1.本发明属于仓储领域,更具体的说涉及一种基于双工位堆垛机的仓库系统及其控制方法。
背景技术:
2.现有的配方库立体仓库中,同一货格内两个相邻货位中间没有立柱,两货位间距较小,而不同货格相邻的两个货位,因为存在立柱,所以货位间距较大。因此,在使用双工位堆垛机放货、取货时,同一货格内的两盘货物双工位堆垛机可以双叉同时动作进行放货、取货,而不同货格相邻两个货位由于间距大于了双工位堆垛机两个货叉的货叉间距,因此,堆垛机只能在完成第一盘货物的放货、取货后,通过平行移动,再执行第二盘货物的放货、取货。以上的运行方式,损失了双叉堆垛机的优势,增加了每次放货、取货的时间消耗,降低了工作效率。而且基于这样的货架设计,在以往的项目中,仓储管理系统在入库、出库货位时,就不会考虑双叉的同取同放,入库、出库所执行的策略并未激发双叉堆垛机的最大效率。同时,配方库立库入库、出库有其特殊之处,入库、出库时均按配方执行,入库时烟包绑定了配方信息,则出库时只要一确定配方基本就确定了出库的烟包。但现有使用双工位堆垛机的仓储系统,并未结合配方库的特性,将相同配方的烟包进行邻近的存放,导致出库时双工位堆垛机可能从相隔较远的两个不同货位进行取货,大大降低了处理效率。
技术实现要素:
3.为解决现存双工位堆垛机配方库仓储系统对双工位堆垛机使用效率低的技术问题,从整个仓储立库整体设计考虑,提出了使用相邻无差别货位,使用对应入库、出库的策略。策略结合考虑了配方库按配方批入、批出的特性,入库时给同一批中的烟包两两相邻分配货位,按配方出库时每一次选择同一配方的相邻两个烟包进行出库,在满足配方库按配方出库的特性前提下,充分发挥双工位堆垛机的入库、出库效率,从而提高整个仓储系统的运行效率。
4.为了实现上述目的,本发明是采用以下技术方案实现的:所述的仓库系统包括托盘输送线,用于底层电控控制的输送链机;双工位堆垛机:可以使用堆垛机的双叉,对两盘货物进行同取、同放;上位系统:用于控制入库、出库货位分配策略的计算机系统;仓库采用相邻无差别货位。
5.优选的,所述的控制方法包括入库方法和出库方法,入库方法采用以下步骤:步骤1、对第一个烟包创建烟包信息,计算出最优的入库巷道;步骤2、将第二个烟包也分配到第一个烟包所入库的堆垛机区域;步骤3、两个烟包都到达堆垛机取货站台后,通知堆垛机进行取货。
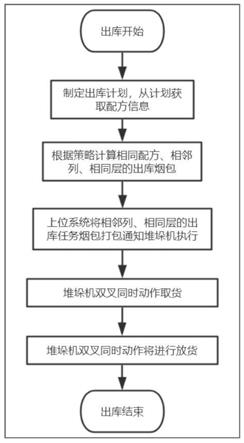
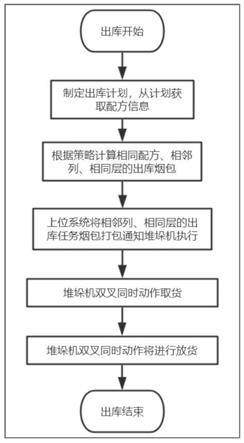
6.优选的,所述的出库方法采用以下步骤:步骤1、根据出库计划,获取到计划中的配方信息;步骤2、双工位堆垛机使用双叉同时将两个烟包卸货到堆垛机放货站台。
7.优选的,所述的步骤1、对第一个烟包创建烟包信息,计算出最优的入库巷道;详细步骤是,第一个烟包到达入库申请点,系统根据扫描到的烟包信息,核对当前使用的入库计划中是否需要包含这个等级的烟包,若不符合入库计划,则托盘停住报警,若符合入库计划,则系统创建烟包信息,并绑定计划中的配方,根据整个仓库货位均分、物料均分、当前任务均分的综合原则,计算出最优的入库巷道,并产生移动任务通知底层电控输送系统执行输送。
