1.本发明涉及粉料集装箱运输终端卸料及泵送设备技术领域,具体是一种移动式集装箱粉料卸料泵送车。
背景技术:
2.散料(如矿渣超细粉、水泥、粉煤灰等)陆运成本很高,通过使用集装箱灌装进而采用海海上运输或铁路运输可大幅度降低运输成本,例如,采用集装箱海运比采用专用车辆陆运的运输费用大约降低50%。因此,粉料灌装集装箱实现海运或铁运发展迅速,例如,国内某港口2018年以集装箱方式发运约500标准箱/天,且2020年计划新增600标准箱/天。但是,发运前集装箱粉料的灌装和到达后集装箱粉料的卸料和输送是这种新型物流方式的制约环节。
3.集装箱粉料的卸料和输送工艺通常是使用吊车、行车或集装箱专用吊机配合专用吊具将集装箱吊运到开式料仓上方,然后人工打开集装箱门将粉料倒入开式中间料仓,再通过仓下螺旋输送机输送到斗提机提升到储料仓,或者由仓下气力输送设备输送到储料仓。上述卸料输送工艺需要建设开式中间料仓及配套输送设备。目前的工艺具有显著的不足:占地大,面积约120~240平方米;设施投资和运行成本均很高;不能移动,作业地点受局限;污染严重,在倾倒粉料到开式料仓的过程中产生很大的扬尘且不易收集。
4.目前,还没有一种可移动的、高度集成化和自动化的、可一次性完成对集装箱粉料进行卸料并泵送的粉料集装箱卸料设备。为此,发明一种能够将集装箱内的粉料直接泵送到储料仓内的可移动式集装箱粉料卸料设备,将具有重要意义。
技术实现要素:
5.本发明旨在解决现有集装箱粉料卸料和输送工艺及设备存在的问题,提供一种可移动的、高度集成化和自动化的、高效可靠、洁净环保的移动式集装箱粉料卸料泵送设备。
6.本发明解决上述技术问题采用的技术方案是:一种移动式集装箱粉料卸料泵送车,包括以下主要部件:车架总成、液压伸缩支撑、集装箱翻转支架、a、b料气分离仓、料气分离仓支架、锁风给料器、对中给料螺旋、文丘里喷射器、分离仓称重传感器组件、气料三通阀、引风三通阀、a、b仓料气管、引料软管及笼形吸料器、管头摆动机构、a、b仓引风管、料气分离仓气化板及管道、集装箱自动开关门机构、引料管下执行臂、引料管上执行臂、上液压螺旋回转油缸及编码器、下液压螺旋回转油缸及编码器、翻转支架支撑油缸、集装箱称重传感器组件、可伸缩操作平台、分离仓反吹储气罐及脉冲电磁阀、活化喷嘴及输气管道、螺杆风机及储气罐、罗茨风机及配气管道、液压站及控制系统、电气控制系统。上述所有部件有机集成于车架上,形成一套功能完备的自动化移动式集装箱粉料卸料输送设备,可将集装箱内粉料直接泵送到原料仓内而不需其它设备,并可在动力拖车拖动下实现短途或长途转场。
7.所述车架总成,底部具有3组行走轮系,其中一组行走轮系具有转向功能;车架总
成底盘梁上有4组液压伸缩支撑,作业时通过操作手动多路换向阀使其伸出触地支撑设备重量;车架总成一端设计有支撑两个料气分离仓的钢结构支架,安装在车架总成中部底盘梁上,用以安装a、b料气分离仓;另一端可安装集装箱翻转支架,是簸箕型钢结构框架,采用铰接方式,可以向上翻转倾斜0~45
°
,集装箱翻转支架铰接轴和翻转支架支撑油缸在车架上的铰接轴下部均安装集装箱称重传感器组件用以即时检测箱内物料重量;集装箱翻转支架的一侧安装集装箱自动开关门机构,可在集装箱倾斜45
°
时开闭集装箱右门;中部的支撑梁上可安装引料管下执行臂,其回转轴孔与液压螺旋回转油缸采用胀套连接,引料管下执行臂可回转0~90
°
