状态,降低了劳动强度。
31.以上示意性的对本发明及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
32.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当
将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。