1.本发明涉及聚合物发泡领域,特别涉及一种可降解塑料辅助成型聚丙烯发泡卷材的制备方法。
背景技术:
2.聚丙烯(pp)作为一种广泛应用的通用塑料,有着优异的力学性能和耐热性能。其发泡制品有着易成型、重量轻、化学稳定性好的特点以及优异的缓冲性能和隔热效果。这些优点使得发泡聚丙烯材料在包装、隔热、汽车和建筑等领域有着广泛的应用。
3.可降解塑料作为一类新兴的环境友好型塑料,对解决环境问题有着重要的意义。随着环境问题越来越被关注,人们对可降解塑料的研究和使用也更加重视。
4.虽然与其他泡沫塑料相比,pp有着诸多优点,但是由于其本身熔体强度较低,导致其发泡工艺性能不佳,泡孔结构较差。同时因为pp的不可降解性,长期使用pp塑料制品会造成一系列的环境问题。可降解塑料因其本身结构特性,加工过程中对水十分敏感,易与水发生反应。本发明在pp发泡体系中引入可降解塑料作为改性组分,既符合绿色可持续发展的理念,又可以通过可降解塑料来辅助成型pp,并且通过对体系中微量水的调控来控制加工过程中可降解塑料的反应程度,实现对发泡卷材泡孔结构的优化,最终制备一种泡孔均匀致密的可降解塑料辅助成型pp发泡卷材。
技术实现要素:
5.本发明的目的在于通过对体系中微量水的调控来优化可降解塑料辅助成型pp发泡卷材的泡孔结构,本发明目的通过以下技术方案来实现:
6.本发明的目的之一在于提出一种微量水优化泡孔结构的可降解塑料辅助成型pp发泡卷材,发泡卷材包括以下重量份数的原料组分:pp:60
‑
80份,可降解塑料:5
‑
15份,聚丙烯酸钠:5
‑
10份,发泡剂母粒5
‑
30份,扩链剂0.5
‑
3份,补强剂3
‑
8份。
7.所述pp,是高熔体强度聚丙烯,熔体强度25cn以上,优选的,北欧化工聚丙烯牌号140e。熔融指数为1
‑
3g/10min(2.16kg,230℃),密度0.9g/cm3。
8.所述可降解塑料为对苯二甲酸己二酸丁二酯(pbat),聚碳酸亚丙酯(ppc),聚丁二酸丁二醇酯(pbs),聚乳酸(pla),聚(对苯二甲酸丁二酸丁二醇)酯(pbst)、聚丁二酸己二酸丁二醇酯(pbsa)中的一种。
9.优选的,所述的聚丙烯酸钠分子量为450万
‑
600万。
10.优选的,所述发泡母粒为包覆型碳酸氢钠发泡母料,母料有效含量50%,热分解温度 170
‑
190℃。
11.所述的扩链剂为2,2
‑
(1,3
‑
亚苯基)
‑
二噁唑啉、1,4
‑
双(4,5
‑
二氢
‑2‑
噁唑)苯中的一种。
12.所述的补强剂为纤维素、木质素中的一种。
13.本发明的目的之二在于提出一种微量水优化泡孔结构的可降解塑料辅助成型pp
发泡卷材的制备方法,其具体包括以下步骤:
14.将聚丙烯酸钠置于恒温恒湿箱中一段时间,待其回潮率稳定,取出与质量比例的可降解塑料、pp、扩链剂、补强剂混合均匀,加入双螺杆挤出机挤出造粒,得到可降解塑料辅助成型pp。将可降解塑料辅助成型pp与发泡母粒混合均匀,加入单螺杆发泡挤出机中挤出成型。
15.所述的聚丙烯酸钠用量为3
‑
10份,优选的为5
‑
10份。
16.所述的恒温恒湿箱参数:温度为25℃,湿度为60%,时间24h。
17.所述可降解塑料/pp的质量比为5
‑
15:60
‑
80。
18.所述扩链剂用量为0.5
‑
3份,优选的为0.5
‑
2份。
19.所述补强剂用量为3
‑
8份,优选的5
‑
8份。
20.所述的双螺杆挤出机温度为200
‑
220℃,螺杆转速100
‑
200rpm。
21.所述的可降解塑料辅助成型pp颗粒用量为80
‑
100份。
22.所述的发泡母粒的用量为5
‑
30份,优选的为10
‑
20份。
23.所述的单螺杆发泡挤出成型温度为200
‑
220℃。
24.本发明的原理在于:聚丙烯酸钠具有回潮率,在一定温度湿度环境下一段时间后,回潮率稳定。因此可以通过控制聚丙烯酸钠的量,来控制体系中水的含量。加工过程中,微量水会促进可降解塑料的降解,可降解塑料的降解会影响可降解塑料辅助成型pp的熔体结构,进而影响发泡情况,从而实现了对泡孔结构的优化。
