1.本实用新型涉及一种定位焊夹具,属于机械加工技术领域。
背景技术:
2.定位焊,是指点固焊,主要作用是固定焊件之间距离、位置等,主要采用点焊,而且是每隔一段就要点焊一次,它是正式焊接前的一种工序,工作的主要工种是铆工,焊工只是起配合作用,直接影响错边、直线度等。本公司新开发一种异形管状的航空部件,由于其形状特殊,现有的定位焊夹具均不能适用,因此,需开发一种定位焊夹具,方便待焊接零件定位、夹紧,保证焊接质量。
技术实现要素:
3.针对上述问题,本实用新型提供了一种定位焊夹具,实现异形零件定位焊的定位夹紧,提高生产效率。
4.为实现上述功能,本实用新型采用如下技术方案:一种定位焊夹具,用于异形管状零件的定位焊接,其特征在于:包括水平设置的夹具体,其上设有多个定位支座及多个压管器,其中第一定位支座、第二定位支座、第三定位支座、第四定位支座分别设于夹具体上端、右端、下端及左端,所述第一定位支座及第四定位支座之间设有第五定位支座,各个定位支座上均设有导向管,所述导向管内套设有定位销,侧面设有与所述定位销垂直的插销,所述压管器包括设于所述第一定位支座内侧的第一压管器,设于第二定位支座内侧的第二压管器,设于所述第三定位支座内侧的第三压管器,设于所述第四定位支座内侧的第四压管器,所述第二压管器内侧设有第五压管器,所述第四压管器内侧设有支撑定位板,所述第五定位支座内侧设有第六压管器。
5.进一步的,所述第一压管器、第二压管器、第三压管器、第六压管器为半圆形压管器,所述第四压管器、第五压管器为r形压管器,各个压管器包括具有定位缺口的定位板,所述定位板上设有压板,压板上设有腰形槽,所述压板通过连接螺柱穿过所述腰形槽与所述定位板连接,上端通过垫片、螺母压紧;所述半圆形压管器的定位缺口为半圆形,所述r形压管器的定位缺口,靠近所述连接螺柱一侧为圆弧形,另一侧为与该圆弧面相切的水平面。
6.进一步的,所述支撑定位板上端设有半圆形的定位口。
7.进一步的,所述第一定位支座设于第一斜支承座上,所述第一压管器设于第二斜支承座上,所述第六压管器设于第三斜支承座上,所述第一斜支承座、第二斜支承座、第三斜支承座上表面内侧向下倾斜,且所述第一斜支承座高于第二斜支承座,所述第二斜支承座高于第三斜支承座,所述第五定位支座设于水平支承座上,所述水平支承座上表面水平,高度大于所述第三斜支承座,小于第二斜支承座。
8.进一步的,所述夹具体上设有三个吊环,所述吊环分别设于第一定位支座、第二定位支座、第四定位支座的侧边。
9.进一步的,所述夹具体与所述第一定位支座和第二定位支座之间、所述第三定位
支座和第四定位支座之间分别设有加强钢管。
10.本实用新型的有益效果:通过本定位焊夹具,实现异形零件定位焊的定位夹紧,结构简单,定位精度高,使用方便。
附图说明
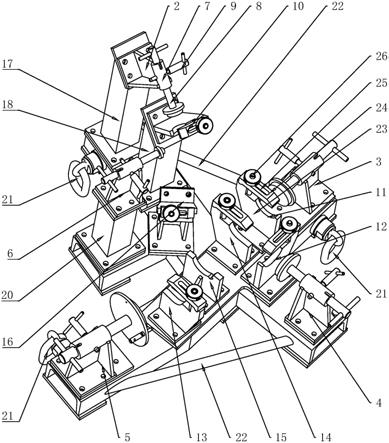
11.图1是一种定位焊夹具三维结构示意图。
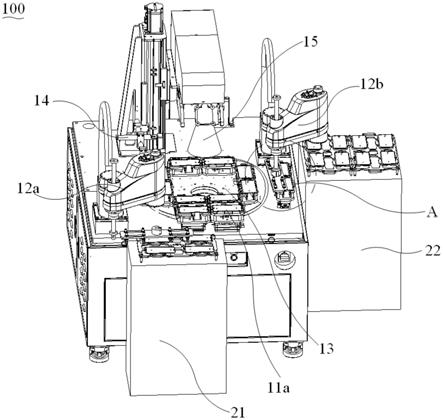
12.图2是一种定位焊夹具结构示意图。
[0013]1‑
夹具体,2
‑
第一定位支座,3
‑
第二定位支座,4
‑
第三定位支座,5
‑
第四定位支座,6
‑
第五定位支座,7
‑
导向管,8
‑
定位销,9
‑
插销,10
‑
第一压管器,11
‑
第二压管器,12
‑
第三压管器,13
‑
第四压管器,14
‑
第五压管器,15
‑
支撑定位板,16
‑
第六压管器,17
‑
第一斜支承座,18
‑
