1.本技术涉及竹枪钉技术领域,尤其涉及一种竹枪钉及其生产方法。
背景技术:
2.cn101158369a公布了“竹质直排钉及其制造方法”,为竹材高质量应用提供了新方法和手段,但其制造参数不够精准,生产过程时间长、成品率较低,使用过程中出现了钉尾起毛、钉与钉之间有撕裂且竹钉打击过程中稳定性不足等问题。
技术实现要素:
3.本技术实施例的目的是提供一种竹枪钉及其生产方法,以解决生产过程成品率较低和使用过程中出现了钉尾起毛、钉与钉之间有撕裂、竹钉打击过程中稳定性不足的相关技术问题。
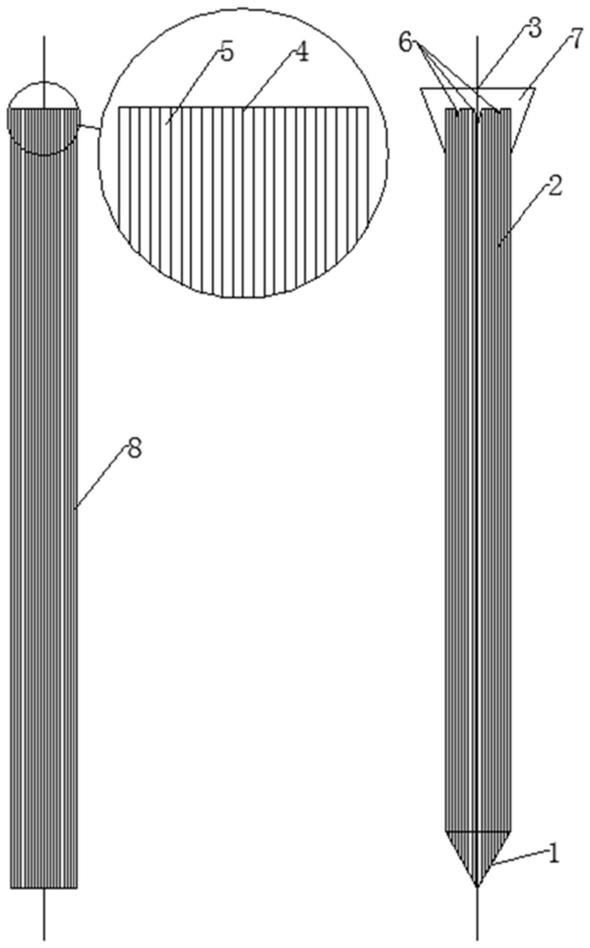
4.根据本技术实施例的第一方面,提供一种竹枪钉,其特征在于,所述竹枪钉由多枚厚度与宽度相等的竹钉并联粘接成排而成,所述竹钉的钉头(1)呈多边锲形或圆锥形,相邻两枚所述竹钉的钉体(2)之间有胶粘剂隔开,所述竹钉的钉尾(3)厚度大于所述钉体(2)厚度,分别呈方形或长方形,所述竹钉为强化层(4)与薄竹片层(5)一一间隔的层状结构,密度大于1200kg/m3。
5.根据本技术实施例的第二方面,提供第一方面所述的竹枪钉的生产方法,包括:
6.(1)单元加工:将竹段旋切成竹薄片;
7.(2)干燥:将(1)的竹薄片采用热压板干燥至含水率3%
‑
5%;
8.(3)强化:选用强化剂,采用浸渍方式对(2)的竹薄片进行强化处理,所述的强化剂的固体含量为10%
‑
15%,强化剂粘附量大于22%;
9.(4)干燥:将(3)的竹薄片采用热压板干燥至含水率为1%
‑
5%的竹薄片;
10.(5)组坯:将(4)的竹薄片按竹纤维同方向叠加,不同层的竹纤维夹角为0
‑
3.5
°
,组坯成层状结构的坯料;
11.(6)成型:将(5)的坯料置于热压机中热压成型,压力40
‑
120mpa,温度由强化剂的固化温度确定,热压时间70
‑
150s/mm厚度,压成厚度为2.0
‑
10.0mm的层状强化板;
12.(7)钉坯加工:将(6)的层压板在常温下或调温调湿房中存放4h以上,根据加工的各枪钉长度尺寸裁截成钉坯;
13.(8)机加工:根据枪钉的厚度规格,对(7)的钉坯进行两面的铣削和砂削,使钉头成锲形,钉尾端面挤压成与表面平行的深痕,深痕数量与钉体厚度正相关,数量至少1条,深痕的位置在钉尾端面的厚度中心面或其对称面上,深痕的深度为0.5
‑
2mm,厚度中部的深痕深度深,越靠近两表面的深痕深度浅,深痕的锥角为10
‑
40度;
14.(9)包端加工:将(8)的钉尾一端包裹抗压树脂层,所述的树脂层厚度为0.9
‑
2.8mm,两面在模具中挤压成燕尾形后固化成梯形,固化后钉尾端长边厚度是钉体厚度的1.5
‑
2.0倍;
15.(10)成条与成排:根据各枪钉的宽度进行快速冲割成条,对圆锥形钉头,通过自动回转式差速砂光机加工成圆锥形成条,最后将成条的枪钉侧向快速粘接成排,粘接面积为侧面面积的5%
‑
25%,制成成排的竹枪钉。
16.进一步地,所述竹段的竹龄为5年至8年。
17.进一步地,所述竹薄片的厚度为0.12
‑
0.25mm。
18.进一步地,所述钉体厚度小于3mm为1条,大于3mm为2
‑
3条。
19.进一步地,所述抗压树脂选自环氧树脂或改性异氰酸酯。
20.进一步地,所述竹薄片处于靠近竹青的1/3内竹壁厚度内。
21.进一步地,所述的自动回转式差速砂光机,是调整定位与砂削角度后的牙签砂光机。
22.进一步地,所述的梯形的梯形角为50
°‑
75
°
。
23.本技术的实施例提供的技术方案可以包括以下有益效果:
24.由上述实施例可知,本技术因为采用了厚度为0.12
‑
