1.本技术属于装饰件装配技术领域,具体涉及装饰组件及其装配方法、车窗。
背景技术:
2.装饰件由于其优异的外观性能,通常利用粘结件将装饰件粘结于各种各样的承载件上。在装配的过程中,通常先将装饰件相对承载件进行定位后再进行粘结。但目前无法做到一次性精准定位,当发现装饰件与承载件间存在间隙,此时装饰件已经与粘结件粘结,难以再调整装饰件的位置以消除间隙。
技术实现要素:
3.鉴于此,本技术第一方面提供了一种装饰组件,包括:
4.装饰件;
5.承载件,所述承载件设于所述装饰件的一侧,所述承载件包括支撑部与粘结部,所述粘结部设于所述支撑部的周缘;
6.凸台,所述凸台设于所述装饰件靠近所述承载件的一侧,所述凸台对应所述支撑部设置;
7.粘结件,所述粘结件设于所述粘结部与所述装饰件之间;以及
8.当所述装饰件与所述凸台朝向靠近所述承载件的方向运动、且所述凸台抵接所述支撑部时,所述粘结件与所述装饰件、或所述粘结件与所述粘结部之间具有间隙;当所述凸台给予所述支撑部压力时,至少部分所述支撑部发生形变并形成收容空间,且至少部分所述凸台设于所述收容空间内,所述粘结件粘结所述粘结部与所述装饰件。
9.本技术第一方面提供的装饰组件,通过在装设件的一侧增设凸台,将承载件分成支撑部与粘结部,且支撑部在受到外力的作用下可发生形变。因此,在将装饰件与凸台朝向靠近承载件的方向运动的过程中,当所述凸台抵接所述支撑部时,此时可使所述粘结件与所述装饰件、或所述粘结件与所述粘结部之间具有间隙,也可以理解为,此时粘结件未与装饰件粘结、或粘结件未与粘结部粘结。正是由于该间隙的存在,使得装饰件相对承载件可以进行二次调整,弥补装饰件与承载件之间的偏差,实现精细调整装饰件,进而提高定位的精准度,提高成品率。
10.另外,当精确定位后,可继续给予凸台压力,使装饰件与凸台继续朝向承载件的方向移动,此时支撑部发生形变,使得至少部分凸台设于支撑部的收容空间内、以使粘结件粘结装饰件与粘结部,进而实现装饰组件的装配,得到装配组件。
11.其中,所述支撑部包括第一部分与间隔设置的多个第二部分,所述粘结部设于所述第一部分的周缘,所述第一部分靠近所述装饰件的一侧设有避让槽,所述多个第二部分连接所述第一部分,所述多个第二部分对应所述第一部分的周缘设置,且每个所述第二部分朝向其余的所述第二部分延伸设置;
12.当所述装饰件与所述凸台朝向靠近所述承载件的方向运动、且所述凸台给予所述
第二部分压力时,至少部分所述第二部分发生形变并设于所述避让槽内,以形成所述收容空间。
13.其中,所述凸台的外周侧面设有装设空间,当所述装饰件与所述凸台朝向靠近所述承载件的方向运动、且所述凸台给予所述第二部分压力时,至少部分所述第二部分可先发生形变形成所述收容空间,再回复形变并设于所述装设空间内,且部分所述凸台设于所述避让槽内。
14.其中,所述第二部分设于所述第一部分靠近所述装饰件一侧的表面;或者,所述第一部分靠近所述装饰件一侧的表面与所述第二部分靠近所述装饰件一侧的表面齐平。
15.其中,所述支撑部具有弹性。
16.其中,所述凸台包括相连接的底座与凸起部,所述底座连接装饰件,所述凸起部相较于所述底座远离所述装饰件。
17.本技术第二方面提供了一种装饰组件的装配方法,包括:
18.提供装饰件与凸台,所述凸台设于所述装饰件的一侧;
19.提供承载件与粘结件,所述承载件包括支撑部与粘结部,所述粘结部设于所述支撑部的周缘,所述粘结件粘结于所述粘结部靠近所述装饰件的一侧,或所述粘结件粘结于所述装饰件靠近所述粘结部的一侧;
20.将所述装饰件与所述凸台朝向靠近所述承载件的方向运动,使所述凸台抵接所述支撑部,并使所述粘结件与所述装饰件具有间隙,或所述粘结件与所述粘结部之间具有间隙;
21.调整所述装饰件相对于所述承载件的位置;