8.优选的,所述的步骤2将第二个烟包也分配到第一个烟包所入库的堆垛机区域;详细步骤是,第二个烟包到达同一入库申请点时,系统同样根据扫描到的烟包信息进行判断,若不符合入库计划,则输送线停止输送并报警,若符合入库计划,则系统根据入库策略,查找前一个烟包分配的入库堆垛机区域,并将第二个烟包也分配到第一个烟包所入库的堆垛机区域。
9.优选的,步骤3、两个烟包都到达堆垛机取货站台后,通知堆垛机进行取货,两个烟包都到达堆垛机取货站台后,底层电控系统通知上位系统烟包到达信息,上位系统根据入库策略,自动计算出两个在同一排货架相同层的两个相邻货位,并通知堆垛机进行取货。
10.优选的,步骤1和步骤2,采用以下具体方法实现,根据出库计划,获取到计划中的配方信息;根据出库计划,获取到计划中的配方信息,按出库策略筛选出满足配方要求的两个货位列相邻、层相同的两个烟包,产生出库任务并通知堆垛机执行,双工位堆垛机使用双叉同时取出两个烟包,并将烟包输送到堆垛机放货站台,双工位堆垛机使用双叉同时将两个烟包卸货到堆垛机放货站台。
11.优选的,所述的相邻无差别货位,是指货架任意两个相邻货位的货位间距均一致,都符合双工位堆垛机双叉同取同放的叉取范围。
12.优选的,所述的双工位堆垛机1号货叉对应的烟包,分配离1叉较近的货位,2号货叉对应的烟包分配离2叉较近的货位,不会发生1、2叉卸货时交叉放货的情况。
13.本发明有益效果:本发明解决现存双工位堆垛机配方库仓储系统对双工位堆垛机使用效率低的技术问题,从整个仓储立库整体设计考虑,提出了使用相邻无差别货位,使用对应入库、出库的策略。策略结合考虑了配方库按配方批入、批出的特性,入库时给同一批中的烟包两两相邻分配货位,按配方出库时每一次选择同一配方的相邻两个烟包进行出库,在满足配方库按配方出库的特性前提下,充分发挥双工位堆垛机的入库、出库效率,从而提高整个仓储系统的运行效率。
附图说明
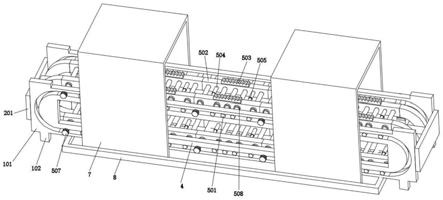
14.图1,为本发明货架示意图;图2,为烟包入库存放示意图;图3,为烟包出库取货示意图;图4,为入库流程图;图5,出库流程图;图6,为业务流程图。
具体实施方式
15.下面将结合本发明实施例和附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
16.实施例1:本发明提出的仓库系统组成包括:托盘输送线:即底层电控控制的输送链机;双工位堆垛机:可以使用堆垛机的双叉,对两盘货物进行同取、同放;上位系统:即控制入库、出库货位分配策略的计算机系统仓储货位设计相邻无差别货位包括:所有巷道均使用同层相邻列两货位间距无差别货架,货架同一货格两个相邻货位与相邻货格的两个相邻货位间距相同,均满足双工位堆垛机双叉的间距。堆垛机入库口取货站台、出库口卸货站台托盘停放两个工位的间距也与货位间距一致。普通货位与相邻无差别货位的示意图如附图1所示。
17.入库方法,步骤包括:系统按配方入库,入库烟包绑定配方信息。烟包到达入库申请点通过底层输送线申请入库,系统的入库策略控制每两个烟包入库申请都分配到同一个堆垛机所在的货位区域;两个烟包到达取货工位时,底层电控系统上报输送任务完成,系统按策略分配同层、相邻的两个货位给堆垛机取货站台的两个烟包,堆垛机将两个烟包同时双叉取货、双叉放货到货位。如图2,入库时到达堆垛机取货站台的两个烟包为同一到货批、同一配方的烟包,入库时就为烟包按批、按配方出库进行了搭配。
