本发明涉及一种用于在片材上形成图像的成像设备。
背景技术:
传统上,电子照相类型的成像设备包括转印部和定影部,图像在转印部被转印到片材上,转印到片材上的图像在定影部被定影在片材上。此外,如日本专利申请特开(jp
‑
a)2012
‑
83416中所公开的,存在这样一种构造,其中,相对于片材进给方向在转印部与定影部之间设置有用于抽吸并进给带上的片材的进给装置。此外,如jp
‑
a 2014
‑
44232中所公开的,存在这样一种构造,其中,在转印部和定影部之间设置有弯曲检测装置,并且基于弯曲高度的检测结果来控制定影部的片材进给速度。然而,近年来,为了实现高图像质量和高生产率,转印部和定影部的装置的尺寸增大,相应地,在转印部和定影部之间通过进给装置进给片材的距离变长。在该构造中,例如,在对比转印部和定影部之间的距离长的细长片材进行弯曲控制的情况下,在片材被夹持于其中的转印夹持部和定影夹持部之间相对于片材进给方向的片材进给距离变长,从而存在无法使诸如片材弯曲等行为稳定因而无法进行弯曲控制的可能性。
技术实现要素:
本发明的主要目的是提供一种成像设备,在该成像设备中,细长片材在转印部和定影部之间受到弯曲控制,能够提高片材进给性能。根据本发明的一个方面,提供了一种成像设备,所述成像设备包括:图像承载构件,所述图像承载构件构造成承载调色剂图像;转印装置,所述转印装置包括转印夹持部,片材在所述转印夹持部中被夹持和进给,并且所述转印装置构造成将所述调色剂图像从所述图像承载构件转印到被夹持在所述转印夹持部中的所述片材上;定影装置,所述定影装置包括定影夹持部,所述片材在所述定影夹持部中被夹持和进给,并且所述定影装置构造成将由所述转印装置转印的所述调色剂图像定影在所述片材上;第一进给装置,所述第一进给装置包括第一环形带、第一拉伸构件和第一空气抽吸部,所述第一环形带具有透气性并且包括用于形成在其上进给所述片材的第一进给表面的第一带部分,所述第一拉伸构件用于可旋转地拉伸所述第一带部分,所述第一空气抽吸部能够通过经由所述第一带部分抽吸空气而将所述片材吸引到所述第一进给表面,并且所述第一进给装置构造成通过旋转所述第一带部分而将所述片材从所述转印装置朝向所述定影装置进给;第二进给装置,所述第二进给装置包括第二环形带、第二拉伸构件和第二空气抽吸部,所述第二环形带具有透气性并且包括用于在其上进给片材的第二进给表面的第二带部分,所述第二拉伸构件用于可旋转地拉伸所述第二带部分,所述第二空气抽吸部能够通过经由所述第二带部分抽吸空气而将所述片材吸引到所述第二进给表面,其中,所述第二进给装置相对于片材进给方向设置在所述第一进给装置的下游,并且构造成通过旋转所述第一带部分而将由所述第一进
给装置进给的所述片材朝向所述定影装置进给;高度检测装置,所述高度检测装置构造成根据所述片材在检测位置处距离所述第一进给表面的高度而输出信号,在所述检测位置处,当在垂直于所述片材进给方向的片材宽度方向上观察时,所述高度检测装置与所述第一进给装置重叠,并且所述检测位置相对于所述片材进给方向位于所述第一进给装置的中心的下游;和控制器,所述控制器构造成接收从所述高度检测装置输出的所述信号,并且构造成控制所述定影装置。本发明的其他特征将从以下参考附图对示例性实施例的描述中变得清楚。
附图说明
图1是本发明的实施例1的成像设备的结构示意图。图2是示出了实施例1中的二次转印部、带进给单元和定影部的剖视图。图3是实施例1中的带进给单元的透视图。图4是实施例1中的处于带被拆卸的状态下的带进给单元的透视图。图5是示出了实施例1的成像设备的控制结构的框图。图6是示出了由实施例1中的带进给单元进给片材的操作的流程的流程图。
具体实施方式
以下将参考附图对用于实施本发明的实施例进行描述。图1是实施例1的成像设备100的结构示意图。首先,参考图1,将描述成像设备100的结构。成像设备100包括用于进给片材的进给部100b以及用于进给(传送)由进给部100b进给的片材的片材进给(传送)部100d。此外,成像设备100包括成像部513、二次转印部57和带进给单元100e,成像部用于在片材上形成调色剂图像,调色剂图像在二次转印部转印到片材上,带进给单元用于将转印有调色剂图像的片材进给到定影部58。此外,成像设备100包括后进给部59,该后进给部用于进给通过定影部58定影有调色剂图像的片材。进给部100b包括片材在其中堆叠在提升装置52上的片材盒51,并包括用于送出(进给)堆叠在片材盒51中的片材s的片材进给装置53。作为片材进给装置53的片材进给方法,例如,存在利用辊的摩擦分离方式和利用空气的分离吸引方式,但是在图1中示出了使用利用空气的分离吸引方式的示例。另外,在成像设备100中,也可以采用通过利用辊的摩擦分离方式来进给片材的构造。从进给部100b进给的片材被设置在片材进给部100d中的多个辊对依次递送,然后被朝向二次转印部57进给。成像部513是所谓的串联型成像装置,其中,用于分别形成y(黄色)、m(品红色)、c(青色)和k(黑色)调色剂图像的电子照相型成像站py、pm、pc和pk布置成行(系列)。