1.本实用新型涉及轴齿轮加工技术领域,尤其涉及一种端面驱动数控滚齿夹持机构。
背景技术:
2.夹具在加工系统中的位置非常重要,机床性能的发挥很大程度上取决于夹具的使用。轴类加工使用端面驱动已得到众多用户的青睐,端面驱动能快速提高精度和效率。
3.夹具通常由定位元件(确定轴齿类工件在夹具中的正确位置)、夹紧装置、对刀引导元件(确定刀具与轴齿类工件的相对位置或导引刀具方向)、分度装置(使轴齿类工件在一次安装中能完成数个工位的加工,有回转分度装置和直线移动分度装置两类)、连接元件以及夹具体(夹具底座)等组成。
4.待加工产品较小时,使用标准规格滚齿刀和普通涨套式数控滚齿夹具滚齿时会出现滚齿刀与滚齿夹具干涉,无法正常加工;使用非标规格滚齿刀滚齿可解决滚齿刀与滚齿夹具干涉问题,但受设备中心距限制滚齿刀与轴齿类工件无法接触,不能实现滚齿加工。
技术实现要素:
5.本实用新型的目的在于提供一种端面驱动数控滚齿夹持机构,以解决上述背景技术中提出的待加工产品较小时,受设备中心距限制滚齿刀与轴齿类工件无法接触,不能实现滚齿加工的问题。
6.为此,本实用新型采用了以下技术方案:
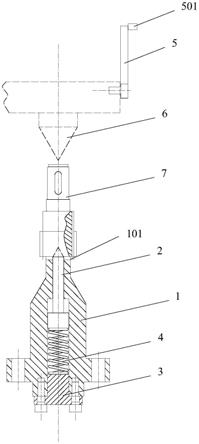
7.一种端面驱动数控滚齿夹持机构,包括夹具和设备顶尖,所述夹具包括夹具主体、第一顶尖、弹簧和堵头,所述弹簧迫使所述第一顶尖伸出夹具主体,所述夹具主体顶部具有若干拨齿,所述拨齿能够与轴齿类工件的端面驱动配合;还包括设置于设备顶尖上的限位块和与所述限位块配合、用于定位设备顶尖高度的限位开关,其中,当限位块触发限位开关时,轴齿类工件能同时接触设备顶尖和第一顶尖,且能够通过压缩弹簧正常上下工件。
8.进一步地,所述夹具主体具有中心导孔,所述若干拨齿围绕所述中心导孔布置,其中,当设备顶尖下行时所述拨齿与轴齿类工件的端面配合,用于驱动轴齿类工件随夹具主体旋转。
9.进一步地,所述第一顶尖和弹簧设置在中心导孔中。
10.进一步地,所述夹具主体与第一顶尖之间为小间隙配合,其间隙值为0.005
‑
0.008。
11.进一步地,所述中心导孔为阶梯孔,所述弹簧设置于阶梯孔内,所述弹簧与第一顶尖的底端接触、迫使第一顶尖在中心导孔内向外滑动用于支撑第一顶尖。
12.本实用新型中端面驱动数控滚齿夹持机构,当限位块接触限位开关时,工件能同时接触设备顶尖和第一顶尖,且能够通过压缩弹簧正常上下工件;设置拨齿能够与轴齿类工件的端面驱动配合,本实用新型使用标准规格滚齿刀加工时,不再受设备中心距限制,避
免了滚齿刀与普通涨套式数控滚齿夹具干涉,连接可靠,结构简单。
13.除了上面所描述的目的、特征和优点之外,本实用新型还有其它的目的、特征和优点。下面将参照图,对本实用新型作进一步详细的说明。
附图说明
14.构成本技术的一部分的说明书附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
15.图1为根据本实用新型一实施例的端面驱动数控滚齿夹持机构装夹小尺寸轴齿类工件时的初始状态结构示意图;
16.图2为根据本实用新型一实施例的端面驱动数控滚齿夹持机构装夹小尺寸轴齿类工件时的调整状态结构示意图;
17.图3为根据本实用新型一实施例的端面驱动数控滚齿夹持机构装夹小尺寸轴齿类工件时的结构示意图;
18.图4为端面驱动数控滚齿夹持机构结构示意图;
19.图5为图4的局部放大图;
20.图6为中心导孔在夹具主体顶部的示意图。
21.附图标记说明
22.1、夹具主体;101、中心导孔;2、第一顶尖;3、堵头;4、弹簧;5、限位块;501、限位开关;6、设备顶尖;7、轴齿类工件;701、第一中心锥孔;702、第二中心锥孔。
具体实施方式
23.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本实用新型。