22.通过所述凸台给予所述支撑部压力,使至少部分所述支撑部发生形变并形成收容空间,并使所述凸台继续朝向靠近所述承载件的方向运动,从而使至少部分所述凸台设于所述收容空间内,且所述粘结件粘结所述粘结部及所述装饰件。
23.本技术第二方面提供的装配方法,将装饰件与凸台朝向靠近承载件的方向运动,使凸台抵接支撑部,并使粘结件与装饰件、或粘结件与粘结部之间具有间隙。可以理解为,此时凸台将粘结件与装饰件隔离,且粘结件与装饰件、或粘结件与粘结部未粘结,故获得二次调整装饰件位置的机会以提高定位的精准度,提高成品率。
24.另外,当二次调整装饰件位置后,将通过凸台给予支撑部压力,使得粘结件与装饰件、或粘结件与粘结部之间的间隙消失,此时支撑部发生形变且部分凸台进入支撑部,故支撑部形成收容空间以容纳凸台,从而实现粘结件粘结装饰件与粘结部,以完成装饰组件的装配。
25.其中,所述支撑部包括第一部分与间隔设置的多个第二部分,所述粘结部设于所述第一部分的周缘,所述第一部分靠近所述装饰件的一侧设有避让槽,所述多个第二部分连接所述第一部分,所述多个第二部分对应所述第一部分的周缘设置,且每个所述第二部分朝向其余的所述第二部分延伸设置;
[0026]“通过所述凸台给予所述支撑部压力,使至少部分所述支撑部发生形变并形成收容空间”包括:
[0027]
将所述装饰件与所述凸台朝向靠近所述承载件的方向运动、且所述凸台给予所述第二部分压力,至少部分所述第二部分发生形变并设于所述避让槽内,以形成所述收容空
间。
[0028]
其中,所述凸台的外周侧面设有装设空间,在“将所述装饰件与所述凸台朝向靠近所述承载件的方向运动、且所述凸台给予所述第二部分压力,至少部分所述第二部分发生形变并设于所述避让槽内,以形成所述收容空间”之后,还包括:
[0029]
继续通过所述凸台给予所述第二部分压力,以使所述凸台继续朝向所述避让槽内运动,当所述凸台运动预设距离时,所述第二部分回复形变并设于所述装设空间内,且部分所述凸台设于所述避让槽内。
[0030]
本技术第三方面提供了一种车窗,包括窗体,以及如本技术第一方面提供的装饰组件,所述承载件的一侧设有收容槽,部分所述窗体设于所述收容槽内,且所述窗体与所述装饰件设于所述承载件相邻的两侧。
[0031]
本技术第三方面提供的车窗,通过采用本技术第一方面提供的装饰组件,装饰件上设有凸台,且承载件上设有与凸台对应的支撑部。当凸台抵接支撑部时,粘结件与装饰件、或粘结件与粘结部之间具有间隙,且此时粘结件与装饰件、或粘结件与粘结部未粘连。因此,可二次调整装饰件的位置,消除装饰件与承载件之间的间隙,提高车辆装配组件的成品率。
附图说明
[0032]
为了更清楚地说明本技术实施方式中的技术方案,下面将对本技术实施方式中所需要使用的附图进行说明。对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0033]
图1为本技术一实施方式中装饰组件的俯视图。
[0034]
图2为图1中沿a
‑
a方向的截面示意图。
[0035]
图3为图1中的爆炸图。
[0036]
图4为图1中凸台未抵接支撑部时沿a
‑
a方向的截面示意图。
[0037]
图5为图1中凸台抵接支撑部但粘结件与装饰件未粘结时沿a
‑
a方向的截面示意图。
[0038]
图6为本技术另一实施方式中图1沿a
‑
a方向的截面示意图。
[0039]
图7为图6的局部放大图。
[0040]
图8为本技术一实施方式中承载件的局部俯视图。
[0041]
图9为本技术另一实施方式中图1中凸台未抵接支撑部时沿a
‑
a方向的截面示意图。
[0042]
图10为本技术另一实施方式中图1中凸台抵接支撑部但粘结件与装饰件未粘结时沿a
‑
a方向的截面示意图。
[0043]
图11为本技术又一实施方式中图1沿a
