1.本实用新型涉及自动化设备技术领域,特别涉及薄材工件自动化检测包装设备。
背景技术:
2.现有的产品冲压出来后采用手人工检验,整个检测包装工站都是手工生产,效率低下,误判率高,运营成本较高。
技术实现要素:
3.根据本实用新型的一个方面,薄材工件自动化检测包装设备,包括机台,还包括以下设于机台上的构件,
4.转盘,转盘的端面上设有若干工位载具;
5.供料装置,供料装置位于转盘的一侧,供料装置配置提供工件;
6.移料装置,移料装置位于机台的上方,移料装置配置为对工件进行转移;
7.第一检测装置、第二检测装置,第一检测装置、第二检测装置均位于转盘的边沿位置,第一检测装置配置为对工位载具中的工件进行一视角的视觉检测,第二检测装置配置为对工位载具中的工件进行另一视角的视觉检测;
8.包装装置,包装装置位于转盘、工料装置之间,包装装置配置为对工件进行出料、包装处理。
9.本实用新型提供一种能够对薄材工件进行自动检测、包装的自动化设备。本设备中,供料装置提供工件,移料装置将工料装置中的工件输入转盘上对应的工位载具上,转盘将工件依次输送至第一检测装置、第二检测装置、包装装置中,第一检测装对工位载具中的工件进行一视角的视觉检测,第二检测装置对工位载具中的工件进行另一视角的视觉检测,检测合格的工件由移料装置输入包装装置中,由包装装置对工件进行出料、包装处理。本设备集进料、检测、包装于一体,能够实现一系列的自动化生产动作。
10.在一些实施方式中,供料装置包括安装平台、第一载料板、第二载料板、第一驱动机构以及第二驱动机构,第一载料板通过第一驱动机构设于安装平台的端面上,第二载料板通过第二驱动机构设于安装平台的端面上,第二载料板位于第一载料板的下方,第二驱动机构位于第一驱动机构的内侧,第一载料板、第二载料板上均放置有工件。
11.由此,工料装置中,第一驱动机构能够驱动第一载料板往复运动,第而驱动机构能够驱动第二载料板正反运动;当第一载料板上的工件消耗完毕时,第一驱动机构能够驱动第一载料板反运动,远离工作端,第二驱动机构能够驱动第人载料板正运动,进入工作端,从而实现不间断的供料。
12.在一些实施方式中,第一驱动机构包括两对称分布的第一滑动组件和第一驱动件,第一载料板通过两个第一滑动组件设于安装平台上,第一驱动件设于安装平台上且与第一载料板驱动连接;第二驱动机构包括两对称分布的第二滑动组件和第二驱动件,第二载料板通过两个第二滑动组件设于安装平台上,第二驱动件设于安装平台上且与第二载料
板驱动连接;两个第二滑动组件位于两个第一滑动组件的内侧。
13.由此,通过上述结构实现第一载料板、第二载料板的相互转换,第一载料板、第二载料板的运动轨迹互不干扰。
14.在一些实施方式中,移料机构包括第三驱动机构、多轴机械手、吸料机构,第三驱动机构固定在机台的上方,多轴机械手设于第三驱动机构的驱动端,吸料机构设于多轴机械手的驱动端。
15.由此,移料机构中,第三驱动机构对多轴机械手进行驱动,使多轴机械手能够在转盘、供料装置、包装装置之间往复运动,多轴机械手负责驱动吸料机构的驱动,吸料机构对工件进行吸取或释放。
16.在一些实施方式中,吸料机构包括安装块、第三驱动件、推杆以及若干排列分布的滑动块;安装块固定在多轴机械手的驱动端,安装块上设有滑动槽,滑动槽内设有若干滑杆,若干滑动块均可滑动地设于滑杆上,第三驱动件设于安装块上且位于滑动槽的一端,推杆设于驱动件的驱动端且位于滑动槽内;推杆上对应若干滑动块设有若干环状凸块,若干环状凸块沿驱动方向依次递减,滑动块的中部对应相应的环状凸块设有通孔;滑动槽的一侧设有若干限位凸块,若干限位凸块沿驱动方向依次递增,滑动块的侧面对应相应的限位凸块设有限位块;滑动块上设有吸嘴。
17.由此,当若干滑动块上均吸取工件后,第三驱动件驱动推杆,推杆对若干滑动块进行驱动,若干滑动块之间的相对距离拉开,实现变距;当若干滑动块释放工件后,第三驱动件翻去驱动推杆,推杆对若干滑动块进行拉动,若干滑动块相互靠近贴合,实现变距。