24.结合参照图1至图6,本实用新型的端面驱动数控滚齿夹持机构,包括夹具和设备顶尖6,
25.所述夹具包括夹具主体1、第一顶尖2、弹簧4和堵头3,所述弹簧4迫使所述第一顶尖2伸出夹具主体1,所述夹具主体1顶部具有若干拨齿,所述拨齿能够与轴齿类工件的端面驱动配合;夹具主体1的顶面设置拨齿,用于驱动轴齿类工件7随工作台旋转,加工使用端面驱动,能快速提高精度和效率。
26.还包括设置于设备顶尖上的限位块5和与所述限位块5配合、用于定位设备顶尖6高度的限位开关501,设置限位块5,用于准确定位设备顶尖6的高度,当限位块接触限位开关501时,轴齿类工件7能同时接触设备顶尖6和第一顶尖2,且能够通过压缩弹簧4正常上下轴齿类工件7。
27.其中,当限位块5触发限位开关501时,轴齿类工件能同时接触设备顶尖6和第一顶尖2,且能够通过压缩弹簧4正常上下工件。
28.进一步地,所述夹具主体1具有中心导孔101,所述若干拨齿围绕所述中心导孔101布置,其中,当设备顶尖6下行时所述拨齿与轴齿类工件的端面配合,用于驱动轴齿类工件随夹具主体1旋转。
29.进一步地,所述第一顶尖2和弹簧4设置在中心导孔101中。
30.进一步地,所述夹具主体1与第一顶尖2之间为小间隙配合,其间隙值为0.005
‑
0.008。
31.进一步地,所述中心导孔101为阶梯孔,所述弹簧4设置于阶梯孔内,所述弹簧4与第一顶尖2的底端接触、迫使第一顶尖2在中心导孔101内向外滑动用于支撑第一顶尖2,既保证了夹具定位精度又满足整体性能。
32.进一步地,拨齿顶端宽度为0或大于0,如图6所示,拨齿中间有一条或两条线,一条或两条线取决于拨齿顶端宽度,宽度0的时候是一条线,宽度大于0的时候是两条线。
33.所述第一顶尖2与轴齿类工件7的第一中心锥孔701定位配合,设备顶尖6与轴齿类工件7的第二中心锥孔702定位配合,用于对轴齿类工件7进行中心定位;其中,所述夹具主体1的中心轴、轴齿类工件7的中心轴、第一顶尖2的中心轴和设备顶尖6的中心轴四者同轴共线布置。
34.本实用新型的夹具装夹小尺寸轴齿类工件7的过程如下:
35.调整过程:首先,如图2所示,将夹具总成固定到机床上;取轴齿类工件7放到第一顶尖2上,同时设备顶尖6下降到刚接触轴齿类工件7第二中心锥孔702即止;然后,调整限位块5的位置使其顶端刚好与限位开关501有效接触。调整完成,取下轴齿类工件7。
36.工作过程:首先,使用轴齿类工件7,第一中心锥孔701与第一顶尖2接触,如图1所示,将第一顶尖2压入夹具主体1中,扶正轴齿类工件7。其次,取消下压轴齿类工件7的力,如图2所示,轴齿类工件7在弹簧4的弹力下上移,轴齿类工件7上第二中心锥孔702与设备顶尖6接触,轴齿类工件7得到有效固定。
37.然后,启动设备使设备顶尖6下行带动轴齿类工件7下行,如图3所示,轴齿类工件7在设备顶尖6的压力下与夹具主体1接触,夹具主体1上端拨齿与轴齿类工件7端面接触并使轴齿类工件7端面出现刚性变形,实现夹具主体1与设备顶尖6之间的轴齿类工件7夹紧,从而,使夹具主体1带动轴齿类工件7随工作台旋转。
38.夹具主体1上端拨齿如图4和图5所示。最后,轴齿类工件7加工完成后设备顶尖6上行,弹簧4弹力驱动第一顶尖2顶起轴齿类工件7;限位块5与限位开关501接触时设备顶尖6停止上行,如图2所示,此时轴齿类工件7受设备顶尖6和第一顶尖2作用仍得到有效固定,更换轴齿类工件7。
39.本实用新型中端面驱动数控滚齿夹持机构,当限位块接触限位开关501时,工件能同时接触设备顶尖6和第一顶尖2,且通过压缩弹簧4正常上下工件,设置拨齿能够与轴齿类工件7的端面驱动配合,本实用新型使用标准规格滚齿刀不再受设备中心距限制,避免了滚齿刀与普通涨套式数控滚齿夹具干涉,结构简单,连接可靠。
40.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。