25.本发明与现有技术相比,具有以下有益效果:微量水调控可降解塑料辅助成型pp发泡材料与普通pp发泡材料相比,有着更均匀致密的泡孔结构和更高的发泡倍率。
具体实施方式
26.本发明各实例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市购获得的常规产品。各实施例中所用原料均为市场购得。
27.实施例1
28.将3份聚丙烯酸钠放置于25℃,60%的恒温恒湿箱中24h,取出后与5份的pbat、60份的 pp、0.5份2,2
‑
(1,3
‑
亚苯基)
‑
二噁唑啉、3份纤维素混合均匀后加入双螺杆挤出机挤出造粒,挤出机温度200℃、220℃、200℃。将80份挤出颗粒与5份发泡母粒混合均匀,加入单螺杆发泡挤出机挤出成型,单螺杆挤出温度220℃。测定发泡卷材密度并观察泡孔结构。具体结果见表1。
29.实施例2
30.将7份聚丙烯酸钠放置于25℃,60%的恒温恒湿箱中24h,取出后与10份的ppc、70份的 pp、2份2,2
‑
(1,3
‑
亚苯基)
‑
二噁唑啉、5份木质素混合均匀后加入双螺杆挤出机挤出造粒,挤出机温度200℃、220℃、200℃。将80份挤出颗粒与15份发泡母粒混合均匀,加入单螺杆发泡挤出机挤出成型,单螺杆挤出温度220℃。测定发泡卷材密度并观察泡孔结构。具体结果见表1。
31.实施例3
32.将10份聚丙烯酸钠放置于25℃,60%的恒温恒湿箱中24h,取出后与15份的pbs、80
份的pp、2份1,4
‑
双(4,5
‑
二氢
‑2‑
噁唑)苯、8份纤维素混合均匀后加入双螺杆挤出机挤出造粒,挤出机温度200℃、220℃、200℃。将80份挤出颗粒与20份发泡母粒混合均匀,加入单螺杆发泡挤出机挤出成型,单螺杆挤出温度220℃。测定发泡卷材密度并观察泡孔结构。具体结果见表1。
33.实施例4
34.将10份聚丙烯酸钠放置于25℃,60%的恒温恒湿箱中24h,取出后与15份的pla、80份的pp、3份2,2
‑
(1,3
‑
亚苯基)
‑
二噁唑啉、8份纤维素混合均匀后加入双螺杆挤出机挤出造粒,挤出机温度200℃、220℃、200℃。将80份挤出颗粒与30份发泡母粒混合均匀,加入单螺杆发泡挤出机挤出成型,单螺杆挤出温度220℃。测定发泡卷材密度并观察泡孔结构。具体结果见表1。
35.实施例5
36.将10份聚丙烯酸钠放置于25℃,60%的恒温恒湿箱中24h,取出后与15份的pbst、80份的pp、3份2,2
‑
(1,3
‑
亚苯基)
‑
二噁唑啉、8份纤维素混合均匀后加入双螺杆挤出机挤出造粒,挤出机温度200℃、220℃、200℃。将80份挤出颗粒与30份发泡母粒混合均匀,加入单螺杆发泡挤出机挤出成型,单螺杆挤出温度220℃。测定发泡卷材密度并观察泡孔结构。具体结果见表1。
37.实施例6
38.将10份聚丙烯酸钠放置于25℃,60%的恒温恒湿箱中24h,取出后与15份的pbsa、80份的pp、3份2,2
‑
(1,3
‑
亚苯基)
‑
二噁唑啉、8份纤维素混合均匀后加入双螺杆挤出机挤出造粒,挤出机温度200℃、220℃、200℃。将80份挤出颗粒与30份发泡母粒混合均匀,加入单螺杆发泡挤出机挤出成型,单螺杆挤出温度220℃。测定发泡卷材密度并观察泡孔结构。具体结果见表1。
39.对比例1
40.将80份pp与15份发泡母粒混合均匀,加入单螺杆发泡挤出机挤出成型,单螺杆挤出温度220℃。测定发泡卷材密度并观察泡孔结构。具体结果见表1。
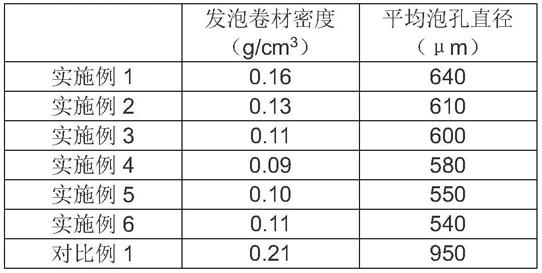
41.表1不同实施例中可降解塑料辅助成型pp发泡卷材发泡情况
[0042][0043]
由表1的数据可以看出,对比实施例例1~6和对比例1,说明本发明通过对体系中微量水含量进行调控优化了可降解塑料辅助成型pp发泡卷材的泡孔结构,制备了一种泡孔均匀致密的发泡卷材。
[0044]
显然,上述实例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其他不同形式的变化或变
动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。