1.本发明涉及畜牧养殖设备技术领域,尤其是涉及一种基于模内贴标工艺的一体成型鸡牌。
背景技术:
2.在鸡禽售卖过程中,走地鸡由于其更加接近自然的生长环境更长的生长周期使人们相信其具有更好的口感和更高的营养价值,导致其能够售卖出远高于速成鸡的价格,为了获取更高的利益,不法商家往往通过将速成鸡假冒为走地鸡进行售卖获利,为了避免这一问题,有必要为每只走地鸡配置独一无二的鸡牌装置已标记其身份,但是传统的鸡牌质量较差、生产效率低下、容易被篡改,导致其不能很好的对走地鸡身份进行标记,容易被不良商家钻空子,导致售卖正品的商家与购买商品的顾客利益受损。
3.中国专利文献(申请号:201822085400.3)公开了一种具有防伪溯源的鸡牌,包括容置部和固定部,所述容置部包括塑料面壳、插板、电子功能模块、电池以及塑料底壳,所述塑料面壳表面设有防伪标签安装槽,该防伪标签安装槽一端设有凹槽,所述塑料面壳侧面开设有一插槽,该插槽与所述凹槽连通,所述插板能从插槽插入至凹槽处,且插板表面与所述防伪安装槽表面齐平;所述电子功能模块一面电连接有天线,另一面设有电池座和开关,该电池座用来固定电池,所述塑料底壳设有开关安装孔、卡孔以及通孔,所述开关能够贯穿该开关安装孔并伸出所述塑料底壳表面;本发明具有防伪功能,同时还能实时记录鸡禽的运动信息,结构新颖,实用性强;但该技术方案中的防伪标签区域体积太大,使得鸡牌的体积也大且需要供电。
技术实现要素:
4.本发明要解决的技术问题是提供一种基于模内贴标工艺的一体成型鸡牌,结构简单,体积小,不需要供电且不易变形且仅在底壳被破坏时才能将底壳拆卸,避免了被篡改的风险;同时解决传统鸡牌硅胶垫固定不牢固,生产效率低下问题;镭射标签经过各种恶劣环境仍能保持清晰,不被破坏。
5.为解决上述技术问题,本发明采用的技术方案是:该基于模内贴标工艺的一体成型鸡牌,包括底壳、frid、镭射标签,所述底壳为一体成型,所述底壳上设有卡块,所述卡块的表面设有贴标区,所述frid注塑在所述贴标区内,所述贴标区的表面通过模内贴标工艺设有镭射标签,所述底壳的两侧末端分别设有防脱卡槽以及与所述防脱卡槽相配合的防脱插销,所述底壳通过防脱卡槽和防脱插销卡合形成固定连接且使所述底壳内部形成用于卡紧鸡脚的空间。
6.采用上述技术方案,由于传统鸡牌标签在成型时通过将标签粘连在鸡牌表面,容易在鸡禽生长屠宰过程中破损,导致无法对其标签进行识别,该技术方案中底壳为一体成型,将底壳套设在鸡禽腿部,然后将防脱插销插入防脱卡槽内卡合固定连接实现了底壳的固定,由于防脱插销具有单向锁定性质,一旦防脱插销插入防脱卡槽内卡合则仅能在底壳
被破坏时才能将底壳拆卸,即该基于模内贴标工艺的一体成型鸡牌仅能一次性使用,这样的设置可以有效避免了该基于模内贴标工艺的一体成型鸡牌在使用过程中被篡改,实现了对养殖家禽如鸡类的防伪和溯源;其中通过模内贴标的方式能够将标签符合到底壳表面内,能够有效避免外部环境破坏鸡牌,使镭射标签经过各种恶劣环境仍能保持清晰,不被破坏,镭射标签具有动态变化且能做到每一个镭射标签独一无二,再结合图像识别进行真伪验证。
7.作为本发明的优选技术方案,所述底壳上在所述卡块的两侧设有弹性凸起,从而在所述底壳收紧时将形变集中于所述弹性凸起处。
8.作为本发明的优选技术方案,该基于模内贴标工艺的一体成型鸡牌还包括有保护软垫,所述保护软垫设在所述底壳的内侧且在用于卡紧鸡脚的空间中,所述保护软垫通过二次注塑工艺成型于所述底壳的内侧。
