1.本实用新型涉及压铸模具技术领域,尤其涉及耐用型压铸模具的缓冲稳压设备。
背景技术:
2.压铸模具是铸造金属零部件的一种工具,是一种在专用的压铸模锻机上完成压铸工艺的工具。
3.现有的耐用型压铸模具在进行使用的时候,会利用液压杆和动模具再次将冷却好的金属进行施压锻造,然液压杆带动动模具移动的一定的程度时,动模具可能会不发生移动,这时继续使用液压杆时,液压杆可能会因为与动模具接触面积过小导致受压过大,发生损坏,降低其动模具的使用寿命。
4.因此,有必要提供新型的耐用型压铸模具的缓冲稳压设备解决上述技术问题。
技术实现要素:
5.本实用新型解决的技术问题是提供耐用型压铸模具的缓冲稳压设备。
6.为解决上述技术问题,本实用新型提供的耐用型压铸模具的缓冲稳压设备,包括:第一u型块,所述第一u型块的顶部焊接有l型块,所述l型块靠近第一u型块的一侧安装有液压杆,所述液压杆的伸缩端焊接有第一连接板,所述第一连接板的底部安装有动模具,所述动模具的顶部通过第一螺钉螺纹连接有两组第一固定块,且每组第一固定块的数量为两个,两个所述第一固定块的相对一侧之间焊接有第一矩形块,所述第一矩形块靠近第一连接板的一侧开设有t型滑槽,所述t型滑槽的内壁底部固定安装有第一弹簧,所述t型滑槽的内部滑动连接有t型滑块,所述t型滑块靠近液压杆的一侧焊接有l型连接块,所述第一矩形块的顶部焊接有第二矩形块,所述第二矩形块靠近液压杆的一侧固定安装有第二弹簧。
7.优选的,所述l型连接块的底部与第一连接板的顶部相焊接。
8.优选的,所述第一弹簧的底端与t型滑槽的内壁底部相焊接,所述第一弹簧的顶端与t型滑块的底部相焊接。
9.优选的,所述l型连接块的顶部与第二弹簧靠近第一连接板的一端相焊接,所述第二弹簧靠近第二矩形块的一端与第二矩形块靠近第二弹簧的一侧相焊接。
10.优选的,所述第一u型块的顶部焊接有两个相互平行的挡板,所述第一u型块的顶部设置有静模具,所述第一u型块的顶部焊接有两个相互平行的第一连接块。
11.优选的,所述第一连接块远离挡板的一侧活动贯穿有螺纹转杆,所述螺纹转杆靠近静模具的一端通过第一固定轴承转动连接有第二u型块,所述第二u型块的顶部焊接有矩形卡块。
12.优选的,所述静模具靠近第一连接块的一侧开设有与矩形卡块远离第一连接块的一侧相适配的第一卡槽。
13.优选的,所述第一u型块的内壁顶部通过第二螺钉螺纹连接有两个第二固定块,两个所述第二固定块的相对一侧之间焊接梯形孔块,所述梯形孔块的两侧均通过螺栓螺纹连
接有第二连接板。
14.优选的,两个所述第二连接板的相对一侧之间焊接收集槽块,所述梯形孔块的输出端焊接有连接管。
15.优选的,所述连接管远离梯形孔块的一侧活动第一u型块的内壁一侧,所述梯形孔块的内壁底部设置有漏孔,所述第一u型块的顶部设置有第一通孔,所述连接管的输出端设置有风机。
16.与相关技术相比较,本实用新型提供的葡萄酒生产用过滤装置具有如下有益效果:
17.(1)、通过在l型连接块、t型滑块和第一弹簧的配合下,可以对液压杆通过第一连接板对动模具施加的力进行缓冲,防止液压杆过压,使动模具发生损坏,在t型滑槽的作用下,可以保证t型滑块进行垂直移动,在第二矩形块和第二弹簧的配合下,可以进一步的提高液压杆通过第一连接板对动模具施加的力,保护了动模具不发生损坏,提高了动模具的使用寿命。
18.(2)、通过在螺纹转杆的作用下,通过第一连接块可以带动第二u型块发生移动,在第二u型块和矩形卡块的配合下,可以将静模具固定在第一u型块的顶部,方便静模具的快速拆装。
19.(3)、通过在风机的作用下,通过连接管和梯形孔块的配合下,可以将冷风从第一通孔喷出,对静模具和动模具地进行降温,对静模具进行降温,在第二连接板和收集槽块的作用下,可以将梯形孔块内部空气中沉淀下来的灰尘进行收集,结构简单,使用效果明显。
附图说明
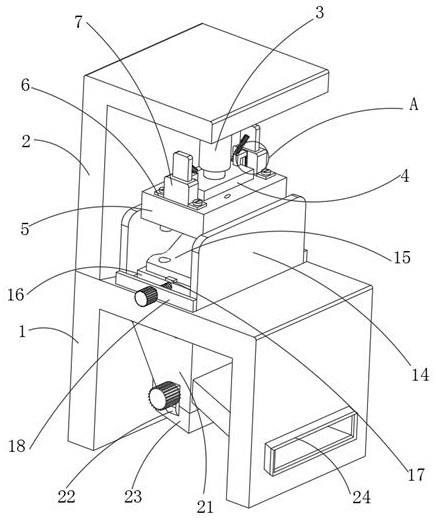
20.图1为本实用新型提供的耐用型压铸模具的缓冲稳压设备的立体图;
21.图2为本实用新型提供的耐用型压铸模具的缓冲稳压设备的图1中a处放大立体图;
22.图3为本实用新型提供的耐用型压铸模具的缓冲稳压设备的部分立体图。
23.图中标号:1、第一u型块,2、l型块,3、液压杆,4、第一连接板,5、动模具,6、第一固定块,7、第一矩形块,8、t型滑槽,9、第一弹簧,10、t型滑块,11、l型连接块,12、第二矩形块,13、第二弹簧,14、挡板,15、静模具,16、第二u型块,17、矩形卡块,18、第一连接块,19、螺纹转杆,20、第二固定块,21、梯形孔块,22、第二连接板,23、收集槽块,24、连接管。
