1.本发明涉及钢化玻璃生产技术领域,具体涉及一种基于直线行走的单曲圆弧面钢化玻璃生产装置及方法。
背景技术:
2.当前,单曲圆弧面钢化玻璃生产方法主要是将玻璃加热至工艺要求的温度后被转送入成型钢化段进行冷淬获得产品,若按照玻璃在成型钢化段冷淬时的工艺方向划分,则有直线和螺线两种方式。
3.其中,直线方式是一种普遍应用的方式。成型钢化段由相对设置的下面部分和上面部分组成,分别包含多个互相平行的主梁和依附在主梁上的多个成型轮与多个吹风喷头,该主梁在玻璃成型后冷淬时工艺方向为与主梁平行的直线运动。由于主梁的存在与直线运动的叠加,在吹风喷头吹风冷淬时,造成玻璃上主梁和主梁空隙分别在玻璃的法向投影部位的冷却程度不一致、应力不均匀,钢化风斑严重,严重影响钢化玻璃强度和光学品质。
4.而螺线方式就是为了解决直线方式存在的问题所产生的,如专利号为cn107140814b的中国发明专利公开的一种单曲圆弧面钢化玻璃生产装置及方法,通过将成型轮的轴线与主梁轴线之间设置一定的夹角,且冷淬过程中,实现弯曲成单曲圆弧面的玻璃相对于各个成型轮外径母线组成的单曲圆弧面的运动轨迹呈螺旋线。该方法很好的解决了当前单曲圆弧面钢化玻璃钢化风斑严重的问题,提高了产品的光学品质,但是,该专利在实施时,存在以下技术问题:由于成型轮的轴线与主梁轴线之间设置一定的夹角,弯曲成单曲圆弧面的玻璃相对于各个成型轮外径母线组成的单曲圆弧面的运动轨迹呈螺旋线,因此,弯曲成单曲圆弧面的玻璃在运动过程中会不断的在垂直于生产工艺的行走方向上左右摆动,而为了防止弯曲成单曲圆弧面的玻璃暴露在成型段的外侧影响光学品质,势必要增大成型段的有效宽度及尺寸,以及由此要增大加热炉以及装载和卸载装置的有效宽度,不仅造成设备有效资源的浪费,还会增加设备的自身成本和运行成本,对其安装场地的要求也增高,不利于其大范围的使用。
技术实现要素:
5.有鉴于此,本发明的目的是提供一种基于直线行走的单曲圆弧面钢化玻璃生产装置及方法。
6.为了达到上述目的,本发明所采用的技术方案是:基于直线行走的单曲圆弧面钢化玻璃生产装置,包括加热段和成型段,所述的成型段由相对设置的下面部分和上面部分组成,其中,所述成型段的下面部分包括多根互相平行的主梁、多个吹风喷头、多个成型轮及其传动系统,多个成型轮和吹风喷头均安装在主梁上,吹风喷头朝向玻璃;多个成型轮的外径母线组成的面既可以展开成一个平面或连续的曲面,也可以弯曲成轴心平行于玻璃冷淬工艺方向的单曲圆弧面;所有的成型轮同步旋转且速率相同;所述成型段的上面部分包
括多根互相平行的主梁和多个吹风喷头,所述吹风喷头安装在主梁上,且朝向玻璃;所述成型段的下面部分与上面部分中至少有一个部分所包括的多根互相平行的主梁相对于玻璃冷淬工艺方向倾斜设置,且安装在下面部分上的成型轮的旋转轴线与玻璃冷淬工艺方向垂直。
7.优选的,成型段的下面部分所包括的多根互相平行的主梁相对于玻璃冷淬工艺方向倾斜设置,倾斜角a为锐角。
8.或者,成型段的上面部分所包括的多根互相平行的主梁相对于玻璃冷淬工艺方向倾斜设置,倾斜角b为锐角。
9.或者,成型段的下面部分与上面部分两者所包括的多根互相平行的主梁均相对于玻璃冷淬工艺方向均倾斜设置,倾斜角分别为a和b,且两者均为锐角。
10.进一步的,所述倾斜角a与倾斜角b大小相等。
11.进一步的,多根互相平行的主梁的两端均通过铰链联接板固定连接。