;中部的底盘梁上可安装对中给料螺旋、文丘里喷射器;中部底盘梁平台上可安装螺杆风机及储气罐、罗茨风机及配气管道、液压站及控制系统、电气控制系统。
8.所述的a、b料气分离仓,安装在分离仓支架上,并与分离仓支架之间各设3组分离仓称重传感器组件,能够即时的对每个料仓称重;料气分离仓是封闭仓室,其上部有引风室并用孔板与进料仓隔开,孔板上设多个除尘滤筒,引风室内设除尘滤筒反吹喷嘴及管道,能够在反吹控制器的控制下定时对除尘滤筒进行反吹;其顶部安装引风管道与引风三通阀相联;其圆柱段下部切线方向设置a、b仓引料管,与气料三通阀相联;其工作方式是交替进料和出料,即当a料气分离仓进料时b料气分离仓出料,b料气分离仓进料时a料气分离仓出料,两种工况切换是通过控制气料三通阀、引风三通阀的换向实现并以此实现连续的进料和出料。
9.所述料气分离仓支架,安装在车架总成中部底盘梁上,是一个钢结构门式支架;其上部安装有两组,每组3个分离仓称重传感器组件支撑a、b料气分离仓;其上部在a、b料气分离仓之间安装分离仓反吹储气罐及脉冲电磁阀,脉冲电磁阀与除尘滤筒反吹管道通过不锈钢伸缩接头相连接以保持弹性连接;其上还安装气料三通阀、引风三通阀,这些阀门通过不锈钢伸缩接头与a、b料气分离仓相连接。
10.所述的对中给料螺旋,安装在车架总成中部底盘梁上;两端有两个进料口,分别与a、b料气分离仓的锁风给料器出料口通过弹性软连接相接;中部下方有出料口,与文丘里喷射器进料口连接;内部中心的给料螺旋轴在出料口中心线两侧为旋向相反叶片,当该给料螺旋轴旋转时可将两端进料口处的物料向中间卸料口推送;驱动采用减速电机;在作业时不停机不换向,而由 a、b料气分离仓的锁风给料器交替给料。
11.所述分离仓称重传感器组件,安装在料气分离仓支架与a、b料气分离仓之间;可对a、b料气分离仓称重并输出重量信号;由导向壳体、称重连接滑块和称重传感器构成,其中称重连接滑块安装在导向壳体内并与导向壳体有一定间隙,在此间隙中注入弹性密封胶以防止进水,称重连接滑块顶部有与料气分离仓联结的螺纹孔,能够将料气分离仓水平两维定位,称重连接滑块底部与称重传感器接触且在垂直方向与称重传感器可相对运动,导向壳体侧面设称重传感器安装孔并用盖板封闭,导向壳体与盖板之间有密封垫,打开盖板可以安装或取出重传感器,盖板上有出线孔可以将称重传感器信号线引出,导向壳体上沿有两个顶起螺栓;通过上调顶起螺栓,可顶起料气分离仓,使料气分离仓脱离称重传感器,以避免在设备安装或转场过程中称重传感器动态过载。
12.所述引料管下执行臂,由下臂体、液压螺旋回转油缸及编码器组成;安装在车架总成中部支撑梁上;下臂体回转轴孔与液压螺旋回转油缸的输出轴采用胀套连接;编码器安装在液压螺旋回转油缸输出轴的尾出轴与缸体之间,用于检测下臂体与车架总成中部支撑
梁的相对位置(角度);下臂体上设置引料管卡座、活化喷嘴输气管卡座、信号线穿线管卡座和液压管卡座,用于固定引料管、活化喷嘴输气管、信号线穿线管和液压管;液压螺旋回转油缸安装在下臂体上,可驱动下臂体回转0~90
°
;下臂体上安装引料管上执行臂。
13.所述引料管上执行臂,由上臂体、液压螺旋回转油缸及编码器组成;安装在引料管下执行臂上部;上臂体回转轴孔与液压螺旋回转油缸输出轴采用胀套连接;编码器安装在液压螺旋回转油缸输出轴尾出轴与缸体之间,用于检测上臂体与引料管下执行臂的相对位置(角度);上臂体上设置有引料管卡座、活化喷嘴输气管卡座、信号线穿线管卡座和液压管卡座和液压管卡座,用于固定引料管、活化喷嘴输气管、信号线穿线管和液压管;液压螺旋回转油缸安装在上臂体上,可以驱动上臂体回转0~90