9.作为本发明的优选技术方案,所述保护软垫与所述底壳在所述卡块的位置的内侧设有燕尾卡榫结构,从而保证所述保护软垫与所述底壳连接更牢固。
10.作为本发明的优选技术方案,所述保护软垫在所述弹性凸起处设置有断口,从而避免在所述弹性凸起形变时使所述保护软垫与所述底壳脱开。
11.作为本发明的优选技术方案,所述保护软垫为蜂窝结构,使保护软垫具有弹性,从而适应鸡禽生长的各个周期。此时保护软垫不仅能使其与鸡脚贴合,从而保护鸡脚不受伤害,同时能随着鸡禽的生长变化使用于卡紧鸡脚的空间的大小可以调整,从而适应鸡禽生长的各个周期。
12.作为本发明的优选技术方案,所述保护软垫的内表面设有竖纹,从而避免所述保护软垫在鸡脚处转动磨损鸡脚。同时保护软垫内设置的竖纹能够有效防止底壳围绕鸡脚转动。
13.作为本发明的优选技术方案,所述贴标区的表面通过模内贴标工艺设有镭射标签的具体步骤为:
14.s1
‑
1:首先通过注塑机向模具内挤出注塑材料,将上模移开并通过上模内部的冷却系统将上模冷却;
15.s1
‑
2:然后通过机械手将镭射标签进行移动使其与上模贴合,再通过上模内设置的负压系统将所述镭射标签吸附,然后上模与下模再次合模将所述镭射标签压制在成型的注塑材料的表面,再通过注塑材料本身的温度将所述镭射标签的背面热熔胶融化,从而实现所述镭射标签与注塑材料之间的熔合。
16.作为本发明的优选技术方案,所述保护软垫通过二次注塑工艺成型于所述底壳的内侧的具体步骤为:
17.s2
‑
1:首先通过注塑机进行所述底壳成型,然后将所述底壳放置到所述保护软垫的成型模具内;
18.s2
‑
2:再向保护软垫的模具内注塑tep材料,从而完成保护软垫的成型,使所述保护软垫与所述底壳包覆粘合在一起,同时通过所述燕尾卡榫结构进一步实现所述保护软垫的卡死,从而完成保护软垫与所述底壳的固定。
19.作为本发明的优选技术方案,所述步骤s1
‑
1中上模冷却的温度为20~40℃,能够有效避免镭射材料在高温环境下变形损坏。
20.与现有技术相比,本发明具有以下有益效果:
21.(1)本技术的基于模内贴标工艺的一体成型鸡牌结构简单,体积小,不需要供电且本技术方案中通过模内贴标的方式能够将标签符合到底壳表面内,能够有效避免外部环境破坏鸡牌,同时传统鸡牌底壳结构设计简单,容易导致鸡脚磨损,也有部分鸡牌底壳内通过设置软胶垫片进行缓冲,但是软胶垫片与底壳之间通过粘胶粘连,在长期使用时容易脱落;
22.(2)本技术通过采用tep材质,以二次成型的方式进行复合,这一过程中保护软垫与底壳包覆粘合在一起,非常牢固,而且通过再保护软垫与底壳之间设置燕尾卡榫结构,能够更加牢固的将两者固定,解决了两者剥离的问题;
23.(3)同时在底壳结构上本技术设置有弹性凸起,同时保护软垫与之对应处设置有断口,在底壳形变时,保护软垫能够更加适应底壳形变,不易由于两种材料形变差异导致两种材料之间剥离。
附图说明
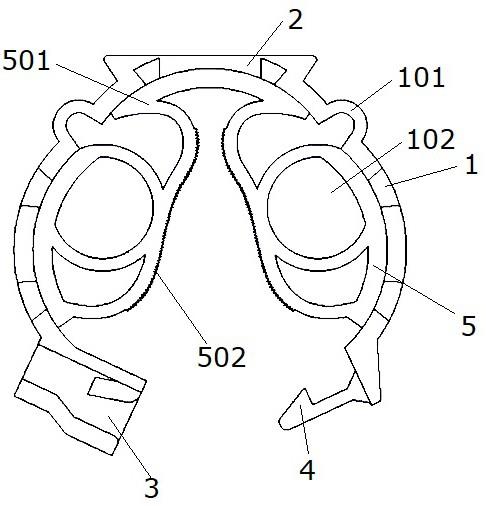
24.图1是本发明基于模内贴标工艺的一体成型鸡牌的竖截面图;
25.图2是本发明基于模内贴标工艺的一体成型鸡牌的立体结构图一;
26.图3是本发明基于模内贴标工艺的一体成型鸡牌的立体结构图二;
27.其中:1
‑
底壳;101
‑
弹性凸起;102
‑
断口;2
‑
卡块;201
‑