12.进一步的,安装在同一根主梁上的成型轮和吹风喷头交错设置,且所述成型轮等距离安装在主梁上。
13.本发明基于直线行走的单曲圆弧面钢化玻璃生产装置的生产方法,包括以下过程:加热过程:玻璃在加热段中被加热至工艺要求的温度,呈软化状态,然后被送出;转送过程:成型钢化段内的各个成型轮外径母线组成一个水平面或者连续的曲面,传送玻璃进入;成型过程:成型钢化段的各个成型轮外径母线组成的水平面或者连续的曲面弯曲成一个单曲圆弧面,加热后软化的玻璃在重力的作用下紧贴成型轮随之弯曲成一个单曲圆弧面;冷淬过程:弯曲成单曲圆弧面的玻璃相对于各个成型轮外径母线组成的单曲圆弧面不停地运动,同时上、下表面的吹风喷头吹风冷淬,直到完成钢化;在冷淬过程中,弯曲成单曲圆弧面的玻璃沿玻璃冷淬工艺方向做直线运动。
14.进一步的,所述的弯曲成单曲圆弧面的玻璃沿玻璃冷淬工艺方向做往复运动。
15.进一步的,所述的弯曲成单曲圆弧面的玻璃沿玻璃冷淬工艺方向做单向运动。
16.与现有技术相比,本发明的有益效果是:本发明通过将成型段的下面部分与上面部分中至少有一个部分所包括的多根互相平行的主梁相对于玻璃冷淬工艺方向倾斜设置,且安装在下面部分上的成型轮的旋转轴线与玻璃冷淬工艺方向垂直,使得在冷淬过程中,弯曲成单曲圆弧面的玻璃沿玻璃冷淬工艺方向即各个成型轮的外径切线方向做直线运动,从而可有效的防止弯曲成单曲圆弧面的玻璃暴露在成型段的外侧而影响光学品质,进而可缩小成型段的宽度及尺寸,不仅能起到节约资源的目的,对安装场地的要求也明显下降,利于大范围推广使用。
附图说明
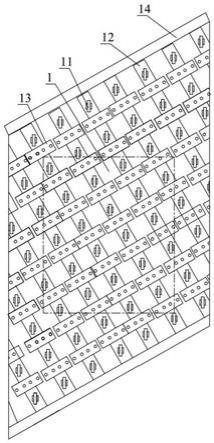
17.图1为本发明在冷淬过程中弯曲成单曲圆弧面的玻璃相对于各个成型轮外径母线组成的单曲圆弧面的运动轨迹示意图;图2为能实现本发明的成型钢化段展开成平面时的示意图;
图3为图2沿a
‑
a向剖视并旋转一定角度后的结构示意图;图4为图2的左视图;图5为成型段下面部分所包括的其中一根主梁与玻璃冷淬工艺方向的位置关系示意图;图6为能实现本发明的成型钢化段弯曲成曲面的示意图;图7为成型段上面部分所包括的其中一根主梁与玻璃冷淬工艺方向的位置关系示意图;图中标记:1、各个成型轮外径母线组成的面,2、玻璃,21、玻璃在冷淬过程中的另一个位置,22、玻璃在冷淬过程中的第三个位置,11、成型轮,12、主梁,13、吹风喷头,14、铰链联接板。
具体实施方式
18.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.基于直线行走的单曲圆弧面钢化玻璃生产装置,包括加热段和成型段,如图2
‑
图4所示,所述的成型段由相对设置的下面部分和上面部分组成,其中,所述成型段的下面部分包括多根互相平行的主梁12、多个吹风喷头13、多个成型轮11及其传动系统,多个成型轮11和吹风喷头13均安装在主梁12上,吹风喷头13朝向玻璃2;多个成型轮11的外径母线组成的面1既可以展开成一个平面或连续的曲面,也可以弯曲成轴心平行于玻璃冷淬工艺方向的单曲圆弧面;如图2所示为能实现本发明的成型钢化段展开成平面时的示意图,如图6所示为能实现本发明的成型钢化段弯曲成曲面的示意图。
20.如图1所示,在各个成型轮外径母线组成的面1上建立空间坐标系,其中玻璃冷淬工艺方向即为各个成型轮的外径切线方向,具体为图1中的y轴方向。