除了调色剂颜色彼此不同之外,成像站py、pm、pc和pk具有共同的构造。因此,在本实施例中,将描述成像站py的构造作为示例,将省略对成像站pm、pc和pk的构造的描述。另外,在图1中,成像站py、pm、pc和pk的组成元件通过分别添加后缀y”、“m”、“c”和“k”来表示。成像站py包括感光鼓1y、曝光装置511y、显影装置510y、初次转印装置507y和清洁器509y。成像部513包括作为图像承载构件的示例的中间转印带506,在图像承载构件上承载由成像站py、pm、pc和pk形成(可视化)的调色剂图像。中间转印带506在中间转印带506被驱动辊505、张紧辊504和内部转印辊503拉伸的状态下被支撑,并且通过驱动辊505的驱动而沿箭头b方向旋转。
二次转印辊56与由内部转印辊503从中间转印带506的内侧支撑的中间转印带506压接触,并且在其自身与中间转印带506之间形成二次转印夹持部n2。在本实施例中作为转印装置的二次转印部57由二次转印辊56、中间转印带506和内部转印辊503构成。通过二次转印夹持部n2之后残留在中间转印带506的表面上的转印残余调色剂和纸屑等由清洁装置去除。相对于片材进给方向fd设置在二次转印部57的下游侧的定影部58是用于通过热量和压力将调色剂图像定影在片材上的定影装置。定影部58包括其中具有加热器的加热辊582以及设置成可与加热辊582接触并与加热辊582配合形成定影夹持部n的相对辊583。此外,定影部包括用于检测加热辊582的表面温度的加热辊温度传感器以及用于检测相对辊583的表面温度的加压辊温度传感器。加热辊温度传感器和加压辊温度传感器被设置成将加热辊582和相对辊583的表面温度分别保持在适当的温度。相对于片材进给方向fd,在二次转印部57和定影部58之间设置有带进给单元100e。带进给单元100e由相对于片材进给方向fd设置在上游侧的第一带进给部10以及相对于片材进给方向fd设置在第一带进给部10的下游侧的第二带进给部20构成。稍后将描述带进给单元100e的构造。后进给部59将从定影部58排出的片材排出到成像设备100的设备主组件100a的外部。后进给部59包括用于反向进给片材的反向进给部501以及双面进给通道502,在该双面进给通道处进给由反向进给部501反转的片材,并且该双面进给通道与片材进给部100d的片材进给通道汇合。接下来将描述在成像设备100中在片材上形成图像的一系列流程。基于输入到成像设备100的成像作业,首先,感光鼓1y通过曝光装置511y曝光,使得静电潜像形成在感光鼓1y的表面上。静电潜像通过显影装置510y显影,从而被可视化为调色剂图像。承载在感光鼓1y的表面上的调色剂图像被初次转印到中间转印带506上。类似地,承载在其他感光鼓的表面上的调色剂图像通过初次转印装置507y依次重叠地初次转印到中间转印带506上。在作为本实施例中的转印夹持部的二次转印夹持部n2中,被初次转印在中间转印带506上的调色剂图像被二次转印到从进给部100b进给的片材s上。另外,中间转印带506由以一定速度旋转的驱动辊505旋转地驱动,由此在其圆周速度被保持为一定的转印速度的状态下旋转。因此,二次转印夹持部n2中的片材的进给速度是中间转印带506的圆周速度。以下将二次转印部57中的片材的进给速度称为“转印速度(速度)vt”。转印速度vt是在二次转印部57处转印调色剂图像时的片材进给速度。片材进给部100d的对齐辊对7在其旋转停止的状态下接收片材s,然后,与中间转印带506上的调色剂图像同步地开始旋转,使得片材s朝向二次转印夹持部n2被送出。在二次转印夹持部n2中,调色剂图像被转印到片材s上。由带进给单元100e从二次转印夹持部n2朝向定影部58进给转印有调色剂图像的片材s。在定影部58中,片材s被夹持在定影夹持部n中,(未定影的)调色剂图像在施加热量和压力的情况下被定影在片材s上。从定影部58送出的片材s由后进给部59排出。在片材的两个表面(正面和背面)上形成图像的情况下,从定影部58送出的片材被进给到反向进给部501,并且在被反向进给部501反转之后被朝向双面进给通道502进给。通过双面进给通道502将片材进给到片材进给部100d的进给路径。然后,与第一表面(正面)的情况类似地在第二表面(背面)上形成调色剂图像。
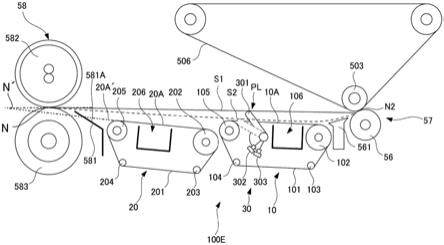
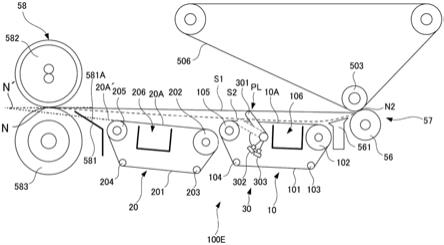