°
;上臂体上部安装管头摆动机构。
14.所述管头摆动机构,由摆动杆、液压螺旋回转油缸及编码器组成;安装在引料管上执行臂上部;其回转轴孔与液压螺旋回转油缸输出轴采用胀套连接;编码器安装在液压螺旋回转油缸输出轴尾出轴与与缸体之间,用于测量摆动杆的摆动角度;摆动杆上连接刚性不锈钢短管和笼形吸料器;液压螺旋回转油缸可以驱动摆动杆在吸料面回转0~
±
45
°
,能够将集装箱宽度范围内的物料吸入笼形吸料器及引料软管。
15.所述的笼形吸料器及引料软管,引料软管采用聚氨酯钢丝软管,尾端插装在气料三通阀进料管接口上,沿线采用管卡座固定在引料管下执行臂、引料管上执行臂上,前端插接在笼形吸料器的不锈钢短管上并采用管卡固定;笼形吸料器安装在不锈钢短管一端,内部中间位置安装有活化喷嘴及输气管道,活化风喷嘴与活化风管道相联;在在卸料作业时,活化喷嘴喷出压缩空气,将笼形吸料器周围粉料流化,在引料软管内一定负压作用下,粉料由笼形吸料器吸入引料软管,经气料三通阀进入料气分离仓。
16.所述集装箱翻转支架,安装在车架上;其后部下方铰接安装在集装箱称重传感器组件上,前部上方铰接安装两个翻转支架支撑油缸,翻转支架支撑油缸安装在钢结构框架两侧,其下绞点铰接安装在集装箱称重传感器组件上,可推动集装箱向上翻转倾斜45
°
;在集装箱翻转支架靠近集装箱箱右门一侧安装有集装箱自动开关门机构,可以在集装箱45度工况时将右箱门自动打开与关闭。
17.所述集装箱自动开关门机构,由液压螺旋回转油缸、摆动臂、账套、伸缩杆、链式挂钩组成;液压螺旋回转油缸安装在集装箱翻转支架靠近集装箱箱门一侧,通过胀套与摆动臂连接;摆动臂上方有滑动套筒,伸缩杆可以在滑动套筒内伸缩滑动;链式挂钩连接在伸缩杆的一端,作业时钩在集装箱右箱门门锁立柱上,在集装箱向上翻转倾斜45
°
工况时将集装箱右门自动打开与关闭。
18.所述锁风给料器,安装在a、b料气分离仓的底部;其进料口与料气分离仓出料口相接,出料口与对中给料螺旋进料口相接;当a、b料气分离仓的其中一个在出料工况时,锁风给料器启动,同时气化板、背压腔体气体管路电磁阀打开,气化板工作、背压腔体形成背压,为对中给料螺旋喂料。
19.所述文丘里喷射器,安装在车架总成中部底盘梁上,位于对中给料螺旋出料口下方中心线上;其进料口与对中给料螺旋出料口连接;其压缩空气进口与罗茨风机压气配气管道相接,喷料口与输料管道相接;其工作时,内部喷气口附近产生局部负压将对中给料螺旋出料口排出的粉料吸入输料管道(文丘里喷射现象),形成料气混合体,再通过输料管道输送到料仓。
20.所述气料三通阀、引风三通阀,安装在料气分离仓支架上,通过不锈钢伸缩接头与a、b料气分离仓相连接;气料三通阀用于a、b料气分离仓进料工况的切换,引风三通阀用于a、b料气分离仓引风工况的切换;气料三通阀、引风三通阀均由压缩空气提供动力,由气缸、电磁换向阀执行与控制。
21.所述a、b仓料气管,是连接a、b料气分离仓与引料管的连接管道,分别通过不锈钢伸缩接头与气料三通阀出料口相联,采用金属刚性管;气料三通阀进料口与引料管相联。
22.所述a、b仓引风管,是连接a、b料气分离仓与罗茨风机进气口的连接管道,分别通过不锈钢伸缩接头与引风三通阀进气口相联,采用金属刚性管;引风三通阀出气口则与罗茨风机进气管相联。
