1.本发明属于超高压容器设备技术领域,具体涉及一种超高压容器预紧装置及应用该装置的预紧方法。
背景技术:
2.随着近代技术的快速发展,超高压容器在化学工业、石油化学工业、材料加工等领域中使用越来越广泛。在正常工作下,超高压容器的内壁面承受着较高的压力,一般达到100mpa以上,如何保证在超高内压下确保压力容器的密封能力一直是研究的热点。对于特定的超高压容器,由于容器体积大、温度高、介质腐蚀性强,还要求具有的便捷的开启功能等特征,这显然给容器的设计和安装带来困难。目前超高压密封主要采用自紧式结构,如b形环、o形环、“bridgman”、楔形环甚至o形圈加三角垫、金属唇形密封环、透镜垫等;该类自紧式结构被证明大部分无法应用于工作在高温耐蚀场合的超高压容器中,往往只能采用耐高温耐蚀金属材料来替代和弥补,进而带来了初始密封力大、安装精度要求高和预紧困难等问题,亟待解决。
技术实现要素:
3.本发明的目的是克服上述现有技术的不足,提供一种超高压容器预紧装置,能在保证设备的初始密封力的同时,同步具备拆装便捷和预紧方便可靠的优点,最终有效解决超高压容器常见的拆装困难和密封失效的问题,其构造紧凑而可靠。本发明的另一个目的在于提供一种基于上述装置的预紧方法,从而进一步提升该装置的预紧安装效率。
4.为实现上述目的,本发明采用了以下技术方案:
5.一种超高压容器预紧装置,其特征在于:包括预紧板以及布置于预紧板与顶盖之间的驱动源,所述驱动源用于驱动顶盖产生相对预紧板的轴向相近及相离动作;该装置还包括预紧螺栓,所述预紧螺栓依序贯穿预紧板和顶盖后,再与筒体的密封端间形成螺纹紧固配合,预紧螺栓上依序的螺纹配合有固定螺母和预紧螺母,固定螺母与预紧板的上板面间形成抵紧配合,预紧螺母与顶盖顶面间形成抵紧配合。
6.优选的,以所述预紧螺栓和相配合的预紧螺母及固定螺母为一组预紧单元,所述预紧单元为三组以上并环绕筒体轴线依序均布;筒体及顶盖的相邻面处均布置外翻边,该装置还包括哈夫套,所述哈夫套处各瓣环沿筒体径向动作从而用于在轴向上限位并拉紧两组外翻边;筒体的密封端的筒口处还同轴布置有密封件,所述密封件被顶盖压紧式的密封配合在筒体筒口处。
7.优选的,所述瓣环的内环面布置内凹的用于匹配所述外翻边的弧槽体;弧槽体槽底宽度小于槽口宽度,从而与外翻边间形成楔面配合结构。
8.优选的,所述筒体的密封端的筒口布置的外扩的喇叭口,密封件为圆柱状金属块,且密封件端部布置匹配所述喇叭口的倒角。
9.优选的,所述驱动源为分体式液压千斤顶,驱动源和筒体彼此同轴。
10.优选的,一种应用所述超高压容器预紧装置的预紧方法,其特征在于包括以下步骤:
11.1)、安装预紧螺栓及固定螺母,完成预紧板、驱动源、顶盖、密封件及筒体的受力框架结构组装;
12.2)、驱动源开启,此时顶盖在驱动源作用下逐渐下行,直至顶盖初步压紧密封件,之后拧紧预紧螺母,实现初步预紧;此时,将哈夫套初步装配在外翻边上;
13.3)、驱动源分阶段施力,每一阶段力施加完毕时,均需对应的拧紧预紧螺母和收紧一次哈夫套,以保证受力状态;全部施力阶段完成后,即完成整套超高压容器的预紧流程。
14.优选的,超高压容器的预紧流程完成后,需进行预紧压力的测量和构成哈夫套的两组瓣环端面间距的测量,均满足设定值后,即告预紧合格;否则,重复所述3)步骤。
15.优选的,通过对密封件的预紧力和变形量计算,推算出驱动源的所需压力,完成驱动源和预紧螺栓的选型和所需操作力;通过对密封件的变形量推算出哈夫套处两组瓣环在设定的预紧工况下所需的间距,进一步的在驱动源达到预紧力的情况下对该间距进行测量和复核,以判断是否达到设计目的。
16.本发明的有益效果在于:
17.1)、通过上述方案,一方面,本发明依靠预计螺栓及其上预紧螺母的配合,实现了对顶盖、密封件及筒体的同轴定位功能;另一方面,通过驱动源和预紧板,确保了顶盖的下行施力,进而可保证能为超高压容器提供稳定可靠的预紧。本发明实际操作时,由于采用了组合模块构造,因此可在需要时随时拆装,使用极为便捷;甚至在必要时,也可以搭配常规的其他固定结构来实现,从而通过组合构造,来实现更佳的针对超高压容器的在线稳定密封目的,其构造紧凑而可靠。