接下来,将描述本实施例中的带进给单元100e及其周边部分的详细构造。图2是示出了二次转印部57、带进给单元100e和定影部58的剖视图。在本实施例中,带进给单元100e包括作为第一进给装置的第一带进给部和作为第二进给装置的第二带进给部20。相对于片材进给方向fd,第一带进给部10设置在二次转印夹持部n2的下游,第二带进给部20设置在第一带进给部10的下游和定影夹持部n的上游。相对于片材进给方向fd,在带进给单元100e和二次转印夹持部n2之间设置有转印分离引导件561,其用于分离从二次转印夹持部n2进给的片材,并用于朝向带进给单元100e引导片材。此外,相对于片材进给方向fd,在带进给单元100e和定影夹持部n之间设置有定影前引导件581,其用于朝向定影夹持部n引导由带进给单元100e进给的片材。如图2所示,当在垂直于片材进给方向fd的片材的宽度方向上观察第一带进给部10时,第一带进给部10能够设置在比定影夹持部n低的位置。当在垂直于片材进给方向fd的片材的宽度方向上观察第二带进给部20时,第二带进给部20能够设置在比定影夹持部n低的位置。通过这种构造,将通过二次转印夹持部n的片材的前端沿着转印分离引导件561朝向第一带进给部10进给。此外,当在垂直于片材进给方向fd的片材的宽度方向上观察时,第一带进给部10的进给表面10a的下游端定位在第二带进给部20的进给表面20a的上游端的上方。通过这种布置,防止由第二带进给部20引起的由第一带进给部10进给的片材的弯曲。在本实施例中,第一进给表面是进给表面10a,第二进给表面是进给表面20a。此外,第二带进给部20沿着进给表面20a朝向定影部58进给片材。从进给表面20a朝向片材进给方向fd的下游侧延伸的假想线20a’在定影夹持部n相对于片材进给方向fd的下游侧与定影夹持部n的夹持线n’交叉。定影夹持部n的夹持线n’指的是定影夹持部n的各个切线中与加热辊582和相对辊583相接触的切线。通过这样的构造,沿着图2中从下向上延伸的交叉方向进给由第二带进给部20进给的片材。此外,相对于片材进给方向fd,在第二带进给部20和定影部58之间设置有在本实施例中作为引导构件的定影前引导件581。定影前引导件581包括用于将沿着进给表面20a进给的片材的前端朝向定影夹持部n引导的引导表面581a。当在垂直于片材进给方向fd的片材的宽度方向上观察时,定影前引导件581的引导表面581a定位在第二带进给部20的下游,并且与进给表面20a的假想线20a'交叉。通过这样的构造,在定影前引导件581在图2中从下向上与夹持线n’交叉的状态下由第二带进给部20进给的片材被定影前引导件581引导到定影夹持部n。另外,在定影夹持部n的各个切线中,夹持线n'存在于由接触加热辊582和相对辊583的切线形成的平面上。也就是说,在定影前引导件581在图2中从下向上与夹持线n’交叉的状态下片材被进给到定影夹持部n,因此,可以抑制加热辊582与片材上的未定影调色剂的接触。在本实施例中,第一带进给部10包括作为第一带部分的第一进给带101,可旋转地拉伸第一进给带101的第一驱动辊102,以及从动辊103、104和105。本实施例中的第一拉伸构件由第一驱动辊102和从动辊103、104和105构成。此外,第一带进给部10包括用于通过使第一驱动辊102旋转而使第一进给带101旋转的马达。第一进给带101是包括环形带(带101a、101b、101c、101d(图3))的构件,每个环形带均设置有多个孔,并且具有透气性,使得空气能够经由所述孔在第一进给带101的内周表面和外周表面之间穿过第一进给带101。此外,第一进给带101的内周表面内部设置有用于将片材吸引到第一进给带101的外周表面的
第一抽吸风扇106。图4是在第一进给带101和第二进给带201被拆卸的状态下的带进给单元100e的透视图。如图4所示,第一带进给部10设置有用于通过通气孔抽吸空气的第一抽吸风扇106。第一抽吸风扇106通过形成在第一进给带101中的多个孔从第一进给带101的外周表面朝向内周表面抽吸空气。第一抽吸风扇106设置有从第一进给带101的内侧朝向进给表面10a(图2)开口的通气孔,并且能够通过经由通气孔抽吸空气而将由第一进给带101进给的片材吸引到进给表面10a。也就是说,本实施例中的第一空气抽吸部是能够将片材吸引到进给表面10a的第一抽吸风扇106。如图2所示,当在垂直于片材进给方向fd的片材的宽度方向上观察时,通过二次转印夹持部n2的片材被进给到第一进给带101的上表面。也就是说,片材在通过二次转印夹持部n2之后被进给到由第一进给带101形成的进给表面10a。因此,在片材被第一抽吸风扇106的空气抽吸的影响吸引到进给表面10a的状态下片材被进给。此外,在本实施例中,第一驱动辊102旋转,使得第一进给带101对片材的进给速度v1变得略高于转印速度vt。由此,可以通过二次转印夹持部n2和第一进给带101之间的速度差防止片材的弯曲。另外,第一进给带101对片材的进给速度v1是第一进给带101的圆周速度。在本实施例中,第二带进给部20包括作为第二带部分的第二进给带201,可旋转地拉伸第二进给带201的第二驱动辊202,以及从动辊203、204和205。本实施例中的第二拉伸构件由第二驱动辊202和从动辊203、204和205构成。此外,第二带进给部20包括用于通过使第二驱动辊202旋转而使第二进给带201旋转的马达。第二进给带201是包括环形带(带201a、201b、201c、201d(图3))的构件,每个环形带均设置有多个孔,并且具有透气性,使得空气能够经由所述孔在第二进给带201的内周表面和外周表面之间穿过第二进给带201。