‑
a方向的截面示意图。
[0044]
图12为图11中的局部放大图。
[0045]
图13为本技术又一实施方式中图1沿a
‑
a方向的截面示意图。
[0046]
图14为图13中的局部放大图。
[0047]
图15为本技术又一实施方式中图1沿a
‑
a方向的截面示意图。
[0048]
图16为图15中的局部放大图。
[0049]
图17为本技术又一实施方式中图1中凸台抵接支撑部但粘结件与装饰件未粘结时沿a
‑
a方向的截面示意图。
[0050]
图18为本技术一实施方式中装饰组件的装配方法的装配流程图。
[0051]
图19为图18中s500所包括的装配流程图。
[0052]
图20为图19中s510之后所包括的装配程图。
[0053]
图21为本技术一实施方式中车窗的俯视图。
[0054]
图22为图21中沿b
‑
b方向的截面示意图。
[0055]
标号说明:
[0056]
装饰组件
‑
1、车窗
‑
2、装饰件
‑
10、凸台
‑
20、承载件
‑
30、粘结件
‑
40、窗体
‑
50、装饰面
‑
101、粘结面
‑
102、底座
‑
201、凸起部
‑
202、支撑部
‑
301、粘结部
‑
302、收容槽
‑
303、装设空间
‑
2021、第一部分
‑
3011、第二部分
‑
3012。
具体实施方式
[0057]
以下是本技术的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本技术的保护范围。
[0058]
在介绍本技术的技术方案之前,再详细介绍下相关技术中的技术问题。
[0059]
在相关技术中,尤其是在装饰组件1装配领域,通常需要用粘结件40将装饰件10与承载件30粘结在一起以提升外观效果。当装饰件10与粘结件40粘结后,尤其是装饰件10与承载件30之间出现间隙时,由于粘结件40的粘结力大,此时难以调整装饰件10的位置。另外,当装饰件10在承载件30上预定位时,若部分装饰件10误触粘结件40,此时则需调整装饰件10的位置。而若要调整装饰件10的位置,则需将装饰件10与粘结件40重新分离,易对粘结件40造成扭曲变形,使其无法再粘结装饰件10,或者导致装饰件10发生畸变报废,例如车辆的金属亮饰条在外力的作用下,易发生光畸变,增加组装成本和工时。
[0060]
目前,有人通过增设在承载件30上的卡扣和在装饰件10上的挂钩倒钩,通过卡扣和挂钩倒钩之间的连接配合,将装饰件10固定在承载件30上。但该结构只能尽量控制装饰件10与承载件30之间的间隙,无法进行二次调整以消除装饰件10与承载件30之间的间隙。
[0061]
鉴于此,为了解决上述问题,本技术提供了一种装饰组件1。请一并参考图1
‑
图5,图1为本技术一实施方式中装饰组件的俯视图。图2为图1中沿a
‑
a方向的截面示意图。图3为图1中的爆炸图。图4为图1中凸台未抵接支撑部时沿a
‑
a方向的截面示意图。图5为图1中凸台抵接支撑部但粘结件与装饰件未粘结时沿a
‑
a方向的截面示意图。
[0062]
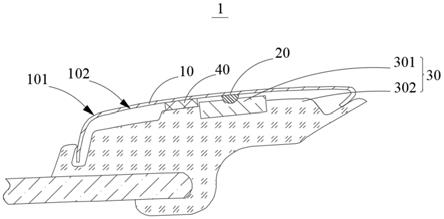
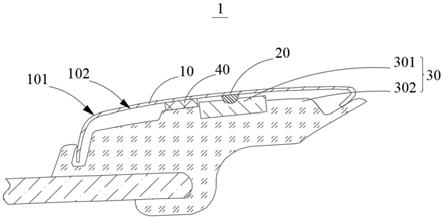
本实施方式提供了一种装饰组件1,包括装饰件10,承载件30,凸台20,及粘结件40。所述承载件30设于所述装饰件10的一侧,所述承载件30包括支撑部301与粘结部302,所述粘结部302设于所述支撑部301的周缘。所述凸台20设于所述装饰件10靠近所述承载件30的一侧,所述凸台20对应所述支撑部301设置。所述粘结件40设于所述粘结部302与所述装饰件10之间。
[0063]