0.25mm的竹材旋切得到的薄片为制作单元,不仅厚度更薄,而且旋切的薄片背面肉眼不可见的纵向裂缝,解决了靠近竹青部竹片强化剂不易渗透的问题,有效提高了制成后钉坯的强度和刚性,既完善了竹枪钉的机械性能,又提高了竹钉打击过程的稳定性;由于采用第一次干燥后竹片的含水率控制在3%
‑
5%,提高了浸渍过程中的含水率梯度,进一步解决了靠近竹青部竹片强化剂不易渗透的问题,有效提高强化剂的粘附量;第二次干燥后竹片的含水率控制在1%
‑
5%,克服了施胶后竹片在高压高温胶合成型过程中出现的一些“鼓泡”、“滑片”现象,提高了钉坯的成品率和生产效率;采用组坯成层状结构中不同层的竹纤维夹角控制在0
‑
3.5
°
,大幅减少了冲割成条过程中侧面之间的撕裂起先毛情况,采用冲割成条再粘接成排的竹枪钉制作方法,克服了原技术采用铣刀加工后枪钉侧面撕裂而产生的不平整问题,同时也解决了铣削加工枪钉所用铣刀刃磨要求很高的问题;采用压力40
‑
120mpa,热压时间70
‑
150s/mm厚度,压成厚度为2.0
‑
10.0mm的层状强化板,提高了钉坯的力学性能,改善了制成枪钉后的竹钉稳定性,也使竹枪钉不仅在传统的板式家具、装饰等领域,而且可扩大至木结构建筑的构件连接上,提高了竹枪钉的应用范围和竹枪钉产品的品种;进行钉尾端面压深痕和包裹抗压树脂层处理,克服了原技术中竹钉打击后钉尾起毛的问题,既减少了竹枪钉尾部的冲击应力,增加了树脂层与竹钉坯的有效胶合面积,减少可能的冲击偏载对竹枪钉稳定性的影响,又改善了被钉接后工作表面的后期处理手段。
25.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。
附图说明
26.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本技术的实施例,并与说明书一起用于解释本技术的原理。
27.图1为本发明实施例提供的竹枪钉示意图。
28.图2是实施例1中的竹枪钉示意图,右端(钉尾)面为方形,左端(钉头)为圆锥形图。
29.图3是实施例2中的竹枪钉示意图,右端(钉尾)面为长方形,左端(钉头)为契形
……
30.图4是实施例3中的竹枪钉示意图,右端(钉尾)面为方形,左端(钉头)为契形图。
31.图中的附图标记有:钉头1、钉体2、钉尾3、强化层4、薄竹片层5、深痕6、抗压树脂层7、竹钉坯8。
具体实施方式
32.这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本技术相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本技术的一些方面相一致的装置和方法的例子。
33.在本技术使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本技术。在本技术和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。还应当理解,本文中使用的术语“和/或”是指并包含一个或多个相关联的列出项目的任何或所有可能组合。
34.实施例1:
35.参考图1和图2,本实施例提供一种竹枪钉,所述竹枪钉由多枚厚度与宽度相等的竹钉并联粘接成排而成,所述竹钉的钉头1呈锲形或圆锥形,相邻两枚所述竹钉的钉体2之间有胶粘剂隔开,所述竹钉的钉尾3厚度就是所述钉体2厚度的1.5倍,呈方形,所述竹钉为强化层4与薄竹片层5一一间隔的层状结构,密度为1310kg/m3。
36.上述的竹枪钉的生产方法,该方法可包括:
37.(1)单元加工:将竹龄为7
‑
8年的竹段旋切成厚度为0.13mm的竹薄片,所述竹薄片处于靠近竹青的1/3内竹壁厚度内。
38.(2)干燥:将(1)的竹薄片采用热压板干燥至含水率3%;