18.在一些实施方式中,第一检测装置包括第一安装支架、第四驱动件、第一ccd摄像头,第一安装支架设于机台上,第四驱动件设于第一安装支架上,第一ccd摄像头设于第四驱动件的驱动端。
19.由此,由第一ccd摄像头对工件的俯视结构进行检测。
20.在一些实施方式中,第二检测装置包括第二安装支架、第五驱动件、第二ccd摄像头、第六驱动件以及若干吸头,第二安装支架设于机台上,第五驱动件设于第二安装支架上,第二ccd摄像头设于第五驱动件的驱动端;第六驱动件设于第二安装支架上且位于第二ccd摄像头的上方,若干吸头设于第六驱动件的驱动端。
21.由此,由第二ccd摄像头对工件的侧视结构进行检测。检测前,若干吸头对工位载具上的工件进行吸取,并由第六驱动件移至第二ccd摄像头的驱动端,从而实现工件的侧视结构检测。
22.在一些实施方式中,包装装置包括输送机构、膜料放料机构、封膜机构,输送机构上流通有工件载带,膜料放料机构设于输送机构的上方,封膜机构设于膜料放料机构上且位于膜料放料机构的后侧,膜料放料机构将膜料输入输送机构的工件载带上。
23.由此,包装装置中,移料装置将工件移至输送机构上的工件载带上,由输送机构对工件进行出料处理;而且,膜料放料机构输入保护膜,封膜机构将保护膜覆盖至工件载带,对工件连同工件载带一同包装。
24.在一些实施方式中,输送机构包括运输通道、限位板、减速电机以及驱动轮,运输通道设于机台上,限位板设于运输通道的端面上,限位板对应膜料放料机构、封膜机构的工作端设有工作槽,减速电机设于运输通道的尾端,驱动轮设于减速电机的驱动端,驱动轮的
边沿圆周阵列有若干驱动齿,工件载带的一侧对应驱动齿设有若干穿孔。
25.由此,工件载带在运输通道上进行输送,且受限位板的限位;由减速电机对驱动轮进行驱动转动,驱动轮转动时,若干驱动齿与若干穿孔啮合传动,从而实现对工件载带的输送。
26.在一些实施方式中,封膜机构包括第七驱动件、压块、加热块以及若干缓冲杆,第七驱动件通过第三支架设于运输通道上且位于工作槽的上方,压块设于第七驱动件的驱动端,加热块通过若干缓冲杆设于压块的下端面。
27.由此,第七驱动件驱动压块下压,加热块接触保护膜并压紧,从而使保护膜覆盖至工件载带上。而且,压块之间加热块设有缓冲杆,能够对加热块的下压力进行缓冲,防止工件损坏。
28.本实用新型的有益效果的具体体现为:本设备实现自动进料、检测、包装,能够对产品的方向、数量、尺寸及外观进行检测,识别良品进行自动化包装,达到提升品质、提高生产效率,降低人工成本的目的。可以实现金属模切件的包装自动化连线生产,减少产品在生产过程中的周转环节,减少设备及生产人员的投入,避免过长的生产流程和产生异常,简化产品制程,最终实现从原材到产品的完全自动化生产。
附图说明
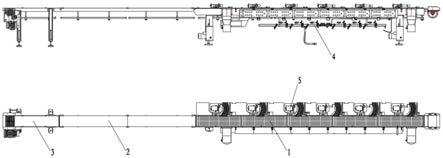
29.图1为本实用新型一实施方式的薄材工件自动化检测包装设备的立体结构示意图。
30.图2为图1所示薄材工件自动化检测包装设备去除保护框架后的俯视结构示意图。
31.图3为图1所示薄材工件自动化检测包装设备中供料装置的立体结构示意图。
32.图4为图1所示薄材工件自动化检测包装设备中移料装置的立体结构示意图。
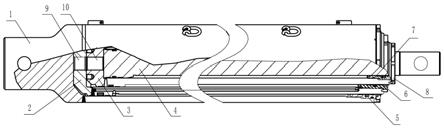
33.图5为图3所示移料装置中吸料机构的正视结构示意图。
34.图6为图5的b-b方向的剖面结构示意图。
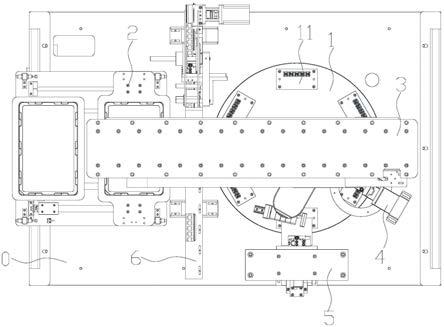
35.图7为图1所示薄材工件自动化检测包装设备中转盘、第一检测装置、第二检测装置的组合的立体结构示意图。
36.图8为图1所示薄材工件自动化检测包装设备中包装装置的立体结构示意图。
