1.本实用新型涉及自动化生产技术领域,特别是一种片料转卷料机。
背景技术:
2.目前在电子材料、电子元器件的制作过程中,尤其是3c电子产品生产中,会存在片料转贴工序,以便后续机械化操作。现有技术的常见方式普遍需要人工从料盒取料,实现转贴至卷料料带,需要人工采取目视转贴,不但贴合精度保障低,贴合尺寸精度保障性差,而且存在容易导致产品外观划伤、损伤、脏污等影响产品质量的风险。
技术实现要素:
3.为了克服现有技术的不足,本实用新型提供一种片料转卷料机。
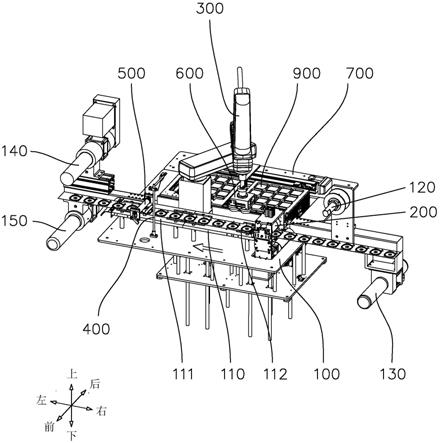
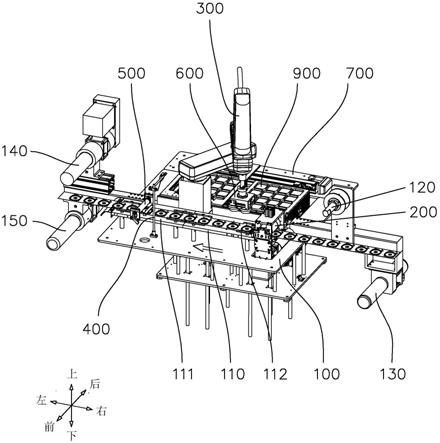
4.本实用新型解决其技术问题所采用的技术方案是:提供一种片料转卷料机,包括机架,所述机架前侧设置有工作台,所述机架后侧设置有上料模块,所述工作台的右侧为输入侧,所述工作台的左侧为输出侧;所述工作台右侧的上侧设置有附膜放料架,所述工作台右侧的下侧设置有料带收料架,所述工作台左侧的上侧设置有输出侧附膜收料架,所述工作台左侧的下侧设置有输出侧料带放料架;所述工作台上从右到左依次包括有拉料装置、上料机械手、检测装置、压料装置;所述检测装置包括有激光传感器。
5.根据本实用新型所提供的片料转卷料机,通过采用激光传感器感应料带孔位并指示底膜料带精准定位,配合拉料装置、上料机械手、压料装置完成产品转贴至卷料料带工序,其中拉料装置用于辅助牵引底膜料带,上料机械手用于把放置在上料模块处的产品转料到工作台的底膜料带上,检测装置用于感应料带孔位并指示底膜料带停到指定位置配合上料机械手,压料装置则负责把离型膜、产品、底膜料带的压合工序,完成转贴过程的关键步骤,实现更精确的自动化、智能化操作。
6.作为本实用新型的一些优选实施例,所述工作台包括有包括有真空基板,所述真空基板上设置有抽气孔。
7.作为本实用新型的一些优选实施例,所述真空基板的前后两侧设置有限位条。
8.作为本实用新型的一些优选实施例,所述拉料装置包括有拉料装置固定架、拉料装置活动架、伺服电机、减速机、保护开关、拉料装置气缸、下侧的主动轮、上侧的从动轮,其中所述主动轮设置在所述拉料装置固定架上,所述从动轮设置在所述拉料装置活动架上。
9.作为本实用新型的一些优选实施例,所述上料机械手上设置有吸料装置,所述吸料装置包括有吸料固定架和吸料活动架,所述吸料固定架与所述吸料活动架之间设置有吸料装置气缸,所述吸料固定架上设置有固定线圈吸头,所述吸料活动架上设置有活动线圈吸头。
10.作为本实用新型的一些优选实施例,所述检测装置包括有传感器立杆、传感器横杆、传感器连接板,所述传感器立杆与所述传感器横杆之间通过装夹件连接,所述传感器横杆与所述传感器连接板连接,所述激光传感器设置在所述传感器连接板上。
11.作为本实用新型的一些优选实施例,所述上料模块包括有顶料盒装置,所述顶料盒装置包括有顶料盒装置固定架、顶料盒装置升降板,所述顶料盒装置固定架上设置有挡料盒杆。
12.作为本实用新型的一些优选实施例,所述顶料盒装置固定架上设置有光电传感器,所述顶料盒装置升降板上设置有感应块与所述光电传感器对应。
13.作为本实用新型的一些优选实施例,所述上料模块包括有料盒定位装置,所述料盒定位装置包括有定位框,所述定位框两侧设置有料盒夹爪,所述定位框还设置有夹爪气缸用于控制所述料盒夹爪。
14.作为本实用新型的一些优选实施例,所述料盒定位装置包括有料盒定位装置固定架,所述料盒定位装置固定架上设置有定位框平移导轨、定位框平移滑块,所述定位框设置在所述定位框平移滑块上。
15.本实用新型的有益效果是:
16.1.新装置实现自动化、智能化操作,显著减少人力操作,有利于精简人力;
17.2.适用性广泛,实现转贴各种不同的产品;
18.3.减少操作误差,保障转贴精度,进而保证了产品的质量。