贴标区;202
‑
镭射标签;3
‑
防脱卡槽;4
‑
防脱插销;5
‑
保护软垫;501
‑
燕尾卡榫结构;502
‑
竖纹。
具体实施方式
28.所附附图中以非限制性的举例形式,说明本发明的一个实施例,随后,在详细描述中较清楚的显示本发明的另外一些特性和优点。
29.实施例:如图1~3所示,该基于模内贴标工艺的一体成型鸡牌,包括底壳1、frid、镭射标签202,所述底壳1为一体成型,所述底壳1上设有卡块2,所述卡块2的表面设有贴标区201,所述frid注塑在所述贴标区201内,所述贴标区201的表面通过模内贴标工艺设有镭射标签202,所述底壳1的两侧末端分别设有防脱卡槽3以及与所述防脱卡槽3相配合的防脱插销4,所述底壳1通过防脱卡槽3和防脱插销4卡合形成固定连接且使所述底壳1内部形成用于卡紧鸡脚的空间;所述底壳1上在所述卡块2的两侧设有弹性凸起101,从而在所述底壳1收紧时将形变集中于所述弹性凸起101处;该基于模内贴标工艺的一体成型鸡牌还包括有保护软垫5,所述保护软垫5设在所述底壳1的内侧且在用于卡紧鸡脚的空间中,所述保护软垫5通过二次注塑工艺成型于所述底壳1的内侧;所述保护软垫5与所述底壳在所述卡块2的位置的内侧设有燕尾卡榫结构501,从而保证所述保护软垫5与所述底壳1连接更牢固;所述保护软垫5在所述弹性凸起101处设置有断口102,从而避免在所述弹性凸起101形变时使所述保护软垫5与所述底壳1脱开;所述保护软垫5为蜂窝结构,使保护软垫5具有弹性,从而适应鸡禽生长的各个周期;此时保护软垫5不仅能使其与鸡脚贴合,从而保护鸡脚不受伤害,同时能随着鸡禽的生长变化使用于卡紧鸡脚的空间的大小可以调整,从而适应鸡禽生长的各个周期;所述保护软垫5的内表面设有竖纹502,从而避免所述保护软垫5在鸡脚处转动磨损鸡脚;同时保护软垫5内设置的竖纹502能够有效防止底壳围绕鸡脚转动。
30.所述贴标区201的表面通过模内贴标工艺设有镭射标签202的具体步骤为:
31.s1
‑
1:首先通过注塑机向模具内挤出注塑材料,将上模移开并通过上模内部的冷却系统将上模冷却;上模冷却的温度为20~40℃,能够有效避免镭射材料在高温环境下变形损坏;
32.s1
‑
2:然后通过机械手将镭射标签202进行移动使其与上模贴合,再通过上模内设置的负压系统将所述镭射标签202吸附,然后上模与下模再次合模将所述镭射标签202压制在成型的注塑材料的表面,再通过注塑材料本身的温度将所述镭射标签202的背面热熔胶融化,从而实现所述镭射标签202与注塑材料之间的熔合。
33.所述保护软垫5通过二次注塑工艺成型于所述底壳1的内侧的具体步骤为:
34.s2
‑
1:首先通过注塑机进行所述底壳1成型,然后将所述底壳1放置到所述保护软垫5的成型模具内;
35.s2
‑
2:再向保护软垫5的模具内注塑tep材料,从而完成保护软垫5的成型,使所述保护软垫5与所述底壳1包覆粘合在一起,同时通过所述燕尾卡榫结构501进一步实现所述保护软垫5的卡死,从而完成保护软垫5与所述底壳1的固定。
36.上面结合附图对本发明的实施方式作了详细的说明,但是本发明不限于上述实施方式,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下做出各种变化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。