此外,第二进给带201的内周表面的内部设置有用于将片材吸引到第二进给带201的外周表面的第二抽吸风扇206。如图4所示,第二带进给部20设置有用于通过通气孔抽吸空气的第二抽吸风扇206。此外,如图2和图4所示,相对于片材进给方向fd,第二抽吸风扇206的中心的位置也可以位于第二进给带201的中心的下游。由此,可以在片材被吸引到进给表面20a的状态下将片材进给到定影夹持部n。第二抽吸风扇206设置有从第二进给带201的内侧朝向进给表面20a(图2)开口的通气孔,并且能够通过经由通气孔抽吸空气而将由第二进给带201进给的片材吸引到进给表面20a。也就是说,本实施例中的第二空气抽吸部是能够将片材吸引到进给表面20a的第二抽吸风扇206。此外,第二抽吸风扇206对空气的抽吸力可以在用于朝向进给表面20a吸引片材的抽吸力和小于该抽吸力的抽吸力之间切换。在本实施例中,第二抽吸风扇206的能够朝向进给表面20a吸引片材的空气抽吸力是第一抽吸力。比用于朝向进给表面20a吸引片材的抽吸力小的抽吸力指的是例如其程度使得被吸引到进给表面20a的片材能够在进给表面20a上自由移动的抽吸力。第二抽吸风扇206的比能够将片材吸引到进给表面20a的抽吸力小的空气抽吸力是本实施例中的第二抽吸力。在本实施例中,也可以执行控制使得第一抽吸风扇106的空气抽吸力和第二抽吸风扇206的空气抽吸力为相同的抽吸力。如图2所示,当在垂直于片材进给方向fd的片材的宽度方向上观察时,通过第一进给带101的片材被进给到第二进给带201的上表面。也就是说,片材在通过进给表面10a之后
被进给到由第二进给带201形成的进给表面20a。因此,在片材通过第二抽吸风扇206的驱动被吸引到进给表面20a的状态下片材被进给。此外,在本实施例中,第二驱动辊202旋转,使得第二进给带201对片材的进给速度v2变得略高于第一进给带101对片材的进给速度v1。由此,可以通过第一进给带101和第二进给带201之间的速度差来防止片材的弯曲。另外,第二进给带201对片材的进给速度v2是第二进给带201的圆周速度。此外,在本实施例中,设置有用于在检测位置pl处检测片材距离进给表面10a的高度的高度检测装置30,该检测位置pl相对于片材进给方向fd位于第一带进给部10的第一抽吸风扇106的下游。另外,本实施例中的高度检测装置30的检测位置pl是最容易看到片材松弛(弯曲)的形成的位置,例如,相对于片材进给方向fd位于第一抽吸风扇106的稍微下游的一侧。但是,关于高度检测装置30的检测位置pl,检测位置pl也可以是相对于片材进给方向fd位于二次转印夹持部n2和定影夹持部n之间的任何位置。此外,在本实施例中,当从垂直于片材进给方向fd的片材的宽度方向观察时,高度检测装置30的检测位置相对于片材进给方向fd与带进给单元100e重叠。由此,相对于片材进给方向fd可以可靠地检测片材距离进给表面10a的高度。图3是带进给单元100e的透视图。如图3所示,第一进给带101包括带101a、101b、101c和101d。带101a、101b、101c和101d中的每一个是形成有多个孔的环形带,并且构成进给片材的第一进给带101的进给表面10a。如图3所示,带101a、101b、101c和101d相对于垂直于片材进给方向fd的宽度方向w以其间具有间隔的方式设置,并且高度检测装置30的检测位置pl设置在带101b和带101c之间。也就是说,在本实施例中,第一环形带是带101b,第二环形带是带101c,高度检测装置30的检测位置pl相对于宽度方向w设置在带101b和101c之间。另外,高度检测装置30的检测位置pl的定位位置除了图3所示的定位位置之外,也可以位于相对于宽度方向w相邻的带(例如,带101a和带101b)之间。此外,第一进给带101上的片材相对于宽度方向w的中心也可以设置在带101b和101c之间。通过这样的布置,在相对于宽度方向w以中心(线)为基础进行成像设备100中的片材的进给的情况下,可以相对于宽度方向w可靠地检测片材距离进给表面10a的高度。如图3所示,作为本实施例中的第二环形带的示例,第二进给带201包括带201a、201b、201c和201d。带201a、201b、201c和201d中的每一个是其中形成有多个孔的环形带,并且构成进给片材的第二进给带101的进给表面20a。如图3所示,带201a、201b、201c和201d相对于垂直于片材进给方向fd的宽度方向w以其间具有间隔的方式设置。高度检测装置30包括检测标记301,该检测标记能够根据在垂直于片材进给方向fd的宽度方向w上观察时片材距离进给表面10a的高度而移位。在本实施例中作为标记构件的检测标记301与由带进给单元100e进给的片材相互接触的位置是高度检测装置30的检测位置pl的示例。检测标记301根据由带进给单元100e进给的片材距离进给表面10a的高度而移位。在图2中,作为由带进给单元100e进给的片材距离进给表面10a的高度,按照在垂直于片材进给方向fd的宽度方向w上观察时的高度顺序示出了s1和低于s1的s2作为示例。本实施例中的第一位置是在相对于进给表面10a在s1上方检测到片材时检测标记301的位置。此外,本实施例中的第二位置是在相对于进给表面10a在s1和s2之间检测到片材时检测标记301的位置,本实施例中的第三位置是在相对于进给表面10a在s2下方检测到片材时检测标记301的位置。也就是说,在本实施例中,检测标记301能够按照高度顺序移位到第一位置、