23.所述料气分离仓气化板及管道,是为了防止物料进入锁风给料器时起拱堵料所设置的部件;料气分离仓气化板安装在料气分离仓下部锥形筒体内;气化管道上设有电磁阀、流量阀,一端与气化板相联,一端与螺杆风机储气罐相联;在料气分离仓出料工况时,电磁阀打开,压缩空气进入料气分离仓下部锥形筒体,使粉料流化而顺利进入锁风给料器。
24.所述可伸缩操作平台,安装在车架总成靠近集装箱门左面一侧;其与步道之间设置有直线导轨并与平台伸缩油缸相连。集装箱向上翻转倾斜45
°
工况时进行卸料输送作业时,可伸缩操作平台在伸缩液压油缸推动下沿步道伸出,与集装箱翻转支架的操作平台对接且在同一平面,以便于操作工人进行观察作业;当结束卸料输送作业并完成锁箱后,集装箱下落至水平位置,可伸缩操作平台沿步道缩回。
25.所述分离仓反吹储气罐及脉冲电磁阀,安装在a、b料气分离仓中间料气分离仓支架上;当a、b料气分离仓中的一个仓处于进料工况时,空气通过除尘滤筒进入引风室内,一部分粉料附着在除尘滤筒上;反吹喷嘴与分离仓反吹储气罐通过管道相联,脉冲电磁阀安装在此管道上;脉冲电磁阀在反吹控制器的控制下,定时对除尘滤筒进行反吹,以防止除尘滤筒堵塞。
26.所述活化喷嘴及输气管道,是在吸料过程中笼形吸料器将周围粉料流化而设置的部件;活化喷嘴安装在笼形吸料器内部中间位置,通过弯头接口与笼形吸料器外部的输气管道相联;输气管道通过管卡座固定在引料管上执行臂、引料管下执行臂上,其末端经电磁开关阀与螺杆风机储气罐相通。
27.所述螺杆风机及储气罐,安装在车架总成的中下部,用于为以下部件提供气源:(1)料气分离仓反吹储气罐;(2)笼形吸料器活化喷嘴;(3)气料三通阀、引风三通阀的执行气缸;(4)料气分离仓气化板。
28.所述罗茨风机及配气管道,安装在车架总成的中下部,用于a、b料气分离仓的负压输送,即提供集装箱内粉料吸入a、b料气分离仓的负压风源,及文丘里喷射器的正压风源。
29.所述液压站及控制系统,安装在车架总成的中下部,用于为以下部件提供液压动力:(1)车架总成液压伸缩支撑;(2)翻转支架支撑油缸;(3)自动开关门机构液压螺旋回转油缸;(4)引料管下执行臂液压螺旋回转油缸;(5)引料管上执行臂液压螺旋回转油缸;(6)管头摆动机构液压螺旋回转油缸;(7)操作平台伸缩液压油缸。液压控制系统主要由手动多路换向阀、电磁多路换向阀、液压管路构成。
30.所述电气控制系统,包括一台电控箱及一台操作箱。电控箱内包括控制器等电气和控制元件,并构成具有自动控制功能的完整电控系统,其具有以下主要功能:(1)接收分
a、b仓引风管、16料气分离仓气化板及管道、17集装箱自动开关门机构、18引料管下执行臂、19引料管上执行臂、20上液压螺旋回转油缸及编码器、21下液压螺旋回转油缸及编码器、22翻转支架支撑油缸、23集装箱称重传感器组件、24可伸缩操作平台、25分离仓反吹储气罐及脉冲电磁阀、26活化喷嘴及输气管道、27螺杆风机及储气罐、28罗茨风机及配气管道、29液压站及控制系统、30电气控制系统、cpu处理器、di开关量输入模块、do开关量输出模块、ao模拟量输出模块、ai模拟量输入模块、hmi操作面板、mcc配电回路、ps电源变换回路、hvp电磁阀组、wt称重变送器、rt编码器。
具体实施方式
39.下面结合实施例对本发明作进一步说明,目的仅在于更好地理解本发明内容。因此,所举之例并不限制本实用新型的保护范围。
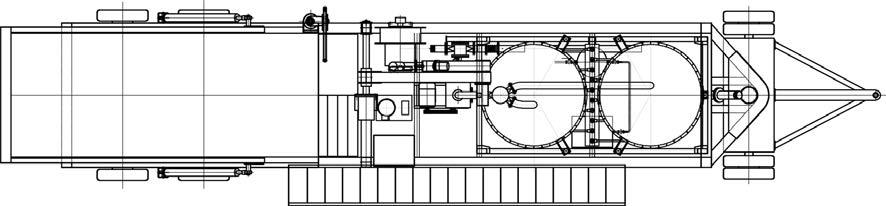