39.(3)强化:使用改性的酚醛树脂的强化剂,采用浸渍方式对(2)的竹薄片进行强化处理,所述的强化剂的固体含量为10.5%,强化剂粘附量为25%;需要说明的是,这里的改性的酚醛树脂,只要符合知晓强化剂的固体含量为10.5%,强化剂粘附量为25%,即可从1688市场购买得到。
40.(4)干燥:将(3)的竹薄片采用压板干燥至含水率为1.5%
‑
2.5%的竹薄片;
41.(5)组坯:将(4)的竹薄片按竹纤维同方向叠加,不同层的竹纤维夹角为0
‑2°
,组坯成层状结构的坯料;
42.(6)成型:将(5)的坯料置于热压机中热压成型,压力115mpa,温度为145℃,热压时间150s/mm厚度,压成厚度为9.5mm的层状强化板;
43.(7)钉坯加工:将(6)的层压板在常温下或调温调湿房中存放8h,根据加工的枪钉长度尺寸裁截成10cm的钉坯;
44.(8)机加工:根据枪钉的厚度规格,对(7)的钉坯进行两面的铣削和砂削,使钉头成锲形,钉尾端面挤压成与表面平行的深痕,深痕数量为3条,位置与钉尾端面的厚度中心对称,深痕的深度从中间向两面分别为2mm、1.2mm,深痕锥角为35度;
45.(9)包端加工:将(8)的钉尾一端包裹epo1551
‑
310环氧树脂层,使包裹的树脂层厚度达到2.6mm,两面在成型模具中挤压成燕尾形后固化成梯形(梯形角为70
°
),固化后钉尾端长边厚度是钉体厚度的1.5倍;
46.(10)成条与成排:根据枪钉的宽度进行快速冲割成条,通过自动回转式差速砂光机(调整定位与砂削角度为30
°
。)加工成圆锥形成条,最后将成条的枪钉侧向热塑性胶粘剂快速粘接成排,粘接面积为侧面面积的6%
‑
8%,制成成排的竹枪钉。
47.实施例2:
48.参考图3,本实施例提供一种竹枪钉,所述竹枪钉由多枚厚度与宽度相等的竹钉并联粘接成排而成,所述竹钉的钉头1呈多边锲形,相邻两枚所述竹钉的钉体2之间有胶粘剂隔开,所述竹钉的钉尾3厚度大于所述钉体2厚度,分别长方形,所述竹钉为强化层4与薄竹片层5一一间隔的层状结构,密度大于1280kg/m3。
49.上述的竹枪钉的生产方法,其特征在于,包括:
50.(1)单元加工:将竹龄为5
‑
6年的竹段旋切成厚度为0.18mm的竹薄片,所述竹薄片处于靠近竹青的1/4内竹壁厚度内。
51.(2)干燥:将(1)的竹薄片采用热压板干燥至含水率4%
‑
5%;
52.(3)强化:选用改性酚醛树脂为强化剂,采用浸渍方式对(2)的竹薄片进行强化处理,所述强化剂的固体含量为15%,强化剂粘附量为23%
‑
25%;需要说明的是,这里的改性的酚醛树脂,只要知晓所述强化剂的固体含量为15%,强化剂粘附量为23%
‑
25%,即可从1688市场上购买得到。
53.(4)干燥:将(3)的竹薄片采用热压板干燥至含水率为2%
‑
3.5%;
54.(5)组坯:将(4)的竹薄片按竹纤维同方向叠加,不同层的竹纤维夹角为0
‑3°
,组坯成层状结构的坯料;
55.(6)成型:将(5)的坯料置于热压机中热压成型,压力95mpa,温度为135
‑
140℃,热压时间80s/mm厚度,压成厚度为2.0mm的层状强化板;
56.(7)钉坯加工:将(6)的层压板在常温下或调温调湿房中存放4.5h,根据加工的枪钉长度尺寸裁截成22mm钉坯;
57.(8)机加工:根据枪钉的厚度规格,对(7)的钉坯进行两面的铣削和砂削,使钉头成锲形,钉尾端面挤压成与表面平行的深痕,深痕数量为1条,位置在钉尾端面的厚度中心,深度为0.5mm,深痕锥角为15度;
58.(9)包端加工:将(8)的钉尾一端包裹epo1551
‑
310环氧树脂层,控制树脂层厚度为0.9mm,两面在成型模具中挤压成燕尾形后固化成梯形(梯形角为50
°
),固化后钉尾端长边厚度是钉体厚度的2.0倍;