37.图9为图1所示包装装置中驱动轮、工件载带的组合的立体结构示意图。
38.图中标号:0-机台、01-保护框架、1-转盘、11-工位载具、2-供料装置、21-安装平台、22-第一载料板、23-第二载料板、24-第一驱动机构、 241-第一滑动组件、242-第一驱动件、25-第二驱动机构、251-第二滑动组件、252-第二驱动件、3-移料装置、31-第三驱动机构、32-多轴机械手、 33-吸料机构、331-安装块、3311-滑动槽、3312-限位凸块、332-第三驱动件、333-推杆、3331-环状凸块、334-滑动块、3341-通孔、3342-限位块、 335-滑杆、4-第一检测装置、41-第一安装支架、42-第四驱动件、43-第一 ccd摄像头、44-光源、5-第二检测装置、51-第二安装支架、52-第二ccd 摄像头、53-第五驱动件、54-第六驱动件、55-吸头、6-包装装置、61-输送机构、611-运输通道、612-限位板、613-减速电机、614-驱动轮、6141-驱动齿、615-工件载带、6151-穿孔、62-膜料放料机构、63-封膜机构、631-第七驱动件、632-压块、633-加热块、634-缓冲杆、635-第三支架。
具体实施方式
39.下面结合附图对本实用新型作进一步详细的说明。
40.图1-2示意性地显示了根据本实用新型的一种实施方式的薄材工件自动化检测包装设备,包括机台0,还包括
41.转盘1,转盘1设于机台0上的右侧位置,转盘1的端面上设有若干工位载具11,若干工位载具11圆周阵列分布。
42.供料装置2,供料装置2设于机台0上且位于转盘1的右侧,供料装置 2配置提供工件;
43.移料装置3,移料装置3设于机台0的上方,机台0的端面设有保护框架01,移料装置3设于框架上从而悬于机台0的上方,移料装置3配置为对工件进行转移;
44.第一检测装置4、第二检测装置5,第一检测装置4、第二检测装置5 均设于机台0上,第一检测装置4、第二检测装置5均位于转盘1的边沿位置,第一检测装置4配置为对工位载具11中的工件进行一视角的视觉检测,第二检测装置5配置为对工位载具11中的工件进行另一视角的视觉检测;
45.包装装置6,包装装置6设于机台0上且位于转盘1、工料装置之间,包装装置6配置为对工件进行出料、包装处理。
46.本实施例中,转盘1的端面上设有六个工位载具11,六个工位载具11 分别为:进料工位,对应供料装置2;空工位;空工位;第一检测工位,对应第一检测装置4;第二检测工位,对应第二检测装置5;出料工位,对应包装装置6。
47.本实用新型提供一种能够对薄材工件进行自动检测、包装的自动化设备。本设备中,供料装置2提供工件,移料装置3将工料装置中的工件输入转盘1上对应的工位载具11上,转盘1将工件依次输送至第一检测装置 4、第二检测装置5、包装装置6中,第一检测装对工位载具11中的工件进行一视角的视觉检测,第二检测装置5对工位载具11中的工件进行另一视角的视觉检测,检测合格的工件由移料装置3输入包装装置6中,由包装装置6对工件进行出料、包装处理。本设备集进料、检测、包装于一体,能够实现一系列的自动化生产动作。
48.结合图3,供料装置2包括安装平台21、第一载料板22、第二载料板 23、第一驱动机构24以及第二驱动机构25。安装平台21设于机台0上且位于机台0的左侧位置,第一载料板22通过第一驱动机构24设于安装平台21的端面上,第二载料板23通过第二驱动机构25设于安装平台21的端面上,第二载料板23位于第一载料板22的下方,第二驱动机构25位于第一驱动机构24的内侧,第一载料板22、第二载料板23上均放置有工件。
49.工料装置中,第一驱动机构24能够驱动第一载料板22往复运动,第而驱动机构能够驱动第二载料板23正反运动;当第一载料板22上的工件消耗完毕时,第一驱动机构24能够驱动第一载料板22反运动,远离工作端,第二驱动机构25能够驱动第人载料板正运动,进入工作端,从而实现不间断的供料。