40.参见图1、图2、图3,一种移动式集装箱粉料卸料泵送车,包括以下主要部件:车架总成、液压伸缩支撑、集装箱翻转支架、a、b料气分离仓、料气分离仓支架、锁风给料器、对中给料螺旋、文丘里喷射器、分离仓称重传感器组件、气料三通阀、引风三通阀、a、b仓料气管、引料软管及笼形吸料器、管头摆动机构、a、b仓引风管、料气分离仓气化板及管道、集装箱自动开关门机构、引料管下执行臂、引料管上执行臂、上液压螺旋回转油缸及编码器、下液压螺旋回转油缸及编码器、翻转支架支撑油缸、集装箱称重传感器组件、可伸缩操作平台、分离仓反吹储气罐及脉冲电磁阀、活化喷嘴及输气管道、螺杆风机及储气罐、罗茨风机及配气管道、液压站及控制系统、电气控制系统。上述所有部件有机集成于车架上,形成一套功能完备的自动化移动式集装箱粉料卸料输送设备。
41.车架总成1底部安装3组行走轮系用于设备的移动、转场,其中右侧一组行走轮系设有中心轴可以在移动时转向。在行走轮系附近安装4组液压伸缩支撑2,当设备停放于作业位置准备进行卸料输送作业时,操作设于车架侧面的手动多路换向阀使液压伸缩支撑2伸出并触地以支撑设备重量。
42.车架总成1右侧一端设有支撑料气分离仓的钢结构支架,用于安装a、b两个料气分离仓4,料气分离仓支架5安装在车架总成1中部底盘梁上,是一个钢结构门式支架。料气分离仓支架5上部安装有六个分离仓称重传感器组件9,支撑着a、b料气分离仓4,料气分离仓支架5中上部的a、b料气分离仓4之间安装分离仓反吹储气罐及脉冲电磁阀25。该脉冲电磁阀与料气分离仓4的除尘滤筒反吹管道通过不锈钢伸缩接头相连接以保持弹性连接(以减小反吹储气罐及脉冲电磁阀对料气分离仓称重传感器称重信号的影响)。a、b料气分离仓4下方分别安装锁风给料器6;车架总成1中部底盘梁上安装对中给料螺旋7、文丘里喷射器8。车架总成1中部支撑梁上安装引料管下执行臂18。引料管下执行臂18的回转轴孔与相应的下液压螺旋回转油缸21采用胀套连接。
43.车架总成1左侧一端铰接安装集装箱翻转支架3,其为簸箕型钢结构框架;后部下方铰接安装在集装箱称重传感器组件23上;前部上方铰接安装有两个翻转支架支撑油缸22,其安装在钢结构框架两侧,下绞点铰接安装在集装箱称重传感器组件23上。集装箱翻转支架3可以在翻转支架支撑油缸推动下使集装箱向上翻转倾斜45
°
(灌装作业需要的角度),此时集装箱及物料重量完全支撑在四组集装箱称重传感器组件23上,电气控制系统30能够准确计量出集装箱及物料重量。卸料作业时物料依靠重力自动向集装箱底部沉降。在集装
箱翻转支架3上靠近集装箱右门的一侧,安装集装箱自动开关门机构17,可以将集装箱箱门在其45度工况时自动打开与关闭。
44.螺杆风机及储气罐27安装在车架总成1的中下部,用于为以下部件提供气源:(1)料气分离仓反吹储气罐25;(2)笼形吸料器活化喷嘴26;(3)气料三通阀10、引风三通阀11的执行气缸;(4)料气分离仓气化板16。
45.罗茨风机及配气管道28安装在车架总成1的中下部,用于a、b料气分离仓4的负压输送,即提供集装箱内粉料吸入a、b料气分离仓4的负压风源,及文丘里喷射器8的正压风源。
46.所述液压站及控制系统29安装在车架1总成的中下部,用于为以下部件提供液压动力:(1)车架总成液压伸缩支撑2;(2)翻转支架支撑油缸22;(3)自动开关门机构液压螺旋回转油缸17;(4)引料管下执行臂液压螺旋回转油缸21;(5)引料管上执行臂液压螺旋回转油缸20;(6)管头摆动机构14螺旋回转油缸;(7)操作平台14伸缩液压油缸。液压控制系统主要由手动多路换向阀、电磁多路换向阀、液压管路构成。