具体实施方式
24.下面结合附图和实施方式对本实用新型作进一步说明。
25.如图1
‑
3,耐用型压铸模具的缓冲稳压设备,包括:第一u型块1,所述第一u型块1的顶部焊接有l型块2,方便l型块2为液压杆3提供支撑面,所述l型块2靠近第一u型块1的一侧安装有液压杆3,方便带动第一连接板4进行移动,所述液压杆3的伸缩端焊接有第一连接板4,所述第一连接板4的底部安装有动模具5,方便动模具5与静模具15对接,实现金属液体的注入,所述动模具5的顶部通过第一螺钉螺纹连接有两组第一固定块6,且每组第一固定块6的数量为两个,两个所述第一固定块6的相对一侧之间焊接有第一矩形块7,所述第一矩形块7靠近第一连接板4的一侧开设有t型滑槽8,所述t型滑槽8的内壁底部固定安装有第一弹
簧9,所述t型滑槽8的内部滑动连接有t型滑块10,所述t型滑块10靠近液压杆3的一侧焊接有l型连接块11,所述第一矩形块7的顶部焊接有第二矩形块12,所述第二矩形块12靠近液压杆3的一侧固定安装有第二弹簧13,当需要对冷却好的金属进行压铸锻造时,启动液压杆3,液压杆3通过第一连接板4带动动模具5移动,对金属进行压铸,当铸件成形时,且液压杆3还过压地通过第一连接板4对动模具5再次进行移动时,此时第一连接板4下移的力会通过l型连接块11、t型滑块10和第一弹簧9进行缓冲,有效的保护了动模具5不受液压杆3过压的力发生损坏,同时下移的l型连接块11还会通过第二弹簧13和第二矩形块12进一步的对第一连接板4带来的力进行缓冲,提高动模具5的使用寿命。
26.如图2,所述l型连接块11的底部与第一连接板4的顶部相焊接,方便通过l型连接块11可以实现第一弹簧9对第一连接板4进行缓冲。
27.如图1和图2,所述第一弹簧9的底端与t型滑槽8的内壁底部相焊接,所述第一弹簧9的顶端与t型滑块10的底部相焊接,方便通过第一弹簧9可以带动t型滑块10进行自动复位。
28.如图1和图2,所述l型连接块11的顶部与第二弹簧13靠近第一连接板4的一端相焊接,所述第二弹簧13靠近第二矩形块12的一端与第二矩形块12靠近第二弹簧13的一侧相焊接,方便通过第二弹簧13和第二矩形块12可以进一步提高液压杆3通过第一连接板4对动模具5施加力的缓冲。
29.如图1,所述第一u型块1的顶部焊接有两个相互平行的挡板14,所述第一u型块1的顶部设置有静模具15,所述第一u型块1的顶部焊接有两个相互平行的第一连接块18,方便通过挡板14可以使动模具5在下移的过程中不发生偏移。
30.如图1,所述第一连接块18远离挡板14的一侧活动贯穿有螺纹转杆19,所述螺纹转杆19靠近静模具15的一端通过第一固定轴承转动连接有第二u型块16,所述第二u型块16的顶部焊接有矩形卡块17,方便通过矩形卡块17、螺纹转杆19、第一连接块18和第二u型块16的配合下,可以防止静模具15发生移动。
31.如图1,所述静模具15靠近第一连接块18的一侧开设有与矩形卡块17远离第一连接块18的一侧相适配的第一卡槽,方便通过矩形卡块17与静模具15上的第一卡槽进行对接,可以防止静模具15发生移动。
32.如图1和图3,所述第一u型块1的内壁顶部通过第二螺钉螺纹连接有两个第二固定块20,两个所述第二固定块20的相对一侧之间焊接梯形孔块21,所述梯形孔块21的两侧均通过螺栓螺纹连接有第二连接板22,方便通过第二连接板22和第二螺钉可以将梯形孔块21固定在第一u型块1的内壁底部。
33.如图1和图3,两个所述第二连接板22的相对一侧之间焊接收集槽块23,所述梯形孔块21的输出端焊接有连接管24,方便通过收集槽块23可以将梯形孔块21内部的灰尘进行收集。
34.如图1和图3,所述连接管24远离梯形孔块21的一侧活动第一u型块1的内壁一侧,所述梯形孔块21的内壁底部设置有漏孔,所述第一u型块1的顶部设置有第一通孔,所述连接管24的输出端设置有风机,方便通过风机可以将外界的冷空气从连接管24和梯形孔块21从第一通孔的输出端喷出,对静模具15和动模具5进行降温。
35.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是
利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。