附图说明
19.下面结合附图和实施例对本实用新型进一步说明。
20.图1是本实用新型的立体图;
21.图2是本实用新型中检测装置的立体图;
22.图3是本实用新型中拉料装置的立体图;
23.图4是本实用新型中吸料装置的立体图;
24.图5是本实用新型中顶料盒装置的立体图;
25.图6是本实用新型中料盒定位装置的立体图。
26.附图标记:
27.机架100、工作台110、真空基板111、限位条112、附膜放料架120、料带收料架130、输出侧附膜收料架140、输出侧料带放料架150;
28.拉料装置200、拉料装置固定架210、拉料装置活动架220、伺服电机230、减速机240、保护开关250、拉料装置气缸260、下侧的主动轮270、上侧的从动轮280;
29.上料机械手300;
30.检测装置400、激光传感器410、传感器立杆420、传感器横杆430、传感器连接板440、装夹件450;
31.压料装置500;
32.吸料装置600、吸料固定架610、吸料活动架620、吸料装置气缸630、固定线圈吸头640、活动线圈吸头650;
33.顶料盒装置700、顶料盒装置固定架710、光电传感器711、顶料盒装置升降板720、感应块721、挡料盒杆730;
34.料盒定位装置800、定位框810、料盒夹爪820、夹爪气缸830、料盒定位装置固定架840、定位框平移导轨850、定位框平移滑块860;
35.料盒900。
具体实施方式
36.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施方式,对本实用新型进行进一步详细说明。为透彻的理解本发明创造,在接下来的描述中会涉及一些特定细节。而在没有这些特定细节时,本发明创造仍可实现,即所属领域内的技术人员使用此处的这些描述和陈述向所属领域内的其他技术人员可更有效的介绍他们的工作本质。此外需要说明的是,下面描述中使用的词语“前侧”、“后侧”、“左侧”、“右侧”、“上侧”、“下侧”等指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向,相关技术人员在对上述方向作简单、不需要创造性的调整不应理解为本技术保护范围以外的技术。应当理解,此处所描述的具体实施方式仅仅用以解释本技术,并不用于限定实际保护范围。而为避免混淆本发明创造的目的,由于熟知的制造方法、控制程序、部件尺寸、材料成分、管路布局等的技术已经很容易理解,因此它们并未被详细描述。
37.图1是本实用新型一个实施方式的立体图,参照图1,本实用新型的一个实施方式提供了一种片料转卷料机,包括机架100,机架100前侧设置有工作台110,机架100后侧设置有上料模块,上料模块用于放置待转料的产品。工作台110的右侧为输入侧,工作台110的左侧为输出侧,即在工作过程中,料带等待加工工件会从右到左移动。
38.进一步的,工作台110右侧的上侧设置有附膜放料架120,工作台110右侧的下侧设置有料带收料架130,工作台110左侧的上侧设置有输出侧附膜收料架140,工作台110左侧的下侧设置有输出侧料带放料架150。其中附膜放料架120用于放置并连续输送离型膜,而输出侧附膜收料架140则配合收卷底膜料带的离型膜收废料。输出侧料带放料架150用于放置原材来料并连续输送底膜料带,而料带收料架130则配合收卷产品料带收成品料(装好产品后的底膜料带)。
39.再进一步的,工作台110上从右到左依次包括有拉料装置200、上料机械手300、检测装置400、压料装置500。其中拉料装置200用于辅助牵引底膜料带。上料机械手300用于把放置在上料模块处的产品转料到工作台110的底膜料带上。检测装置400用于感应料带孔位(即底膜料带上预先打好的定位孔位置)并指示底膜料带停到指定位置配合上料机械手300。压料装置500则负责把离型膜、产品、底膜料带的压合工序,完成转贴过程的关键步骤。