47.所述电气控制系统30,包括一台电控箱及一台操作箱。电控箱内包括控制器等电气和控制元件,并构成具有自动控制功能的完整电控系统,其具有以下主要功能:(1)接收分离仓称重传感器组件、集装箱称重传感器组件检测信号,并依此信号自动控制气料三通阀、引风三通阀的切换,以改变a料气分离仓与b料气分离仓的进料、出料工况,实现连续的进料和出料;(2)定时对除尘滤筒进行脉冲反吹;(3)接收液压螺旋回转油缸输出轴编码器信号,计算集装箱翻转支架、集装箱自动开关门机构、引料管下执行臂、引料管上执行臂以及管头摆动机构的位置或角度,并依此信号分别对上述机构的启停进行自动控制;(4)为对中给料螺旋等传动装置和各类电磁阀提供配电及开关控制;(5)通过面板为操作人员提供显示和操作界面。操作箱是为操作方便设置的互备操作装置,安装在可伸缩操作平台上方,具有集装箱翻转支架、集装箱自动开关门机构、引料管下执行臂、引料管上执行臂以及管头摆动机构部分装置的操作按钮。
48.a、b料气分离仓4是本发明的重要部件,安装在车架总成1右侧分离仓支架上。a、b料气分离仓4与分离仓支架5之间安装六组分离仓称重传感器组件9(每仓三组称重传感器组件120
°
均布支撑),料气分离仓4为上柱下锥形封闭仓室,其上部有引风室用孔板与进料仓隔开,孔板上装有多个除尘滤筒。引风室内设有除尘滤筒反吹喷嘴及管道,其与分离仓反吹储气罐及脉冲电磁阀25相联,能够在电气控制系统30的控制下定时对除尘滤筒进行反吹,以防止除尘滤筒堵塞。在每个料气分离仓4顶部安装有引风管道与引风三通阀相联。在每个料气分离仓4圆柱段下部切线方向设置有a、b仓料气管,其与气料三通阀10相联。a、b料气分离仓4的工作方式是交替进料和出料;即当a料气分离仓进料时b料气分离仓出料,控制的依据是料气分离仓称重传感器组件9所检测到的重量信号,当检测重量信号到达设定的上限或下限时,通过控制气料三通阀10、引风三通阀11的换向,切换a料气分离仓与b料气分离仓的进料、出料工况,以实现连续的进料和出料。
49.锁风给料器6也是本发明的重要部件,安装在a、b料气分离仓的底部,其进料口与料气分离仓4出料口相接,出料口与对中给料螺旋7的进料口相接,此处连接采用弹性软连接以减少对中给料螺旋7对料气分离仓称重传感器9称重信号的影响。锁风给料器6采用减速电机驱动。锁风给料器9设有背压腔体以减小内部泄漏,叶片装有聚氨酯密封压板以增强
锁风性能。当a、b料气分离仓4的其中一个在出料工况时锁风给料器6启动(同时气化板、背压腔体气体管路电磁阀打开,气化板工作、背压腔体形成背压)为对中给料螺旋7喂料。
50.料气分离仓支架5也是本发明的重要部件,安装在车架总成1中部底盘梁上,是一个钢结构门式支架。料气分离仓支架5上部安装有六个分离仓称重传感器9,其并列支撑着a、b料气分离仓(三组称重传感器组件支撑一个仓),料气分离仓支架5中上部的a、b料气分离仓4之间安装有分离仓反吹储气罐及脉冲电磁阀25;脉冲电磁阀与除尘滤筒反吹管道通过不锈钢伸缩接头相连接以保持弹性连接(以减小反吹储气罐及脉冲电磁阀25对料气分离仓称重传感器9称重信号的影响),此外气料三通阀10、引风三通阀11也安装在料气分离仓支架上,并通过不锈钢伸缩接头与a、b料气分离仓4相连接(以保持弹性连接)。