第二位置和第三位置。此外,高度检测装置30包括传感器302和303,例如光电断路器,其能够根据检测标记301的位置在遮光状态和透光状态之间切换,并且根据其状态输出信号。当片材距离进给表面10a的高度高于s1时,作为本实施例中的第一传感器的传感器302变为透光状态,并输出off信号。另一方面,当片材距离进给表面10a的高度等于或低于s1时(在片材比s1更靠近进给表面10a的状态下),传感器302变为遮光状态,并输出on信号。此外,当片材距离进给表面10a的高度低于s2时,作为本实施例中的第二传感器的传感器303变为透光状态,并输出off信号。另一方面,当片材距离进给表面10a的高度等于或高于s2时(在s2比片材更靠近进给表面10a的状态下),传感器s303变为遮光状态,并输出on信号。也就是说,从高度检测装置30输出的信号取决于从传感器302输出的信号与从传感器303输出的信号的组合。在片材距离进给表面10a的高度大于s1的情况下,换句话说,在检测标记301位于s1上方的情况下,从高度检测装置30输出的信号是传感器302和303的off信号的组合。此外,当传感器302输出off信号时,检测标记301位于s1上方,因此传感器303变为遮光状态,并输出off信号。因此,在本实施例中,当传感器302输出off信号时,传感器303也输出off信号。本实施例中的第一信号对应于在形成传感器302和303的off信号的组合时从高度检测装置30输出的信号。此外,当检测标记302位于s1和s2之间时,从高度检测装置30输出的信号是传感器302的on信号和传感器303的off信号的组合。也就是说,本实施例中的第二信号对应于在形成传感器302的on信号和传感器303的off信号的组合时从高度检测装置30输出的信号。此外,当检测标记301位于s2下方时,高度检测单元30输出的信号是传感器302和303的on信号的组合。此外,在传感器303输出on信号时,检测标记301使传感器302处于遮光状态,因此在传感器303输出on信号时,传感器302也输出on信号。也就说,本实施例中的第三信号对应于在形成传感器302和303的on信号的组合时从高度检测装置30输出的信号。取决于传感器302和303的输出值的信号被发送到控制器305(图5)。另外,片材高度为s1的状态指的是,例如,在片材相对于片材进给方向fd在定影部58和二次转印部57之间被拉伸之前在与进给表面10a间隔开的位置处片材被进给的状态。此外,片材高度为s2的状态指的是在片材相对于片材进给方向fd在定影部58和二次转印部57之间过度松弛之前在最靠近进给表面10a的位置处片材被进给的状态。也就是说,当片材位于s1和s2之间时,在片材与进给表面10a间隔开的状态下并且在片材松弛的状态下片材被进给。因此,当从高度检测装置30输出的信号的组合是传感器302的on信号和传感器303的off信号时,在垂直于片材进给方向fd的宽度方向w上观察时,检测标记301位于s1和s2之间。此外,当从高度检测装置30输出的信号的组合是传感器302的on信号和传感器303的off信号时,在片材与进给表面10a间隔开的状态下并且在片材松弛的状态下片材被进给。换句话说,当在垂直于片材进给方向fd的宽度方向w上观察时检测标记301位于s1和s2之间时,片材处于与进给表面10a间隔开的状态并且处于松弛状态。另外,相对于片材进给方向fd,在对齐辊对7和二次转印夹持部n2之间也可以设置用于检测片材的片材检测传感器。片材检测传感器在相对于片材进给方向fd位于对齐辊对7和二次转印夹持部n2之间的检测位置处检测片材是否存在。从片材检测传感器输出的信号被发送到控制器305(图5),并用于判别片材的通过。通过检测位置pl的片材从第二进给带201被进给到定影部58。在定影部58中,例
如,加热辊582由诸如dc无刷马达的加热辊驱动马达旋转驱动。定影夹持部n中的片材进给速度可以改变。另外,定影夹持部n中的片材进给速度是指加热辊582的圆周速度。以下将定影部58的进给速度(即,定影夹持部n中的片材的进给速度)称为“定影速度(速度)vf”。这里,进给速度指的是在定影部58中将调色剂图像定影在片材上时的片材进给速度。也就是说,在加热辊582和相对辊583之间形成的定影夹持部n中,在以定影速度vf进给片材的同时将调色剂图像定影在片材上。接下来,将参考图5描述由本实施例的成像设备100中的带进给单元100e进给片材时的控制结构。图5是示出了本实施例的成像设备100的控制结构的框图。在本实施例中作为控制装置的控制器305构成为包括包含cpu和存储器的处理单元并且包括用于在其自身和外部装置之间建立通信的接口等。