18.2)、作为上述方案的进一步优选方案,预紧单元需为三组以上,同时,需配合哈夫套来实现对超高压容器的在线稳定密封效果。三组以上的预紧单元,确保了驱动源工作时,顶盖能沿预紧螺栓稳定下行,而不会出现翘曲卡死或与密封件配合不良等问题。哈夫套尤其不能在最终预紧完成后安装,而应当在分阶段施力的驱动源的工作过程中,伴随驱动源的下行施力而逐步收紧式安装。之所以采用上述逐步收紧式的特殊组装方式,是考虑到因组装误差甚至驱动源自身原因,顶盖的下行动作往往是无法实现百分百精准的;如果等待顶盖完全到位后再安装哈夫套,此时顶盖经常出现安装偏斜和密封件的配合变形甚至歪斜问题,这尤其是超高压环境所极力避免的。在驱动源的不断施力下,哈夫套不断内收,两者彼此配合。哈夫套起到了驱动源的施力导向功能,从而在顶盖下行过程中不断的导向和校准顶盖和筒体的同轴度,而驱动源又使得哈夫套的内收动作更为可靠便捷,操作起来极为协调灵活。
19.3)、对于密封件而言,实际操作时可选用纯金属的圆柱状密封块;工作时,先将密封件放置在筒口处,再控制顶盖下行并下压密封件,使得密封件被紧紧贴合密封在筒口处,最终可靠的实现其密封效果。
附图说明
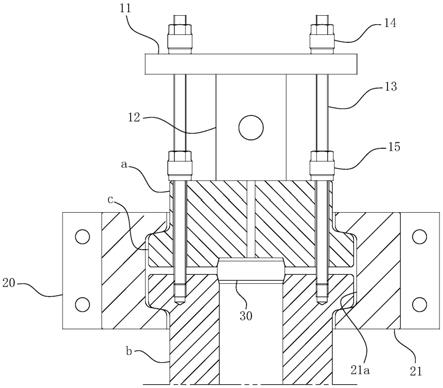
20.图1为本发明的结构剖视图。
21.本发明各标号与部件名称的实际对应关系如下:
22.a
‑
顶盖 b
‑
筒体 c
‑
外翻边
23.11
‑
预紧板 12
‑
驱动源
24.13
‑
预紧螺栓 14
‑
固定螺母 15
‑
预紧螺母
25.20
‑
哈夫套 21
‑
瓣环 21a
‑
弧槽体
26.30
‑
密封件
具体实施方式
27.为便于理解,此处结合图1,对本发明的具体结构及工作方式作以下进一步描述:
28.本发明的具体结构如图1所示,其主要结构包括顶盖a、筒体b、预紧组件、固定组件以及密封件30。在图1中可看出,本发明的总体设计目的,实际上就是通过一系列的固定及预紧机构,来使得圆柱块状的密封件30,能够被平稳的压紧在筒体b筒口处,并通过密封件30相对筒口的抵紧配合来实现既定的密封目的。设计时,密封件30为自紧式金属材料,其主要作用在完成预紧安装后能为容器提供稳定的初式密封,并在超高压工况密封结构下,能自行扩展变形保证容器密封性,进而保障容器安全性能。
29.对于预紧组件而言,如图1所示,其包括预紧板11、驱动源12、预紧螺栓13、预紧螺母15及固定螺母14。工作时,预先在顶盖a上钻设贯穿孔,并同轴在筒体b上钻出螺纹孔,再通过预紧螺栓13的穿入来实现顶盖a与筒体b的同轴度定位目的。考虑到提升顶盖a与筒体b的对接精度,预紧螺栓13应当为三组以上,从而形成立体定位构造。之后,可开启作为驱动源12的分体式液压千斤顶,此时顶盖a在驱动源12作用下逐渐下行。再后,拧紧预紧螺母15,也就实现本发明的初步预紧目的。
30.当上述初步预紧流程完毕后,就需要固定组件来固定顶盖a与筒体b。固定组件如图1所示的,为两瓣式的哈夫套20。工作时,哈夫套20依靠各瓣环21处弧槽体21a相对外翻边c的楔形配合,来实现其定位和安装功能。值得注意的是,哈夫套20的装配并不是等待全部预紧流程走完后才装配,而是在驱动源12完成初步的预紧流程后就开始装配,并在驱动源12的后续分阶段预紧流程中,不断伴随着哈夫套20的逐步收紧操作。换言之,驱动源12是分阶段施力的,而每一阶段力施加完毕时,均需对应的拧紧预紧螺母15和收紧一次哈夫套20,以保证受力状态,并确保安装后顶盖a及密封件30不会因自身倾斜或变形等而出现密封失效问题。当上述全部施力阶段完成后,即完成全部的超高压容器的预紧流程。
31.当然,对于本领域技术人员而言,本发明不限于上述示范性实施例的细节,而还包括在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现的相同或类似结构。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
32.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
33.本发明未详细描述的技术、形状、构造部分均为公知技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。