51.对中给料螺旋7也是本发明的重要部件,安装在车架总成1中部底盘梁上.对中给料螺旋7两端有两个进料口,分别与a、b料气分离仓4的锁风给料器6出料口相接,此处连接采用弹性软连接。对中给料螺旋7中部下方有出料口与文丘里喷射器8进料口连接。对中给料螺旋7内的给料螺旋轴在出料口中心线两侧为旋向相反叶片,当给料螺旋轴单向旋转时能够将两端进料口处的原料向中间卸料口推送。对中给料螺旋7采用减速电机驱动。 a、b料气分离仓4的锁风给料器6交替给料时对中给料,设备在卸料输送作业中对中给料螺旋7不停机不换向。
52.文丘里喷射器8也是本发明的重要部件,安装在车架总成1中部底盘梁上,位于对中给料螺旋7出料口下方中心线上。其进料口与对中给料螺旋7出料口连接。文丘里喷射器8的压缩空气进口与罗茨风机及配气管道28相接,喷料口与输料管道相接。文丘里喷射器8工作时其内部喷气口附近产生局部负压将对中给料螺旋7出料口排出的粉料吸入输料管道(文丘里喷射现象),形成料气混合体再通过输料管道输送到储料仓。文丘里喷射器8由加速箱、箱内气流喷嘴和文氏管构成,其中文氏管由zg20铸钢制成,内部触料面经机械加工后采用环氧树脂贴附氧化锆陶瓷贴片以增强耐磨性。
53.分离仓称重传感器组件9也是本发明的重要部件, 安装在料气分离仓支架5与a、b料气分离仓4之间,能够将料气分离仓4固定在支架5上,用于检测料器分离仓的重量并输出重量信号。分离仓称重传感器组件9由导向壳体、称重连接滑块和称重传感器构成。称重连接滑块安装在导向壳体内并与导向壳体有一定间隙,此间隙中注有弹性密封胶防止露天作业时进水,称重连接滑块顶部有与料气分离仓4联结的螺纹孔,能够将料气分离仓4水平两维定位,称重连接滑块底部与称重传感器接触且在垂直方向与称重传感器保持运动趋势使称重传感器能够测量称重信号。导向壳体侧面有称重传感器安装孔,用盖板封闭。导向壳体与盖板之间有密封垫,打开盖板可以安装或取出重传感器,盖板上有出线孔可以将称重传感器信号线引出,导向壳体上沿有两个顶起螺栓,设备安装或转场时需将顶起螺栓上调使之顶起料气分离仓支座5,这样称重传感器不再承担料气分离仓4的重量避免称重传感器动态过载。
54.引料管下执行臂18也是本发明的重要部件,由下臂体、液压螺旋回转油缸及编码器20组成。安装在车架总成中部支撑梁上,引料管下执行臂18回转轴孔与液压螺旋回转油缸输出轴采用胀套连接,液压螺旋回转油缸18输出轴尾出轴与缸体之间安装有编码器,编码器能够检测引料管下执行臂18与车架总成1中部支撑梁的相对位置(角度)。在下臂体上设置有引料管卡座、活化喷嘴输气管卡座、信号线穿线管卡座和液压管卡座,可固定引料
管、活化喷嘴输气管、信号线穿线管和液压管。液压螺旋回转油缸21可以驱动引料管下执行臂回转0~90
°
。引料管下执行臂18上部安装引料管上执行臂19及液压螺旋回转油缸21。
55.引料管上执行臂19也是本发明的重要部件,由上臂体、液压螺旋回转油缸及编码器21组成。安装在引料管下执行臂18上部,引料管上执行臂19回转轴孔与液压螺旋回转油缸21输出轴采用胀套连接,液压螺旋回转油缸输出轴尾出轴与缸体之间安装有编码器,编码器能够检测引料管上执行臂19与引料管下执行臂18的相对位置(角度)。在上臂体上设置有引料管卡座、活化喷嘴输气管卡座、信号线穿线管卡座和液压管卡座和液压管卡座,可固定引料管、活化喷嘴输气管、信号线穿线管和液压管。液压螺旋回转油缸20可以驱动引料管上执行臂19回转0~90
°
。引料管上执行臂上部安装管头摆动机构14及液压螺旋回转油缸。