控制器305接收作业数据306,并且能够控制进给部100b、成像部513、定影部58、二次转印部57等。作为作业数据306,关于片材的种类的信息(例如,诸如片材的基重、片材的尺寸、普通纸或涂布纸的多条信息)被发送到控制器305。另外,作为作业数据306,使用其中关于片材的种类的信息被包括在从外部装置发送的作为成像作业的信息中的作业数据、根据成像设备100的操作部的操作而生成的作业数据等数据。这里,涂布纸是表面经过树脂涂布的片材。此外,控制器305接收从高度检测装置30输出的信号,换句话说,由传感器302和303中的每一个的on信号和off信号的组合构成的信号。控制器305基于接收到的信号控制定影马达mf、转印马达mt、用于驱动第一抽吸风扇106的马达fm1、用于驱动第二抽吸风扇206的马达fm2、用于驱动加热辊的驱动马达等马达的操作。控制器305能够通过控制定影马达mf的驱动来调节定影速度vf。此外,控制器305能够通过控制转印马达mt的驱动来调节转印速度vt。接下来,将参考图6描述本实施例的成像设备100中的带进给单元100e的控制流程。图6是示出了由本实施例中的带进给单元100e进给片材的操作流程的流程图。通过从成像设备100的操作部输入关于成像作业中的片材的尺寸、基重等信息或者通过从外部装置向成像设备100输入成像作业而开始该流程。此外,该流程主要由控制器305执行。当成像作业开始时,控制器305执行作业开始时的控制(s11)。在本实施例中的作业开始时的控制中,控制器305设定转印速度vt、第一带进给部10处的片材进给速度v1、第二带进给部20处的片材进给速度v2和定影速度vf,以满足v2>v1>vt并且vf>vt。进一步地,控制器305在v2>v1>vt且vf>vt的条件下开始片材的进给。此外,控制器305在成像作业开始时的控制中使第二抽吸风扇206处于on状态。另外,也可以使第一抽吸风扇106与第二抽吸风扇206一起处于on状态。随后,控制器305从包括在成像作业中的信息中获取关于片材相对于片材进给方向fd的长度的信息,并判别片材相对于片材进给方向fd的长度是否比二次转印夹持部n2和定影夹持部n之间的长度长(s12)。在片材相对于片材进给方向fd的长度比二次转印夹持部n2和定影夹持部n之间的长度短的情况下(s12:n),序列进行到s23。然后,当成像作业未结束时(s23:n),序列返回到s02,而当成像作业结束时(s23:y),流程结束。此外,当片材相对于片材进给方向fd的长度比二次转印夹持部n2和定影夹持部n之间相对于片材进给方向fd的长度长时(s12:y),带进给单元100e等待,直到片材的前端到达定影夹持部n(s13)。关于对于片材的前端是否到达定影夹持部n的判别,首先,在开始片材的进给之后,带进给单元100e等待,直到片材的前端被片材检测传感器检测到。然后,当
片材的前端到达片材检测传感器的检测位置时,测量从片材的前端到达检测位置的时间起所经过的时间,并且控制器305判别是否已经经过片材的前端到达定影夹持部n所需的时间。当从片材前端到达检测位置的时间起所经过的时间超过片材前端到达定影夹持部所需的时间时,控制器305判别片材前端到达定影夹持部n(s13:y)。当片材的前端到达定影夹持部n时,控制器305将第二抽吸风扇206的状态从on状态切换到off状态(s14)。这里,将描述通过第二抽吸风扇206在on状态和off状态之间的切换而对片材进行的相对于进给表面20a的操作模式。在第二抽吸风扇206的操作处于off状态的情况下,用于由第二抽吸风扇206通过第二进给带201抽吸空气的抽吸力(吸引力)是其程度使得片材可以相对于第二进给带201的进给表面20a自由地移动的抽吸力。第二抽吸力的一个示例是其程度使得片材可以相对于第二进给带201的进给表面20a自由移动的抽吸力。另一方面,在第二抽吸风扇206的操作处于on状态的情况下,用于由第二抽吸风扇206通过第二进给带206抽吸空气的抽吸力是其程度使得片材被吸引到第二进给带201的进给表面20a的抽吸力。这是因为通过驱动第二抽吸风扇206增加了空气抽吸力,因此出现了从第二进给带201的外周表面朝向内周表面产生气流并且片材被吸引到进给表面20a的现象。本实施例中的第一抽吸力的示例是用于将片材抽吸到第二进给带201的进给表面20a的抽吸力,并且第二抽吸力小于第一抽吸力。此外,第二抽吸风扇206的off状态不限于第二抽吸风扇206的操作静止的状态。也就是说,当第二抽吸风扇206的空气抽吸力小于其程度使得片材被吸引到进给表面20a的抽吸力并且是其程度使得片材可以相对于进给表面20a自由移动的抽吸力时,第二抽吸风扇206处于off状态。由此,在片材被夹持在二次转印夹持部n2和定影夹持部n中的状态下,可以抑制片材被吸引到进给表面20a。也就是说,可以在不将片材吸引到进给表面20a的情况下检测片材距离第一进给带101的进给表面10a的高度的状态。另外,当第二抽吸风扇206的空气抽吸力小于定影夹持部n中的片材夹持力时,防止夹持在定影夹持部n中的片材被吸引到进给表面20a。