50.结合图3,第一驱动机构24包括两对称分布的第一滑动组件241和第一驱动件242,第一载料板22通过两个第一滑动组件241设于安装平台21 上,第一驱动件242设于安装平台21上且与第一载料板22驱动连接;第二驱动机构25包括两对称分布的第二滑动组件251和第二驱动件252,第二载料板23通过两个第二滑动组件251设于安装平台21上,第二驱动
件 252设于安装平台21上且与第二载料板23驱动连接;两个第二滑动组件 251位于两个第一滑动组件241的内侧。
51.通过上述结构实现第一载料板22、第二载料板23的相互转换,第一载料板22、第二载料板23的运动轨迹互不干扰。
52.结合图4,移料机构包括第三驱动机构31、多轴机械手32、吸料机构 33。第三驱动机构31为直线电机驱动模组,第三驱动机构31固定在机台0 的上方,多轴机械手32设于第三驱动机构31的驱动端,吸料机构33设于多轴机械手32的驱动端。
53.移料机构中,第三驱动机构31对多轴机械手32进行驱动,使多轴机械手32能够在转盘1、供料装置2、包装装置6之间往复运动,多轴机械手32负责驱动吸料机构33的驱动,吸料机构33对工件进行吸取或释放。
54.结合图4-6,吸料机构33包括安装块331、第三驱动件332、推杆333 以及若干排列分布的滑动块334;安装块331固定在多轴机械手32的驱动端,安装块331上设有滑动槽3311,滑动槽3311内设有若干滑杆335,若干滑动块334均可滑动地设于滑杆335上,第三驱动件332设于安装块331 上且位于滑动槽3311的一端,推杆333设于驱动件的驱动端且位于滑动槽 3311内;推杆333上对应若干滑动块334设有若干环状凸块3331,若干环状凸块3331阶梯分布且沿驱动方向依次递减,滑动块334的中部对应相应的环状凸块3331设有通孔3341;滑动槽3311的一侧设有若干限位凸块 3312,若干限位凸块3312阶梯分布沿驱动方向依次递增,滑动块334的侧面对应相应的限位凸块3312设有限位块3342;滑动块334上设有吸嘴。
55.当若干滑动块334上均吸取工件后,第三驱动件332驱动推杆333,推杆333对若干滑动块334进行驱动,若干滑动块334之间的相对距离拉开,实现变距;当若干滑动块334释放工件后,第三驱动件332翻去驱动推杆 333,推杆333对若干滑动块334进行拉动,若干滑动块334相互靠近贴合,实现变距。
56.结合图7,第一检测装置4包括第一安装支架41、第四驱动件42、第一ccd摄像头43以及光源44,第一安装支架41设于机台0上且位于转盘 1的边沿位置,第四驱动件42设于第一安装支架41上,第一ccd摄像头 43设于第四驱动件42的驱动端,光源44设于第一安装支架41上且位于第一ccd摄像头43的下方。由第一ccd摄像头43对工件的俯视结构进行检测。
57.结合图7,第二检测装置5包括第二安装支架51、第五驱动件53、第二ccd摄像头52、第六驱动件54以及若干吸头55,第二安装支架51设于机台0上且位于转盘1的边沿位置,第五驱动件53设于第二安装支架51 上,第二ccd摄像头52设于第五驱动件53的驱动端;第六驱动件54设于第二安装支架51上且位于第二ccd摄像头52的上方,若干吸头55设于第六驱动件54的驱动端。由第二ccd摄像头52对工件的侧视结构进行检测。检测前,若干吸头55对工位载具11上的工件进行吸取,并由第六驱动件 54移至第二ccd摄像头52的驱动端,从而实现工件的侧视结构检测。
58.结合图8-9,包装装置6包括输送机构61、膜料放料机构62、封膜机构63,输送机构61上流通有工件载带615,膜料放料机构62设于输送机构61的上方,封膜机构63设于膜料放料机构62上且位于膜料放料机构62 的后侧,膜料放料机构62将膜料输入输送机构61的工件载带615上。
