1.本发明主要涉及包装、捆扎相关技术领域,具体是一种十字薄膜捆扎装置及方法。
背景技术:
2.传统的医药、食品等行业为了产品的使用和运输方便,通常将若干个小盒包装的产品使用中盒包装后,再装箱出厂。这种包装方式需要使用大量的中盒,浪费原料,产品的生产成本高,随着科技的不断进步,市场上出现了薄膜捆扎机,捆扎机是使用捆扎带捆扎产品或包装件,然后收紧并将两端通过发热烫头热融粘接方式结合,使用薄膜将多个小盒产品进行捆扎。
3.但是现有的捆扎机,只能进行一个方向的捆扎工作,这样就容易导致捆扎完以后的盒子从另一边没有捆扎的方向滑出。所以需要一种一次能够对产品进行十字捆扎的装置,来使捆扎效果提升,保证不会滑落。
技术实现要素:
4.为解决目前技术的不足,本发明结合现有技术,从实际应用出发,提供一种十字薄膜捆扎装置及方法,捆扎采用带式捆扎,单根捆扎带沿路径可以实现双向的捆扎,效率高、效果好。
5.为实现上述目的,本发明的技术方案如下:
6.根据本发明的一个方面,提供一种十字薄膜捆扎装置,包括:
7.捆扎台,所述捆扎台用于放置待包装物体,捆扎台基于连接的第一转动驱动机构可实现90
°
转动;
8.捆扎机构,所述捆扎机构包括一转动件,所述转动件上设置捆扎膜辊,转动件基于连接的第二转动驱动机构可绕待包装物体转动一周从而使捆扎膜辊上的捆扎膜对待包装物体进行缠绕;
9.点焊机构,所述点焊机构基于设置的热焊头可将缠绕一周后重叠的两层捆扎膜焊接连接;
10.切断机构,所述切断机构基于设置的切刀可将缠绕后的捆扎膜切断;
11.控制器,所述控制器用于控制捆扎台、捆扎机构、点焊机构以及切断机构动作。
12.进一步,还包括:
13.压紧机构,所述压紧机构包括压板,所述压板基于连接的压板推杆可将捆扎膜一端压紧在待包装物体上。
14.进一步,所述点焊机构在捆扎膜上焊接的焊点为多个,多个焊点的连线形成一倾斜的直线。
15.进一步,多个焊点连接形成的直线倾斜角度为45
°
。
16.进一步,所述第一转动驱动机构包括转台、与转台啮合的主动齿轮以及与主动齿轮连接的第一电机,所述捆扎台设置于转台上。
17.进一步,所述捆扎台与转台之间通过多个支撑杆连接,支撑杆之间具有能够供所述转动件通过的空间。
18.进一步,所述转动件为弧形件;
19.所述第二转动驱动机构包括用于驱动转动件动作的两个主动轮、与主动轮连接的第二电机以及多个用于转动件支撑和定位的夹紧轮。
20.进一步,所述捆扎膜辊处还设置有用于捆扎膜导向的出膜辊。
21.根据本发明的另一方面,提供一种基于上述十字薄膜捆扎装置的捆扎方法,包括如下步骤:
22.s1、将整理好的待包装物体放置到捆扎台合适位置,使垂下的捆扎膜一端能够覆盖在待包装物体上,启动压板推杆使其带动压板伸出将待包装物体上的捆扎膜一端压住;
23.s2、启动第二电机,通过主动轮带动转动件旋转,转动件带动捆扎膜辊内出来的捆扎膜对待包装物体进行缠绕;
24.s3、捆扎膜缠绕一圈后,启动点焊机构,点焊机构将热焊头向下推出,将两层重叠的捆扎膜进行焊接;
25.s4、焊接完成后,启动压板推杆,使压板回缩,然后启动第一电机,带动转台旋转90
°
,此时捆扎膜绕焊点扭转;
26.s5、再次启动第二电机,通过主动轮带动转动件旋转,转动件带动扎膜辊内出来的捆扎膜对待包装物体进行缠绕实现待包装物体的十字捆扎。
27.进一步,还包括如下步骤;
28.s6、包装完毕后,再次启动电焊机构,将两层重叠的捆扎膜进行焊接,同时启动切断机构对捆扎膜进行切断;
29.s7、再次启动第一电机,使转台复位。
30.本发明的有益效果:
31.1、本发明一次捆扎能够将产品进行十字捆扎成型,从而实现产品的牢靠包装,其具有效率高、捆扎效果好、结构紧凑实用性强的优点。
32.2、本发明通过单根带子即可实现十字捆扎,无需多余捆扎带,且整体采用自动化控制,能够显著节省人力成本,提高作业效率。
附图说明
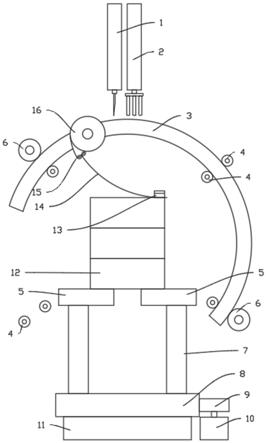
33.附图1为本发明对待包装物体一侧捆扎时结构示意图。
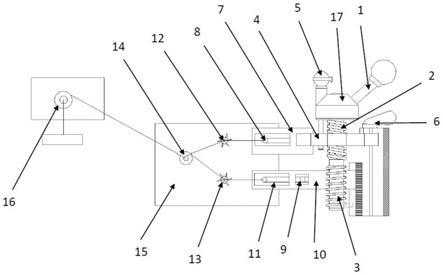
34.附图2为本发明对待包装物体另一侧捆扎时结构示意图。