由此,被夹持在定影夹持部n中的片材未被拉向片材进给方向fd的上游侧,因此,能够抑制片材上的(未定影)调色剂的位置偏差。当第二抽吸风扇206处于off状态时,控制器305根据从高度检测装置30接收的信号判别片材距离进给表面10a的高度。具体地,控制器305根据从高度检测装置30接收的传感器302和303的信号的组合判别片材距离进给表面10a的高度。在传感器302的信号是off信号的情况下(s15:n),如上所述,off信号也从传感器303输出,因此,控制器305判别片材比s1更位于进给表面10a上方。此外,在这种情况下,片材相对于片材进给方向fd在定影部58和二次转印部57之间处于拉伸状态,并且处于片材在距离进给表面10a最远的位置处被进给的状态。在传感器302的信号为on信号的情况下(s15:y),控制器305使定影马达mf的驱动量减小,并在转印速度vt和定影速度vf之间建立速度关系vf<vt(s16)。由此,可以防止片材朝向定影部58过度拉伸。本实施例中的第二速度是比二次转印部57处的片材进给速度低时的定影部58的片材进给速度,即当转印速度vt和定影速度vf的速度关系为vf<vt时的定影速度vf。另一方面,来自传感器302的信号是on信号(s15:n),控制器305判别来自传感器303的信号是否是on信号(s17)。在传感器302的信号是on信号并且传感器303的信号也是on信号的情况下(s17:y),控制器305判别片材比s2更位于进给表面10a下方。此外,在这种情
况下,片材处于相对于片材进给方向fd在定影部58和二次转印部57之间过度松弛的状态,并且处于片材在最靠近进给表面10a的位置处被进给的状态(例如,处于与进给表面10a接触的状态)。在传感器302的信号是on信号并且传感器303的信号是on信号的情况下(s17:y),控制器305增加定影马达mf的驱动量,并在转印速度vt和定影速度vf之间建立速度关系vf>vt(s18)。这样,片材被拉向定影部58,因此,逐渐消除了片材上形成的松弛,从而可以防止形成片材的弯曲量变得过大的状态。本实施例中的第一速度是在二次转印部57处的片材进给速度,即转印速度vt。此外,本实施例中的第三速度是比二次转印部57处的进给速度低时的定影部58的片材进给速度,即当转印速度vt和定影速度vf的速度关系为vf>vt时的定影速度vf。在传感器302的信号是on信号并且传感器303的信号是off信号的情况下(s17:n),控制器305判别片材相对于进给表面10a位于s1和s2之间。此外,在这种情况下,相对于片材进给方向fd,在定影部58和二次转印部57之间,片材处于与进给表面10a间隔开的状态并且处于松弛状态。在传感器302的信号是on信号并且传感器303的信号是off信号的情况下(s17:n),控制器305在不改变定影速度vf的情况下继续片材的进给,序列进行到s19。因此,在本实施例中,在片材被夹持在二次转印夹持部n2和定影夹持部n中并且片材距离进给表面10a的高度使得片材与进给表面10a间隔开并且松弛的状态下,通过保持进给速度vf而继续片材的进给。如在步骤s16和s18中,在本实施例中,根据从高度检测装置30输出的信号来调整定影速度vf,因此,在成像作业的执行期间,vf<vt的关系在某些情况下会发生变化。也就是说,在有些情况下,在片材被夹持在二次转印夹持部n2和定影夹持部n中的状态下,片材的状态从片材被拉向片材进给方向fd的下游侧的状态变为片材松弛的状态。此时,如在步骤s14中,用于将片材吸引到进给表面20a的抽吸力减小,从而抑制片材相对于进给表面20a的突然位移。控制器305判别片材的后端是否通过二次转印夹持部n2(s19),并且重复从s15到s18的步骤,直到片材的后端通过二次转印夹持部n2。具体地,关于对于片材的后端是否通过二次转印夹持部n2的判别,例如,首先,在开始片材的进给之后,控制器305等待,直到片材的前端被片材检测传感器检测到。然后,当片材的前端到达片材检测传感器的检测位置时,测量从片材的前端到达检测位置的时间起所经过的时间,并且控制器305判别是否已经经过片材的后端通过二次转印夹持部n2所需的时间。当从片材前端到达检测位置的时间起所经过的时间超过片材后端通过二次转印夹持部n2所需的时间时,控制器305判别片材后端通过二次转印夹持部n2(s19:y)。当控制器305判别片材的后端通过二次转印夹持部n2时(s19:y),控制器305结束根据从高度检测装置30输出的信号调节的定影速度vf的调节操作(s15到s19)的执行(s20)。接下来,控制器305等待,直到片材的后端通过定影夹持部n(s21)。具体地,关于对于片材的后端是否通过二次转印夹持部n2的判别,例如,首先,控制器305等待,直到片材的前端被片材检测传感器检测到。然后,当片材的前端到达片材检测传感器的检测位置时,测量从片材的前端到达检测位置的时间起所经过的时间,并且控制器305判别是否已经经过片材的后端通过定影夹持部n所需的时间。当从片材的前端通过检测位置的时间起所经过的时间超过片材的后端通过定影夹持部n所需的时间时,控制器305判别片材的后端通过定