59.包装装置6中,移料装置3将工件移至输送机构61上的工件载带615 上,由输送机
构61对工件进行出料处理;而且,膜料放料机构62输入保护膜,封膜机构63将保护膜覆盖至工件载带615,对工件连同工件载带615 一同包装。
60.结合图8-9,输送机构61包括运输通道611、限位板612、减速电机613以及驱动轮614,运输通道611设于机台0上,限位板612设于运输通道611的端面上,限位板612对应膜料放料机构62、封膜机构63的工作端设有工作槽,减速电机613设于运输通道611的尾端,驱动轮614设于减速电机613的驱动端,驱动轮614的边沿圆周阵列有若干驱动齿6141,工件载带615的一侧对应驱动齿6141设有若干穿孔6151。
61.工件载带615在运输通道611上进行输送,且受限位板612的限位;由减速电机613对驱动轮614进行驱动转动,驱动轮614转动时,若干驱动齿6141与若干穿孔6151啮合传动,从而实现对工件载带615的输送。
62.结合图8-9,封膜机构63包括第七驱动件631、压块632、加热块633 以及若干缓冲杆634,第七驱动件631通过第三支架635设于运输通道611 上且位于工作槽的上方,压块632设于第七驱动件631的驱动端,加热块 633通过若干缓冲杆634设于压块632的下端面。
63.第七驱动件631驱动压块632下压,加热块633接触保护膜并压紧,从而使保护膜覆盖至工件载带615上。而且,压块632之间加热块633设有缓冲杆634,能够对加热块633的下压力进行缓冲,防止工件损坏。
64.包装装置6的一侧还设有回收箱,回收箱配置为回收不及格的工件。
65.本实施例中,第一驱动件242、第二驱动件252、第三驱动件332、第四驱动件42、第五驱动件53、第六驱动件54、第七驱动件631均为气缸。工位载具11上设有六个限位槽,即移料装置3上设有六个滑动块334,第二检测装置5中设有六个吸头55,每次移料能够移六个工件。
66.结合图1-9,本设备的具体工作步骤如下:
67.s1、进料:供料装置2提供工件,移料装置3将工料装置中的工件输入转盘1上对应的工位载具11上,转盘1将工件依次输送至第一检测装置 4、第二检测装置5、包装装置6中。
68.s2、第一检测:第一检测工位,由第一ccd摄像头43对工件的俯视结构进行检测。
69.s3、第二检测:第二检测工位,若干吸头55对工位载具11上的工件进行吸取,并由第六驱动件54移至第二ccd摄像头52的驱动端;由第二 ccd摄像头52对工件的侧视结构进行检测。
70.s4、出料包装:
71.s4.1:出料工位中,移料装置3将工件移至输送机构61上的工件载带 615上;
72.s4.2:由减速电机613对驱动轮614进行驱动转动,驱动轮614转动时,若干驱动齿6141与若干穿孔6151啮合传动,工件载带615在运输通道611上进行输送,且受限位板612的限位;
73.s4.3:膜料放料机构62输入保护膜,封膜机构63将保护膜覆盖至工件载带615,第七驱动件631驱动压块632下压,加热块633接触保护膜并压紧,从而使保护膜覆盖至工件载带615上,对工件连同工件载带615一同包装。
74.(不及格的产品,由移料装置3移至回收箱中)
75.本设备实现自动进料、检测、包装,能够对产品的方向、数量、尺寸及外观进行检测,识别良品进行自动化包装,达到提升品质、提高生产效率,降低人工成本的目的。可以实
现金属模切件的包装自动化连线生产,减少产品在生产过程中的周转环节,减少设备及生产人员的投入,避免过长的生产流程和产生异常,简化产品制程,最终实现从原材到产品的完全自动化生产。
76.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。