35.附图3为本发明的转动件驱动机构相关俯视结构示意图。
36.附图4为本发明的焊点结构示意图。
37.附图中所示标号:
38.1、切刀;2、点焊机构;3、转动件;4、夹紧轮;5、捆扎台;6、主动轮;
39.7、支撑杆;8、转台;9、主动齿轮;10、第一电机;11、底座;12、包装盒;13、压板;14、捆扎膜;15、出膜辊;16、捆扎膜辊;17、第二电机;18压板推杆;19焊点。
具体实施方式
40.结合附图和具体实施例,对本发明作进一步说明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所限定的范围。
41.如图1
‑
4所示,为本发明实施例提供的一种十字薄膜捆扎装置相关结构示意图。
42.本发明主要包括转动机构、捆扎机构、点焊机构、切断机构。其中转动机构主要包括一个底座11,底座11上设置转台8,转台8上设置捆扎台5,捆扎台5用于包装盒12,该捆扎台5连接有第一转动驱动机构,能够在第一转动驱动机构作用下实现90
°
转动。捆扎机构主要包括一个转动件3,具体的,该转动件3为弧形件,转动件3上设置捆扎膜辊16,捆扎膜辊16内设置捆扎膜14,出口处设置用于导向的出膜辊15,该转动件3连接有第二转动驱动机构,能够在第二转动驱动机构作用下绕待包装盒12转动一周从而使捆扎膜辊16上的捆扎膜14对包装盒12进行缠绕。点焊机构2设置有多个热焊头,其能够将缠绕一周后重叠的两层捆扎膜14焊接粘粘连接与一起。切断机构主要是通过切刀1实现捆扎膜14的切断。
43.本发明实施例中的捆扎台5转动、捆扎机构中转动件3动作、点焊机构中热焊头动作以及切断机构中切刀1动作均通过控制器进行控制。
44.作为优选,本实施例的捆扎装置还包括一个压紧机构,该压紧机构包括压板推杆18以及与其连接的压板13,通过压板13可在捆扎初期将捆扎膜14一端压紧在包装盒12上。
45.在本实施例中,第一转动驱动机构以及第二转动驱动机构均通过电机控制,具体的,第一转动驱动机构主要包括转台8、与转台8啮合的主动齿轮9以及与主动齿轮9连接的第一电机10,捆扎台5通过四个支撑杆7置于转台8上。相邻支撑杆7之间具有空隙,该空隙能够使得转动件3转动时通过。第二转动驱动机构包括用于驱动转动件3动作的两个主动轮6、每个主动轮6连接一个第二电机17,通过还设置有多个夹紧轮4,用于转动件3的支撑和定位,保证其稳定运行。
46.本实施例中,点焊机构具有三个热焊头,如图4所示,三个热焊头在捆扎膜14上焊接的焊点为三个,三个焊点的连线形成一倾斜45
°
的直线,能够方便转动后对捆扎膜的翻转。
47.本实施例的捆扎装置其工作原理及方法如下;
48.参考图1
‑
4所示,当有包装盒需要进行捆扎的时候,将整理好的包装盒12放置到捆扎台5上,然后由左向右推动,这样就会把垂下来的捆扎膜14给覆盖在包装盒12上,然后到达中间位置时,启动压板推杆18带动压板4伸出,将包装盒12上的捆扎膜14压住,防止在捆扎过程中滑动。
49.当一切就位后,此时两第二电机17开始驱动主动轮6,带动转动件3逆时针旋转,随着转动件3的转动,带动固定在转动件3上的捆扎膜辊16内出来的捆扎膜14对包装盒12进行缠绕。
50.缠绕一圈后,点焊机构2将热焊头向下推出,将两层重叠的捆扎膜14进行焊接住,焊点形状如图四所示,焊点19的形状为倾斜45
°
直线,方便转动后对捆扎膜14的翻转。
51.焊完以后,首先使压板推杆18带动压板13回缩,然后控制器控制第一电机10通过主动齿轮9带动转台8旋转90
°
,此时就会带动捆扎膜14绕焊点19扭转,然后主动轮6再次带动捆扎膜辊16再次绕包装盒12进行捆扎一圈,对包装盒进行十字捆扎完毕。
52.然后点焊机构2再次下伸,对捆扎膜15进行点焊,同时切刀1也跟着伸出,对捆扎膜进行切断,完成捆扎。
53.最后控制器控制第一电机10通过主动齿轮9带动转台8旋转90
°
,使之恢复原状态。
54.可见本实施例提供的捆扎装置及方法,一次捆扎,可以将产品进行十字捆扎成型,且单根带子即可实现十字捆扎,无需多余带子,自动化程度高、效率高,易于推广应用。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。