18.第一个烟包到达入库申请点,系统根据扫描到的烟包信息,核对当前使用的入库计划中是否需要包含这个等级的烟包,若不符合入库计划,则托盘停住报警,若符合入库计划,则系统创建烟包信息,并绑定计划中的配方,根据整个仓库货位均分、物料均分、当前任务均分的综合原则,计算出最优的入库巷道,并产生移动任务通知底层电控输送系统执行输送。
19.计算出最优的入库巷道方法为:让每个巷道货位载货率一致,避免某个巷道载货多,某个巷道载货少;在同一时间将入库任务均分到各个巷道,避免系统只按载货率一致的规则,引起只会入某个巷道的问题发生,降低整个系统的入库率;根据双包入库原则,检查同一入库站台前两条入库任务是否分配了同一巷道,若是分配了同一巷道,则循环查找下一可用巷道。若前两条入库任务并未分配同一巷道,则将当前任务分配到与上一条任务一致的巷道;入库巷道计算时,对所有可用巷道进行循环判断,若其中某一巷道不满足条件,则循环判断下一巷道,除非所有巷道不可用,否则必然会找出符合的入库巷道。
20.第二个烟包到达同一入库申请点时,系统同样根据扫描到的烟包信息进行判断,若不符合入库计划,则输送线停止输送并报警,若符合入库计划,则系统根据入库策略,查找前一个烟包分配的入库堆垛机区域,并将第二个烟包也分配到第一个烟包所入库的堆垛机区域。
21.两个烟包都到达堆垛机取货站台后,底层电控系统通知上位系统烟包到达信息,上位系统根据入库策略,自动计算出两个在同一排货架相同层的两个相邻货位,并通知堆
垛机进行取货。
22.堆垛机到达取货站台后,同时使用双工位的两个货叉对烟包进行取货,到达指定货位时,堆垛机同时双叉对烟包进行卸货。
23.对于尾盘烟包,输送设备在第一个烟包到达堆垛机取货站台后,等待一定的时间,若到达等待时间仍然没有第二个烟包到达堆垛机取货站台,则输送设备仅对一单个烟包进行入库申请,上位系统分配一个货位给这个烟包,堆垛机使用单叉将烟包存放到货位。
24.出库方法,步骤包括:上位系统根据出库工单,获取要出库的配方信息,根据策略计算符合该配方的烟包所在货位,并尽量做到出库所选择的烟包都在相邻列、相同层。之后通知双叉堆垛机到货位进行取货,堆垛机取货后将烟包运送到堆垛机放货站台。如图3所示同一到获批、同一配方的相邻两个烟包通过双工位堆垛机一次双叉动作继进行出库。
25.根据出库计划,获取到计划中的配方信息,按出库策略筛选出满足配方要求的两个货位列相邻、层相同的两个烟包,产生出库任务并通知堆垛机执行。
26.双工位堆垛机使用双叉同时取出两个烟包,并将烟包输送到堆垛机放货站台,双工位堆垛机使用双叉同时将两个烟包卸货到堆垛机放货站台。
27.本发明通过对仓库存储货位、堆垛机取放货站台的总体规划设计,结合配方库特有的按配方批入批出属性,对入库逻辑、出库逻辑进行更改,解决了以往双工位堆垛机项目无法真正意义上实现双叉同取同放、堆垛机工作效率低的问题。实现了与货位布局切合度较高的入库、出库策略。入库分配货位时,总是保证每个堆垛机均有两个烟包可以叉取、并且保证两个烟包所分配的货位属于相邻列、相同层,保证了入库效率。出库时按配方批出库的原则,分配两个相邻列、相同层的烟包进行出库,保证出库效率。通过以上设计及控制,整体提高了配方库仓储系统的工作效率、减少了系统的无效作业,降低了设备的能耗和磨损。