影夹持部n(s21:n)。当控制器305判别片材的后端通过定影夹持部n时(s21:y),控制器305将第二抽吸风扇206的状态从off状态切换到on状态(s22)。这样,后续片材的前端被吸引到进给表面20a,从而可以提高后续片材的进给效率。然后,当成像作业未结束时(s23:n),序列返回到s12,而当成像作业结束时(s23:y),流程结束。在本实施例中,在进给相对于片材进给方向fd的长度比二次转印夹持部n2和定影夹持部n之间相对于片材进给方向fd的长度长的片材(所谓的细长片材)时,能够抑制片材的过度松弛和过度拉伸。此外,通过抑制片材的过度松弛和过度拉伸,可以抑制二次转印部57处的不适当转印、不适当的片材进给等,因此可以兼容地实现片材进给性能的改进和图像质量的改进。此外,在本实施例中,转印速度vt和定影速度vf之间的速度关系根据被夹持在二次转印夹持部n2和定影夹持部n中的片材距离进给表面10a的高度而改变。具体地,在片材被定影夹持部n过度拉伸的状态下,定影速度vf降低,从而减轻片材朝向定影部58过度拉伸的程度。此外,在片材过度松弛的状态下,定影速度vf增大,从而减轻过度松弛的程度。此外,当检测片材距进给表面10a的高度时,防止片材被吸引到第二进给带201,从而可以可靠地检测片材距进给表面10a的高度。此外,在本实施例中,在片材与进给表面10a间隔开并且松弛的状态下在定影部58和二次转印部57之间进给片材的情况下,在不改变定影速度vf的情况下继续片材的进给。因此,在不对定影速度vf做出不必要的改变的情况下,片材可以在定影部58和二次转印部57之间稳定地被进给,而不会与进给表面10a接触。此外,由于仅需要以最低限度对定影速度vf做出改变,所以能够减小由于定影速度vf的频繁变化而导致的第一驱动辊102与从动辊103、104和105之间的对齐偏差的程度。此外,同样也能够减小第二驱动辊202和从动辊203、204和205之间的对齐偏差的程度。另外,在本实施例中,二次转印夹持部n2和定影夹持部n之间的长度设计成19英寸(483mm)以上。因此,在尺寸为使得其相对于片材进给方向fd的长度为19英寸以下的片材的情况下,在片材没有处于被夹持在二次转印夹持部n2和定影夹持部n两者中的状态下片材被进给。这里,相对于片材进给方向fd,从第二抽吸风扇206到定影夹持部n的长度被设置为一定程度的长度,使得片材相对于片材进给方向fd的长度短于预定长度。这里,长度比预定长度短的片材例如相对于片材进给方向fd为大约148mm,指的是在成像设备100中能够使用的片材中相对于片材进给方向fd的长度最短的片材。
60.此外,相对于片材进给方向fd,第一进给带201和第二进给带201的长度被设计成总是彼此相等。另外,在本实施例中,第一进给带101和第二进给带201具有相同的构造,实现了其部件的通用性,但是第一进给带101和第二进给带202的长度也可以彼此不同。例如,第一进给带101相对于片材进给方向fd的长度为二次转印夹持部n2和定影夹持部n之间的长度的3/10。此时,第二进给带201相对于片材进给方向fd的长度也可以为二次转印夹持部n2和定影夹持部n之间的长度的1/2。<其他实施例>
61.在实施例1中,描述了带进给单元100e构成为包括第一带进给部10和第二带进给部20的示例,但是带进给单元100e中也可以包括三个以上的带进给部。在这种情况下,使相
对于片材进给方向fd的下游带进给部中的片材进给速度高于相对于片材进给方向fd的上游带进给部中的片材进给速度。由此,可以抑制由于带进给部之间的片材进给速度的差异而导致的片材的弯曲。此外,在这种情况下,与高度检测装置30对应的结构可以理想地设置在相对于片材进给方向位于带进给单元100e的中心的稍微下游的一侧上。
62.此外,实施例1的构造也适用于直接转印型打印机,在该打印机中,调色剂通过作为转印装置的初次转印辊从作为图像承载构件的感光鼓直接转印到片材上。
63.实施例1中的控制器305包括中央处理单元(cpu)和存储器。cpu读取并执行存储在存储器中的程序,并与用于实现特定功能的各种功能部分协作执行成像设备的综合控制。存储器包括诸如只读存储器(rom)的非易失性存储介质和诸如随机存取存储器(ram)的易失性存储介质,并且其不仅构成程序和数据的存储区域,还构成cpu执行程序时的操作(工作)区域。此外,存储器是其中存储用于控制成像设备100的程序的非易失性存储介质的示例。另外,控制器305的各种功能也可以作为诸如asic的独立硬件安装在控制器的电路上,或者也可以作为由cpu或其他处理装置执行的程序的功能单元以软件的形式安装。
64.尽管已经参考示例性实施例对本发明进行了描述,但是应当理解,本发明不限于所公开的示例性实施例。对下列权利要求的范围应作最广义的解释,从而涵盖所有变型以及等同的结构和功能。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。