40.再进一步的,参照图2,检测装置400包括有激光传感器410,通过激光传感器410来准确感应底膜料带上预先打好的定位孔,保证整个转贴过程足够精准,匹配片料转卷料机的自动化、智能化工作需要。
41.在实际工作时,工作步骤如下:
42.1.人工将料盘放入上料模块;
43.2.上料机械手300取料将料盒900上的产品转贴至工作台110上的底膜料带上;
44.3.拉料装置200拉料,通过激光传感器410感应料带孔位停到指定位置;
45.4.最后料带收料架130收卷物料。
46.以上公开的一种片料转卷料机所揭露的仅为本实用新型较佳的实施方式,仅用于说明本实用新型的技术方案,而非对其限制。本领域的普通技术人员应当理解,其依然可以对前述的技术方案所记载的技术方案结合现有技术进行修改或者补充(例如拉料装置200、
上料机械手300、检测装置400、压料装置500的顺序可以根据需要调整或者增添更多工序等等),或者对其中部分技术特征进行等同替换(例如片料转卷料机的部件可以左右对称换位或者片料转卷料机整体90
°
旋转而不影响工作效果等等);而这些修改或替换,并不使相应的技术方案的本质脱离本实用新型的实施方式技术方案的精神和范围。
47.以下结合一些实施例进行说明,其中此处所称的“实施例”是指可包含于本技术至少一个实现方式中的特定特征、结构或特性。在本说明书中不同地方出现的“实施例中”并非均指同一个实施例,也不是单独的或选择性的与其他实施例互相排斥的实施例。此外,表示一个或多个实施例的细节并非固定的指代任何特定顺序,也不构成对本实用新型的限制。
48.实施例1,工作台110包括有包括有真空基板111,真空基板111上设置有抽气孔,真空基板111通过抽气孔抽气,定位吸附或释放底膜料带,保证底膜料带精准定位,且保证底膜料带在转料过程中不会移位、错位。
49.实施例2,真空基板111的前后两侧设置有限位条112,用于限制底膜料带两侧,避免底膜料带在移动过程中移位、错位。
50.实施例3,参照图3,拉料装置200包括有拉料装置固定架210、拉料装置活动架220、伺服电机230、减速机240、保护开关250、拉料装置气缸260、下侧的主动轮270、上侧的从动轮280,其中主动轮270设置在拉料装置固定架210上,从动轮280设置在拉料装置活动架220上。伺服电机230用于驱动主动轮270旋转,而减速机240则用于控制伺服电机230的输出转轴转速。拉料装置气缸260用于控制拉料装置活动架220升降,而保护开关250则配合控制拉料装置活动架220升降范围。
51.本实施例中,可选的,拉料装置固定架210为倒字状,伺服电机230、减速机240、主动轮270设置在拉料装置固定架210中间空腔位置。
52.本实施例中,可选的,拉料装置活动架220为字状。拉料装置气缸260设置在拉料装置活动架220上侧,保护开关250设置在拉料装置200侧边,而从动轮280设置在拉料装置活动架220中间空腔位置。
53.本实施例中,可选的,拉料装置气缸260采用jd25型号气缸。
54.本实施例中,可选的,保护开关250采用epd24型号接触器开关。
55.本实施例中,可选的,伺服电机230采用hg
‑
kn23型号伺服电机。
56.本实施例中,可选的,减速机240采用fab
‑
060型号减速机。
57.实施例4,参照图4,上料机械手300上设置有吸料装置600,吸料装置600包括有吸料固定架610和吸料活动架620,吸料固定架610与吸料活动架620之间设置有吸料装置气缸630,其中吸料固定架610与上料机械手300连接,而吸料装置气缸630可控制吸料活动架620活动。吸料固定架610上设置有固定线圈吸头640,吸料活动架620上设置有活动线圈吸头650。即上料机械手300上的固定线圈吸头640、活动线圈吸头650共两个吸头中,固定线圈吸头640相当于吸料固定架610固定不动,而活动线圈吸头650跟随吸料活动架620活动。固定线圈吸头640、活动线圈吸头650配合设计实现吸头与来料工件上方距离变化调整,匹配不同工件需求。