21.所有的成型轮11同步旋转且速率相同;所述成型段的上面部分包括多根互相平行的主梁12和多个吹风喷头13,所述吹风喷头13安装在主梁12上,且朝向玻璃2;所述成型段的下面部分与上面部分中至少有一个部分所包括的多根互相平行的主梁12相对于玻璃冷淬工艺方向倾斜设置,且安装在下面部分上的成型轮11的旋转轴线与玻璃冷淬工艺方向垂直。
22.实施例1如图5所示,成型段的下面部分所包括的多根互相平行的主梁12相对于玻璃冷淬工艺方向倾斜设置,倾斜角a为锐角,此处需要说明的是,本实施例对成型段的上面部分所包括的多根互相平行的主梁12的设置方向不做限制,其可以沿玻璃冷淬工艺的方向设置,也可以相对于玻璃冷淬工艺方向倾斜设置。
23.实施例2如图7所示,成型段的上面部分所包括的多根互相平行的主梁12相对于玻璃冷淬工艺方向倾斜设置,倾斜角b为锐角。此处需要说明的是,本实施例对成型段的下面部分所包括的多根互相平行的主梁12的设置方向不做限制,其可以沿玻璃冷淬工艺的方向设置,
也可以相对于玻璃冷淬工艺方向倾斜设置。
24.实施例3成型段的下面部分与上面部分两者所包括的多根互相平行的主梁12均相对于玻璃冷淬工艺方向均倾斜设置,倾斜角分别为a和b,且两者均为锐角,成型段的下面部分与上面部分所包括的其中一根主梁与玻璃冷淬工艺方向的位置关系示意图分别如图5和图7所示。
25.实施例4本实施例与实施例3的区别在于,为了达到最佳的冷淬效果,进一步所述倾斜角a与倾斜角b大小相等。
26.实施例5本实施例在实施例1
‑
4的基础上,进一步将多根互相平行的主梁12的两端均通过铰链联接板14固定连接,本实施例中,铰链联接板与主梁12间垂直设置。
27.为了达到最佳的冷淬效果,安装在同一根主梁12上的成型轮11和吹风喷头13交错设置,且所述成型轮11等距离安装在主梁12上。
28.本发明基于直线行走的单曲圆弧面钢化玻璃生产装置的生产方法,包括以下过程:加热过程:玻璃在加热段中被加热至工艺要求的温度,呈软化状态,然后被送出;转送过程:成型钢化段内的各个成型轮外径母线组成一个水平面或者连续的曲面,传送玻璃进入;成型过程:成型钢化段的各个成型轮外径母线组成的水平面或者连续的曲面弯曲成一个单曲圆弧面,加热后软化的玻璃在重力的作用下紧贴成型轮随之弯曲成一个单曲圆弧面;冷淬过程:弯曲成单曲圆弧面的玻璃相对于各个成型轮外径母线组成的单曲圆弧面不停地运动,同时上、下表面的吹风喷头吹风冷淬,直到完成钢化;其特征在于:在冷淬过程中,弯曲成单曲圆弧面的玻璃沿玻璃冷淬工艺方向做直线运动。
29.所述的弯曲成单曲圆弧面的玻璃沿玻璃冷淬工艺方向做往复运动或单向运动。
30.本发明通过将成型段的下面部分与上面部分中至少有一个部分所包括的多根互相平行的主梁相对于玻璃冷淬工艺方向倾斜设置,且安装在下面部分上的成型轮的旋转轴线与玻璃冷淬工艺方向垂直,使得在冷淬过程中,弯曲成单曲圆弧面的玻璃沿玻璃冷淬工艺方向即各个成型轮的外径切线方向做直线运动,从而可有效的防止弯曲成单曲圆弧面的玻璃暴露在成型段的外侧而影响光学品质,进而可缩小成型段的宽度及尺寸,不仅能起到节约资源的目的,对安装场地的要求也明显下降,利于大范围推广使用。
31.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。