1.本发明涉及传感器加工技术领域,尤其涉及一种车辆称重平板传感器用点焊装置及使用方法。
背景技术:
2.汽车称重仪全称便携式超限超载汽车称重检测仪,又称车辆称重平板传感器,汽车称重仪是治超仪器中的一种,也是保护汽车的必备品。它的优点在于台面薄,重量轻,便于携带,有电子汽车衡中的笔记本之称。它可以治理超限运输,是路政部门有力遏制车辆超载超限的必备工具。它的优点在于重量轻,便于携带,用于公路治理超限超载运输,是路政交警部门有力遏制车辆超载超限的必备工具。
3.车辆称重平板传感器在生产时,点焊时其中的重要工序,但是现在很多车辆称重平板传感器点焊设备在使用时,无法对工件进行多角度点焊,且无法根据使用情况对点焊位置进行调节,为此我们提出一种车辆称重平板传感器用点焊装置及使用方法。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在的现在很多车辆称重平板传感器点焊设备在使用时,无法对工件进行多角度点焊,且无法根据使用情况对点焊位置进行调节的问题,而提出的一种车辆称重平板传感器用点焊装置及使用方法。
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种车辆称重平板传感器用点焊装置,包括底座、第一传动板和运动板,所述底座的顶部设置有带动所述第一传动板与所述运动板摆动的旋转盘,所述运动板的表面设置有衔接槽,所述衔接槽的内部滑动连接有调节板,所述调节板的内壁旋转连接有衔接块,所述衔接块的内部啮合有丝杆,所述运动板的表面旋转连接有升降杆。
7.优选的,所述底座的顶部滑动连接有支撑板,且支撑板的顶部固定连接有放置板,所述支撑板与放置板的表面均滑动连接有限位环,且限位环的顶部滑动连接有点焊头,所述限位环的侧面设置有调节机构,所述底座的表面位于限位环的侧面设置有控制机构。
8.优选的,所述第一传动板偏离于旋转盘的圆心设置,且第一传动板的长度大于旋转盘的直径,所述衔接槽为弧形设计。
9.优选的,所述衔接块与调节板的衔接点偏离于衔接块的中点,所述升降杆的侧面设置有尺寸大于运动板的工位槽,且升降杆通过运动板构成升降结构。
10.优选的,所述控制机构包括螺纹杆、套筒、第二传动板、控制盘、限位块、摆动杆、衔接板、嵌入块和控制板,所述螺纹杆设置于底座的顶部,且螺纹杆的表面啮合有两组套筒,两组所述套筒的表面均旋转连接有第二传动板,且第二传动板的表面旋转连接有控制盘,所述控制盘的表面旋转连接有限位块,且限位块的顶部贯穿有摆动杆,所述摆动杆的底部旋转连接有衔接板,且衔接板的表面旋转连接有嵌入块,所述嵌入块的表面滑动连接有控制板。
11.优选的,两组所述第二传动板与控制盘的衔接点均位于控制盘的中线上,且两组第二传动板互为平行设置,所述螺纹杆表面设置有旋向相反的两组螺纹。
12.优选的,所述限位块偏离于控制盘的圆心设置,且摆动杆与限位块相互垂直,所述嵌入块嵌入进控制板表面竖向设置的滑槽内部并与其滑动连接。
13.优选的,所述调节机构包括液压杆、滑杆、旋转杆、旋转板、嵌入杆、传动环、齿条、摆动板和齿轮,所述液压杆设置于限位环的侧面,且液压杆的输出端设置有滑杆,所述滑杆的尾部滑动连接有旋转杆,且旋转杆的侧面固定连接有旋转板,所述旋转板的侧面固定连接有嵌入杆,且嵌入杆的表面滑动连接有传动环,所述传动环的侧面固定连接有齿条,且齿条的侧面啮合有齿轮,所述齿轮的表面固定连接有摆动板。
14.优选的,所述摆动板与点焊头为固定连接,且限位环与齿轮的圆心位于同一直线上,且摆动板与限位环和齿轮的衔接点位于同一点。
15.本方案还提供一种车辆称重平板传感器用点焊装置的使用方法,包括以下步骤:
16.s1、当使用该装置时,首先,对点焊头的高度进行调节,面对不同的加工件,需要实时对点焊头的高度进行调节,可通过控制旋转盘旋转,由于第一传动板偏离于旋转盘的圆心设置,所以第一传动板会通过旋转盘的旋转而带动运动板围绕与调节板的衔接点进行摆动,随后升降杆会受到来自运动板的推力,使其在底座的内部向下运动,并带动与之固定连接的支撑板下降,随后支撑板会通过限位环带动点焊头下降,起到调节点焊头高度的目的,当需要调节点焊头的升降幅度时,可通过旋转丝杆,使得衔接块带动与自身旋转连接的调节板在衔接槽的内部滑动,调节板越接近升降杆时,运动板的摆动幅度也会随之缩小,升降杆的升降幅度也会随之变小。
17.s2、接着,控制点焊头对工件进行多角度打磨,将需要点焊的工件放在放置板上,随后通过液压杆拉动滑杆,由于滑杆嵌入在旋转杆表面螺纹状凹槽内,所以旋转杆会随着滑杆的滑动而旋转,并带动旋转板一同旋转,嵌入杆会通过旋转板的旋转在传动环的内部滑动,随后传动环会开始带动齿条向上滑动,并带动齿轮旋转,随后齿轮通过旋转会带动摆动板围绕与限位环的中心点进行摆动,并带动点焊头围绕限位环进行滑动,以此来实现点焊头对角度加工的目的。
18.s3、最后,对点焊头的位置进行调节,为了使点焊头能够对平板传感器的不同位置进行点焊,首先可通过电机控制螺纹杆旋转,由于螺纹杆上设置有旋向相反的两组螺纹,所以当螺纹杆旋转时,会带动两组套筒反向滑动,并通过与自身旋转连接的第二传动板对控制盘施加推力使其旋转,随后偏离控制盘圆心设置的限位块会在旋转时带动摆动杆在自身内部滑动,并通过自身构成左后摆动结构,在摆动杆摆动时,会对与自身旋转连接的衔接板施加推拉力,使得嵌入块在控制板表面设置的竖向滑槽内部滑动,随后控制板会带动与自身固定连接的限位环在支撑板的表面滑动,以此来对点焊头的位置进行调节。
19.与现有技术相比,本发明提供了一种车辆称重平板传感器用点焊装置,具备以下有益效果:
20.1、该车辆称重平板传感器用点焊装置,通过设置第一传动板,由于第一传动板偏离于旋转盘的圆心设置,所以第一传动板会通过旋转盘的旋转而带动运动板围绕与调节板的衔接点进行摆动,随后升降杆会受到来自运动板的推力,使其在底座的内部向下运动,并带动与之固定连接的支撑板下降,随后支撑板会通过限位环带动点焊头下降,起到调节点
焊头高度的目的;
21.2、该车辆称重平板传感器用点焊装置,通过设置丝杆,当需要调节点焊头的升降幅度时,可通过旋转丝杆,使得衔接块带动与自身旋转连接的调节板在衔接槽的内部滑动,调节板越接近升降杆时,运动板的摆动幅度也会随之缩小,升降杆的升降幅度也会随之变小,以此来达到调节点焊头升降幅度的目的;
22.3、该车辆称重平板传感器用点焊装置,通过设置滑杆,由于滑杆嵌入在旋转杆表面螺纹状凹槽内,所以旋转杆会随着滑杆的滑动而旋转,并带动旋转板一同旋转,嵌入杆会通过旋转板的旋转在传动环的内部滑动,随后传动环会开始带动齿条向上滑动,并带动齿轮旋转,为摆动板的摆动施加动力;
23.4、该车辆称重平板传感器用点焊装置,通过设置控制盘,控制盘旋转时,设置于控制盘圆心上的控制盘会在旋转时带动摆动杆在自身内部滑动,并通过自身构成左后摆动结构,在摆动杆摆动时,会对与自身旋转连接的衔接板施加推拉力,使得嵌入块在控制板表面设置的竖向滑槽内部滑动,以此来实现控制板左右滑动的目的;
24.5、该车辆称重平板传感器用点焊装置,可用性强,在使用时,可通过调节机构来对点焊头的角度进行调节,使其能够对角度对工件进行点焊,且在使用时,能对点焊头的位置以及位置进行变换,大大提升了该设备的灵活性能。
附图说明
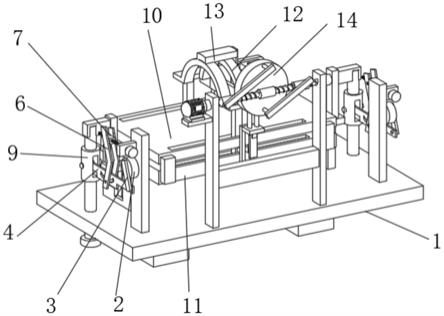