28.采用两个相邻货位中心间距均一致的货架,满足堆垛机双叉的叉货间距要求。堆垛机取放货站台烟包停放工位,同样也满足堆垛机双叉的叉货间距要求。
29.入库原理如图4流程图所示:第一个烟包到达入库申请站台时,底层输送设备发起入库申请,上位系统创建烟包信息进行配方绑定,根据库容均分、任务均分等原则,计算出符合要求的堆垛机控制区域(巷道),并通知底层系统将烟包向堆垛机取货站台进行输送。 第二个烟包到达入库申请站台时,底层输送设备发起入库申请,上位系统创建烟包信息进行配方绑定,根据上一烟包分配的堆垛机控制区域分配烟包输送的目标堆垛机取货站台。后续入库申请的第三个、第四个烟包按以上逻辑循环处理。
30.当第一个烟包到达堆垛机取货口后,系统循环判断第二个烟包是否到达堆垛机取货口,若第二个烟包也已经到达,则上位系统为第一、第二个烟包分配存放的货位。存放策略为第二个烟包优先分配离堆垛机取货口列数较小、且相邻列相同层为空的货位,第一个烟包分配与第二个烟包相同排、相同层、列数加1列的货位。分配或为后,上位系统通知双工位堆垛机进行烟包上架。堆垛机双叉同时进行取货,放货到货位时也是双叉叉同时动作。
31.入库策略:在入库巷道选择的基础上,系统将两个烟包输送到了同一巷道的堆垛机取货站台,此时,系统按策略对入库货位进行选择;堆垛机取货站台是两包烟包时,系统获取该巷道货位中列相邻、层相同的空闲货位信息;将获取到的空闲货位组按列、层升序排
列,找出离堆垛机取货口最近的空闲货位组;将筛选出的空货位组中列数小的货位分配给堆垛机取货站台外侧站台的烟包,将货位列数大的货位分配给堆垛机取货站台里侧站台的烟包。
32.为了解决最后一个烟包入库申请时无法组成两包同时入库的情况,对处于堆垛机取货站台的烟包进行了时间限制。若到达设定的等待时间堆垛机取货站台还只有一个烟包,则上位系统为单个烟包分配货位,并通知堆垛机执行取放货任务。
33.本发明出库原理如图5流程图所示:制定出库计划后,系统根据计划需求,获取配方信息。根据入库时烟包绑定的配方信息,出库策略锁定配方符合、相邻列、相同层的烟包产生出库任务。上位系统将此相邻货位的任务打包通知给双工位堆垛机,堆垛机对两个烟包进行双叉同取、同放的输送操作。
34.实施例2:配方库入库时创建入库计划,入库计划包含配方信息、入库烟包等级、入库数量等信息。来料烟包上均有rfid可以识别烟包等级信息。入库时,通过确认入库计划、识别烟包rfid信息进行入库烟包核对,核对正确则创建烟包信息绑定配方,同时按本发明原理进行入库货位分配,调动双工位堆垛机执行双叉同取同放的入库任务。出库时,创建出库计划,根据出库计划获取出库配方,从而根据本发明的出库策略锁定出库烟包进行出库。出库时扫描烟包上的rfid进行信息校验,若校验正确则正常出库投料,若校验错误,则将此烟包进行回库锁定,并紧急补料同等级烟包进行投料生产。业务流程如图6所示。
35.最后说明的是,以上优选实施例仅用于说明本发明的技术方案,而非限制尽管通过上述优选实施例已经对本发明进行了详细的描述,但本领域技术人员应当理解可以在形式上和细节上对其做出各种改变,而不偏离本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。