59.(10)成条与成排:根据各枪钉的宽度进行快速冲割成条,将成条的枪钉侧向快速粘接成排,粘接面积为侧面面积的10%
‑
15%,制成成排的竹枪钉。
60.实施例3:
61.参考图4,本实施例提供一种竹枪钉,所述竹枪钉由多枚厚度与宽度相等的竹钉并联粘接成排而成,所述竹钉的钉头1呈锲形,相邻两枚所述竹钉的钉体2之间有胶粘剂隔开,所述竹钉的钉尾3厚度大于所述钉体2厚度,分别呈方形,所述竹钉为强化层4与薄竹片层5一一间隔的层状结构,密度为1210kg/m3。
62.上述的竹枪钉的生产方法,其特征在于,包括:
63.(1)单元加工:将竹龄为6
‑
7年的竹段旋切成厚度为0.22mm竹薄片,所述竹薄片处于靠近竹青的1/3内竹壁厚度内。
64.(2)干燥:将(1)的竹薄片采用热压板干燥至含水率4%
‑
5%;
65.(3)强化:选用改性三聚氰胺树脂为强化剂,采用浸渍方式对(2)的竹薄片进行强化处理,所述强化剂的固体含量为12%
‑
13%,强化剂粘附量为22%
‑
23%;需要说明的是,这里的改性三聚氰胺树脂,只要知晓强化剂的固体含量为12%
‑
13%,强化剂粘附量为22%
‑
23%,即可从1688市场上购买得到。
66.(4)干燥:将(3)的竹薄片采用热压板干燥至含水率为3%
‑
4%;
67.(5)组坯:将(4)的竹薄片按竹纤维同方向叠加,不同层的竹纤维夹角为0
‑
3.5
°
,组坯成层状结构的坯料;
68.(6)成型:将(5)的坯料置于热压机中热压成型,压力50mpa,温度为135℃,热压时间70s/mm厚度,压成厚度为4.0mm的层状强化板;
69.(7)钉坯加工:将(6)的层压板在常温下或调温调湿房中存放6h,根据加工的枪钉长度尺寸裁截成32mm钉坯;
70.(8)机加工:根据枪钉的厚度规格,对(7)的钉坯进行两面的铣削和砂削,使钉头成锲形,钉尾端面挤压成与表面平行的深痕,深痕数量为2条,位置与钉尾端面的厚度中心对称,深痕的深度为1mm,深痕锥角为25度;
71.(9)包端加工:将(8)的钉尾一端包裹抗压改性异氰酸酯树脂层,控制树脂层厚度为1.8mm,两面在成型模具中挤压成燕尾形后固化成梯形(梯形角为50),固化后钉尾端长边厚度是钉体厚度的2倍;
72.(10)成条与成排:根据各枪钉的宽度进行快速冲割成条,将成条的枪钉侧向快速粘接成排,粘接面积为侧面面积的10%
‑
20%,制成成排的竹枪钉。
73.以上实施例1生产的竹枪钉,主要用于中大型木结构的连接,如现代木结构建筑构件的钉接,大型木板、桌腿、档之间的钉接;实施例2生产的竹枪钉,主要用于室内木质装饰材料的的钉接、一般木质(板式)家具、木质复合门、柜子等产品的构件钉接。实施例3生产的竹枪钉,主要用于密度较小木材或人造板构件之间的钉接。
74.通过上面的实施例得到的竹枪钉,生产过程成品率提高到99%以上,使用过程中没有出现了钉尾起毛、钉与钉之间有撕裂等情况,如果打击过程中没有碰到坚硬的节疤,竹钉稳定性明显提高。
75.本领域技术人员在考虑说明书及实践这里公开的内容后,将容易想到本技术的其它实施方案。本技术旨在涵盖本技术的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本技术的一般性原理并包括本技术未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本技术的真正范围和精神由下面的权利要求指出。
76.应当理解的是,本技术并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本技术的范围仅由所附的权利要求来限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。