58.本实施例中,可选的,吸料装置气缸630采用滑台气缸。
59.实施例5,检测装置400包括有传感器立杆420、传感器横杆430、传感器连接板440,
传感器立杆420与传感器横杆430之间通过装夹件450连接,传感器横杆430与传感器连接板440连接,激光传感器410设置在传感器连接板440上,实现激光传感器410的固定,保证激光传感器410检测精度。
60.本实施例中,可选的,传感器立杆420、传感器横杆430为圆形杆结构,装夹件450上设置有弧形夹孔夹住传感器立杆420、传感器横杆430,便于传感器横杆430灵活调整方向,进而调整激光传感器410位置和角度。
61.本实施例中,可选的,激光传感器410采用lv
‑
nh32型号激光传感器。
62.实施例6,上料机械手300的具体结构和工作原理可参照现有的机械手结构。
63.本实施例中,可选的,上料机械手300采用雅马哈的yk600xg型号水平多关节机器人。
64.实施例7,参照图5,上料模块包括有顶料盒装置700,顶料盒装置700包括有顶料盒装置固定架710、顶料盒装置升降板720,顶料盒装置固定架710上设置有挡料盒杆730。产品集中放在料盒900中,而料盒900则叠起来放在顶料盒装置升降板720上,顶料盒装置升降板720带动料盒上升。当第一层的料盒900中的产品都被取走后,第一层的料盒900就可以取走,然后顶料盒装置升降板720配合上升,让原来第二层的料盒900升高到合适高度,方便上料机械手300取料,如此类推。
65.本实施例中,可选的,顶料盒装置升降板720通过步进电机驱动升降。
66.本实施例中,可选的,顶料盒装置固定架710上设置有丝杆用于引导顶料盒装置升降板720升降过程。
67.实施例8,顶料盒装置固定架710上设置有光电传感器711,顶料盒装置升降板720上设置有感应块721与光电传感器711对应,这样就可以监测顶料盒装置升降板720的高度。
68.本实施例中,可选的,光电传感器711采用pm
‑
l25型号传感器。
69.实施例9,参照图6,上料模块包括有料盒定位装置800,料盒定位装置800包括有定位框810,定位框810两侧设置有料盒夹爪820,定位框810还设置有夹爪气缸830用于控制料盒夹爪820。夹爪气缸830控制料盒夹爪820夹住料盒900边沿,配合上料机械手300取料。
70.本实施例中,可选的,料盒900为方形结构,定位框810上设置有方形框口与料盒900对应。
71.本实施例中,可选的,料盒夹爪820上设置有“v”字形槽,用于卡住料盒900边沿。
72.本实施例中,可选的,夹爪气缸830采用tn10
‑
10型号双杆气缸。
73.实施例10,料盒定位装置800包括有料盒定位装置固定架840,料盒定位装置固定架840上设置有定位框平移导轨850、定位框平移滑块860,定位框810设置在定位框平移滑块860上,定位框810可顺着定位框平移导轨850移动,使定位框810可顺着定位框平移导轨850平移。当顶料盒装置700的料盒900分为多组时,定位框810就可以移动切换不同位置处的料盒900。
74.本实施例中,可选的,顶料盒装置700分为左右两组,定位框平移导轨850沿着左右侧方向延伸。
75.根据上述原理,本实用新型还可以对上述实施方式进行适当的变更和修改。因此,本实用新型并不局限于上面揭示和描述的具体实施方式,对本实用新型的一些修改和变更也应当落入本实用新型的权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。