25.图1为本发明提出的一种车辆称重平板传感器用点焊装置的正面结构示意图;
26.图2为本发明提出的一种车辆称重平板传感器用点焊装置的左侧结构示意图;
27.图3为本发明提出的一种车辆称重平板传感器用点焊装置的限位环结构示意图;
28.图4为本发明提出的一种车辆称重平板传感器用点焊装置的运动板结构示意图;
29.图5为本发明提出的一种车辆称重平板传感器用点焊装置的调节机构结构示意图;
30.图6为本发明提出的一种车辆称重平板传感器用点焊装置的控制机构第一视角结构示意图;
31.图7为本发明提出的一种车辆称重平板传感器用点焊装置的控制机构第二视角结构示意图。
32.图中:1、底座;2、旋转盘;3、第一传动板;4、运动板;5、衔接槽;6、调节板;7、衔接块;8、丝杆;9、升降杆;10、放置板;11、支撑板;12、限位环;13、点焊头;14、控制机构;1401、螺纹杆;1402、套筒;1403、第二传动板;1404、控制盘;1405、限位块;1406、摆动杆;1407、衔接板;1408、嵌入块;1409、控制板;15、调节机构;1501、液压杆;1502、滑杆;1503、旋转杆;1504、旋转板;1505、嵌入杆;1506、传动环;1507、齿条;1508、摆动板;1509、齿轮。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
34.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便
于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
35.参照图1
‑
7,一种车辆称重平板传感器用点焊装置,包括底座1、第一传动板3和运动板4,底座1的顶部设置有带动第一传动板3与运动板4摆动的旋转盘2,运动板4的表面设置有衔接槽5,衔接槽5的内部滑动连接有调节板6,调节板6的内壁旋转连接有衔接块7,衔接块7的内部啮合有丝杆8,运动板4的表面旋转连接有升降杆9。
36.底座1的顶部滑动连接有支撑板11,且支撑板11的顶部固定连接有放置板10,支撑板11与放置板10的表面均滑动连接有限位环12,且限位环12的顶部滑动连接有点焊头13,限位环12的侧面设置有调节机构15,底座1的表面位于限位环12的侧面设置有控制机构14,通过设置控制机构14与调节机构15,能在使用时对点焊头13的角度以及位置进行实时调节,大大增强了该设备的灵活性能;
37.进一步的,第一传动板3偏离于旋转盘2的圆心设置,且第一传动板3的长度大于旋转盘2的直径,衔接槽5为弧形设计,由于第一传动板3偏离于旋转盘2的圆心设置,所以第一传动板3会通过旋转盘2的旋转而带动运动板4围绕与调节板6的衔接点进行摆动,随后升降杆9会受到来自运动板4的推力,使其在底座1的内部向下运动,并带动与之固定连接的支撑板11下降;
38.进一步的,衔接块7与调节板6的衔接点偏离于衔接块7的中点,升降杆9的侧面设置有尺寸大于运动板4的工位槽,且升降杆9通过运动板4构成升降结构,当需要调节点焊头13的升降幅度时,可通过旋转丝杆8,使得衔接块7带动与自身旋转连接的调节板6在衔接槽5的内部滑动,调节板6越接近升降杆9时,运动板4的摆动幅度也会随之缩小,升降杆9的升降幅度也会随之变小;