56.管头摆动机构14也是本发明的重要部件,安装在引料管上执行臂19上部。管头摆动机构14回转轴孔与液压螺旋回转油缸输出轴采用胀套连接,液压螺旋回转油缸输出轴尾出轴与缸体之间安装有编码器。液压螺旋回转油缸可以驱动管头摆动机构的摆动杆在吸料面回转0~
±
45
°
,能够将集装箱宽度范围内的物料吸入笼形吸料嘴。管头摆动机构14的摆动杆上连接刚性不锈钢短管和笼形吸料嘴。
57.引料软管及笼形吸料嘴13也是本发明的重要部件;引料软管采用聚氨酯钢丝软管,尾端插装在气料三通阀进料管接口上,沿线由管卡座固定在引料管下执行臂18、引料管执上执行臂19上、引料软管前端插接在笼形吸料嘴的不锈钢短管上并由管卡固定。笼形吸料嘴安装在不锈钢短管一端,笼形吸料嘴内部中间位置安装有活化风喷嘴,活化风喷嘴与活化风管道相联。卸料作业时输气管道电磁开关阀打开活化喷嘴喷出压缩空气将笼形吸料器周围粉料流化,此时引料软管内具有较强负压,粉料由笼形吸料嘴吸入引料软管经过气料三通阀进入料气分离仓。
58.分离仓反吹储气罐及脉冲电磁阀25也是本发明的重要部件,安装在a、b料气分离仓中间料气分离仓支架5上。分离仓反吹储气罐为a、b料气分离仓公用的反吹储气罐,储气罐进气管与螺杆风机及储气罐27相联,分离仓反吹储气罐两侧通过每侧四组脉冲电磁阀及管路向每个料气分离仓4内八个除尘滤筒反吹喷嘴供气(每个脉冲电磁阀联通两个反吹喷嘴), 当a、b料气分离仓中4的一个仓处于进料工况时,空气通过除尘滤筒进入引风室内,一部分粉料会附着在除尘滤筒外表面。反吹喷嘴和脉冲电磁阀在电气控制系统30的控制下定时对除尘滤筒进行脉冲反吹防止除尘滤筒堵塞。
59.可伸缩操作平台24也是本发明的重要部件,安装在车架总成1靠近集装箱门左面一侧,可伸缩操作平台24与步道之间设置有直线导轨并与平台伸缩油缸相连。可伸缩操作平台24缩回状态时集装箱翻转支架3处于水平位置其上的垂直空间没有障碍物,集装箱吊机或集装箱平面吊可以安全作业。当集装箱翻转倾斜45
°
卸料输送作业时,可伸缩操作平台24在伸缩液压油缸推动下沿步道伸出与集装箱翻转支架3的操作平台对接且在同一平面,便于操作工人进行开锁及观察作业,锁箱完成后集装箱下落至水平位置,可伸缩操作平台沿步道缩回空出集装箱上面垂直空间,以便进行换箱作业。
60.本发明的核心是能够实现将集装箱内的粉料直接输送到用户的原料仓,不需要其它设备及工序。
61.其次是本发明移动式集装箱粉料卸料泵送车能够在动力拖车(如装载机、叉车、载重车头)拖动下移动及转场。
62.再次是物料在整个卸料、泵送过程中物料封闭且不会泄露,不污染环境。
63.再次是投资费用和运行成本相对较低,不需要土建设施, 占地面积仅58平方米,为现有技术的约20%,作业面积为现有技术的约30%,单位产量投资约为现有技术的30%,建设周期约为现有技术的25%再次是灌装物料范围大、应用广泛,包括粒度在0~1mm的各类矿粉、水泥、煤粉、粉煤灰等的各种粉体物料。
64.再次是自动化程度高,操作人员仅1~2人。
65.再次是a、b料气分离仓的工作方式是交替进料和出料,通过控制气料三通阀、引风三通阀的切换改变a料气分离仓与b料气分离仓的进料、出料工况,实现连续的进料和出料,生产效率高,卸料装仓生产能力为60~100立方米/小时,相当于3~5个集装箱/小时。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。