第二斜支承座,19
‑
第三斜支承座,21
‑
吊环,22
‑
加强钢管,23
‑
定位板,24
‑
压板,25
‑
腰形槽,26
‑
连接螺柱。
具体实施方式
[0014]
下面结合具体实施例及附图来进一步详细说明本实用新型。
[0015]
一种如图1至图2所示的定位焊夹具,用于异形管状零件的定位焊接,其特征在于:包括水平设置的夹具体1,其上设有多个定位支座及多个压管器,其中第一定位支座2、第二定位支座3、第三定位支座4、第四定位支座5分别设于夹具体1上端、右端、下端及左端,所述第一定位支座2及第四定位支座5之间设有第五定位支座6,各个定位支座上均设有导向管7,所述导向管7内套设有定位销8,侧面设有与所述定位销8垂直的插销9,所述压管器包括设于所述第一定位支座2内侧的第一压管器10,设于第二定位支座3内侧的第二压管器11,设于所述第三定位支座4内侧的第三压管器12,设于所述第四定位支座5内侧的第四压管器13,所述第二压管器11内侧设有第五压管器14,所述第四压管器13内侧设有支撑定位板15,所述第五定位支座6内侧设有第六压管器16。
[0016]
进一步的,所述第一压管器10、第二压管器11、第三压管器12、第六压管器16为半圆形压管器,所述第四压管器13、第五压管器14为r形压管器,各个压管器包括具有定位缺口的定位板23,所述定位板23上设有压板24,压板24上设有腰形槽25,所述压板24通过连接螺柱26穿过所述腰形槽25与所述定位板23连接,上端通过垫片、螺母压紧;所述半圆形压管器的定位缺口为半圆形,所述r形压管器的定位缺口,靠近所述连接螺柱26一侧为圆弧形,另一侧为与该圆弧面相切的水平面。
[0017]
进一步的,所述支撑定位板15上端设有半圆形的定位口。
[0018]
进一步的,所述第一定位支座2设于第一斜支承座17上,所述第一压管器10设于第二斜支承座18上,所述第六压管器16设于第三斜支承座19上,所述第一斜支承座17、第二斜支承座18、第三斜支承座19上表面内侧向下倾斜,且所述第一斜支承座17高于第二斜支承座18,所述第二斜支承座18高于第三斜支承座19,所述第五定位支座6设于水平支承座20上,所述水平支承座20上表面水平,高度大于所述第三斜支承座19,小于第二斜支承座18。
[0019]
进一步的,所述夹具体1上设有三个吊环21,所述吊环21分别设于第一定位支座2、第二定位支座3、第四定位支座5的侧边。
[0020]
进一步的,所述夹具体1与所述第一定位支座2和第二定位支座3之间、所述第三定
位支座4和第四定位支座5之间分别设有加强钢管22。
[0021]
本实用新型使用时,打开各个压管器上的压板24,将待焊接零件放入定位板23上的定位缺口内,再将各个定位支承座上的定位销8插入待焊接零件上的定位孔内,用插销9固定定位销8,使待焊接零件定位,并用压板24压紧待焊接零件,拧紧螺母,使待焊接零件夹紧,进行定位焊。
[0022]
以上对本实用新型实施例所提供的技术方案进行了详细介绍,本文中应用了具体个例对本实用新型实施例的原理以及实施方式进行了阐述,以上实施例的说明只适用于帮助理解本实用新型实施例的原理;同时,对于本领域的一般技术人员,依据本实用新型实施例,在具体实施方式以及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本实用新型的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。