39.进一步的,控制机构14包括螺纹杆1401、套筒1402、第二传动板1403、控制盘1404、限位块1405、摆动杆1406、衔接板1407、嵌入块1408和控制板1409,螺纹杆1401设置于底座1的顶部,且螺纹杆1401的表面啮合有两组套筒1402,两组套筒1402的表面均旋转连接有第二传动板1403,且第二传动板1403的表面旋转连接有控制盘1404,控制盘1404的表面旋转连接有限位块1405,且限位块1405的顶部贯穿有摆动杆1406,摆动杆1406的底部旋转连接有衔接板1407,且衔接板1407的表面旋转连接有嵌入块1408,嵌入块1408的表面滑动连接有控制板1409,通过设置控制机构14,在工件进行点焊时,能够实时的对点焊头13的位置进行左右调节,使得点焊头13满足对工件不同位置进行加工的目的,与传统点焊设备相比,实用性进一步得到提高;
40.进一步的,两组第二传动板1403与控制盘1404的衔接点均位于控制盘1404的中线上,且两组第二传动板1403互为平行设置,螺纹杆1401表面设置有旋向相反的两组螺纹,由于螺纹杆1401上设置有旋向相反的两组螺纹,所以当螺纹杆1401旋转时,会带动两组套筒1402反向滑动,并通过与自身旋转连接的第二传动板1403对控制盘1404施加推力使其旋转;
41.进一步的,限位块1405偏离于控制盘1404的圆心设置,且摆动杆1406与限位块1405相互垂直,嵌入块1408嵌入进控制板1409表面竖向设置的滑槽内部并与其滑动连接,在摆动杆1406摆动时,会对与自身旋转连接的衔接板1407施加推拉力,使得嵌入块1408在控制板1409表面设置的竖向滑槽内部滑动,随后控制板1409会带动与自身固定连接的限位
环12在支撑板11的表面滑动,以此来对点焊头13的位置进行调节。
42.进一步的,调节机构15包括液压杆1501、滑杆1502、旋转杆1503、旋转板1504、嵌入杆1505、传动环1506、齿条1507、摆动板1508和齿轮1509,液压杆1501设置于限位环12的侧面,且液压杆1501的输出端设置有滑杆1502,滑杆1502的尾部滑动连接有旋转杆1503,且旋转杆1503的侧面固定连接有旋转板1504,旋转板1504的侧面固定连接有嵌入杆1505,且嵌入杆1505的表面滑动连接有传动环1506,传动环1506的侧面固定连接有齿条1507,且齿条1507的侧面啮合有齿轮1509,齿轮1509的表面固定连接有摆动板1508,通过设置调节机构15,能够控制点焊头13围绕限位板进行旋转,使得点焊头13能够满足对工件进行对角度点焊的目的;
43.进一步的,摆动板1508与点焊头13为固定连接,且限位环12与齿轮1509的圆心位于同一直线上,且摆动板1508与限位环12和齿轮1509的衔接点位于同一直线上,齿轮1509旋转时,会通过旋转会带动摆动板1508围绕与限位环12的中心点进行摆动,并带动点焊头13围绕限位环12进行滑动,以此来实现点焊头13对角度加工的目的。
44.本实施例还提供一种车辆称重平板传感器用点焊装置的使用方案,采用如上的装置,包括以下步骤:
45.s1、当使用该装置时,首先,对点焊头13的高度进行调节,面对不同的加工件,需要实时对点焊头13的高度进行调节,可通过控制旋转盘2旋转,由于第一传动板3偏离于旋转盘2的圆心设置,所以第一传动板3会通过旋转盘2的旋转而带动运动板4围绕与调节板6的衔接点进行摆动,随后升降杆9会受到来自运动板4的推力,使其在底座1的内部向下运动,并带动与之固定连接的支撑板11下降,随后支撑板11会通过限位环12带动点焊头13下降,起到调节点焊头13高度的目的,当需要调节点焊头13的升降幅度时,可通过旋转丝杆8,使得衔接块7带动与自身旋转连接的调节板6在衔接槽5的内部滑动,调节板6越接近升降杆9时,运动板4的摆动幅度也会随之缩小,升降杆9的升降幅度也会随之变小。
46.s2、接着,控制点焊头13对工件进行多角度打磨,将需要点焊的工件放在放置板10上,随后通过液压杆1501拉动滑杆1502,由于滑杆1502嵌入在旋转杆1503表面螺纹状凹槽内,所以旋转杆1503会随着滑杆1502的滑动而旋转,并带动旋转板1504一同旋转,嵌入杆1505会通过旋转板1504的旋转在传动环1506的内部滑动,随后传动环1506会开始带动齿条1507向上滑动,并带动齿轮1509旋转,随后齿轮1509通过旋转会带动摆动板1508围绕与限位环12的中心点进行摆动,并带动点焊头13围绕限位环12进行滑动,以此来实现点焊头13对角度加工的目的。
47.s3、最后,对点焊头13的位置进行调节,为了使点焊头13能够对平板传感器的不同位置进行点焊,首先可通过电机控制螺纹杆1401旋转,由于螺纹杆1401上设置有旋向相反的两组螺纹,所以当螺纹杆1401旋转时,会带动两组套筒1402反向滑动,并通过与自身旋转连接的第二传动板1403对控制盘1404施加推力使其旋转,随后偏离控制盘1404圆心设置的限位块1405会在旋转时带动摆动杆1406在自身内部滑动,并通过自身构成左后摆动结构,在摆动杆1406摆动时,会对与自身旋转连接的衔接板1407施加推拉力,使得嵌入块1408在控制板1409表面设置的竖向滑槽内部滑动,随后控制板1409会带动与自身固定连接的限位环12在支撑板11的表面滑动,以此来对点焊头13的位置进行调节。
48.本发明的工作原理是:该车辆称重平板传感器用点焊装置,在使用时,首先对点焊
头13的高度进行调节,面对不同的加工件,需要实时对点焊头13的高度进行调节,可通过控制旋转盘2旋转,由于第一传动板3偏离于旋转盘2的圆心设置,所以第一传动板3会通过旋转盘2的旋转而带动运动板4围绕与调节板6的衔接点进行摆动,随后升降杆9会受到来自运动板4的推力,使其在底座1的内部向下运动,并带动与之固定连接的支撑板11下降,随后支撑板11会通过限位环12带动点焊头13下降,起到调节点焊头13高度的目的,当需要调节点焊头13的升降幅度时,可通过旋转丝杆8,使得衔接块7带动与自身旋转连接的调节板6在衔接槽5的内部滑动,调节板6越接近升降杆9时,运动板4的摆动幅度也会随之缩小,升降杆9的升降幅度也会随之变小。
49.接着,控制点焊头13对工件进行多角度打磨,将需要点焊的工件放在放置板10上,随后通过液压杆1501拉动滑杆1502,由于滑杆1502嵌入在旋转杆1503表面螺纹状凹槽内,所以旋转杆1503会随着滑杆1502的滑动而旋转,并带动旋转板1504一同旋转,嵌入杆1505会通过旋转板1504的旋转在传动环1506的内部滑动,随后传动环1506会开始带动齿条1507向上滑动,并带动齿轮1509旋转,随后齿轮1509通过旋转会带动摆动板1508围绕与限位环12的中心点进行摆动,并带动点焊头13围绕限位环12进行滑动,以此来实现点焊头13对角度加工的目的。
50.最后,对点焊头13的位置进行调节,为了使点焊头13能够对平板传感器的不同位置进行点焊,首先可通过电机控制螺纹杆1401旋转,由于螺纹杆1401上设置有旋向相反的两组螺纹,所以当螺纹杆1401旋转时,会带动两组套筒1402反向滑动,并通过与自身旋转连接的第二传动板1403对控制盘1404施加推力使其旋转,随后偏离控制盘1404圆心设置的限位块1405会在旋转时带动摆动杆1406在自身内部滑动,并通过自身构成左后摆动结构,在摆动杆1406摆动时,会对与自身旋转连接的衔接板1407施加推拉力,使得嵌入块1408在控制板1409表面设置的竖向滑槽内部滑动,随后控制板1409会带动与自身固定连接的限位环12在支撑板11的表面滑动,以此来对点焊头13的位置进行调节。
51.以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。