当所述装饰件10与所述凸台20朝向靠近所述承载件30的方向运动、且所述凸台20抵接所述支撑部301时,所述粘结件40与所述装饰件10、或所述粘结件40与所述粘结部302之间具有间隙;当所述凸台20给予所述支撑部301压力时,至少部分所述支撑部301发生形
变并形成收容空间,且至少部分所述凸台20设于所述收容空间内,所述粘结件40粘结所述粘结部302与所述装饰件10。
[0064]
此外,术语“包括”和“具有”以及它们任何变形,意图在于覆盖不排他的包含。
[0065]
本实施方式提供的装饰组件1用于提高外观性能,起到装饰的作用。并且本实施方式提供的装饰组件1可以应用于各种领域与结构中,本实施方式仅以装饰组件1应用于车窗2来进行示意说明。但这并不代表本实施方式的装饰组件1一定要应用于车窗2中。在其他实施方式中,也可以应用于其他结构,例如建筑装饰、家居装饰、饰品装饰等。
[0066]
本实施方式提供的装饰组件1包括装饰件10,装饰件10通常用于提升美观效果或者点缀衬托其他组件等,甚至装饰件10的设置还可提高承载件30的抗腐蚀性能,防水性能等等。装饰件10包括但不限于贴纸、饰条、装饰板等。且装饰件10的材料包括但不限于塑料、金属等。本技术提供的装饰件10可以为任何形状的部件,本技术对此不进行限定。可选地,装饰件10的形状可与承载件30的形状相匹配。装饰件10的一侧具有装饰面101,起装饰作用,另一侧具有粘结面102,用于与粘结件40粘结。具体地,当本实施方式中的装饰组件1应用于车辆当中时,本实施方式中提供的装饰件10可位于车辆整体的外周侧面,且粘结面102相较于装饰面101更靠近车窗2。
[0067]
本实施方式提供的装饰组件1还包括凸台20,凸台20设于装饰件10的粘结面102。可选地,装饰件10与凸台20可,以是一体成型的结构件,或者两者分别为独立的结构件,凸台20与装饰件10的粘结面102相连接。凸台20的形状包括但不限于为圆柱体、椭圆柱体、立方体、正方体等。优选地,本实施方式选用具有弯曲表面的凸台20,该弯曲表面朝向远离装饰件10的一侧。另外,凸台20在装饰件10上的具体结构,本技术将会在下文进行具体介绍。
[0068]
本实施方式提供的装饰组件1还包括承载件30,通常利用承载件30将各种结构件设置在承载件30上。例如将装饰件10设于承载件30上,或者当承载件30应用于车窗2玻璃上时,可以为包边。可选地,包边的材料为注塑料。承载件30的材料包括但不限于塑料、橡胶等。本技术提供的承载件30可以为任何结构形式的部件,本实施方式对此不进行限定。为方便理解下文,人为地将承载件30分为支撑部301和粘结部302。实际生产中,支撑部301与粘结部302可以是与承载件30其余的部分一体成型的结构件即支撑部301、粘结部302及承载件30其余的部分通过一道工艺(例如注塑)制备而成,或者,支撑部301与粘结部302也可以分别作为单独的结构件。可选地,可以先将支撑部301与粘结部302制备出来,再制备出承载件30其余的部分,然后将支撑部301与粘结部302安装到承载件30内,或者,可以先将支撑部301与粘结部302制备出来,再以支撑部301与粘结部302为基础,整体制备(例如注塑)出承载件30。粘结部302用于与粘结件40连接,粘结件40设于部分粘结部302。支撑部301用于支撑装饰件10上的凸台20,且本实施方式选用具有弯曲表面的凸台20,该弯曲表面与支撑部301相对应。另外,在外力作用下,支撑部301可发生形变。换句话说,当通过凸台20向支撑部301施加外力时,支撑部301发生形变且形成收容空间以收纳部分凸台20,此时,装饰件10与粘结件40之间的间隙消失,即粘结件40将承载件30与装饰件10相粘结。制作部分承载件30的方式包括但不限于注塑、吹塑、挤塑等。可选地,支撑部301在承载件30上的具体结构,本技术将在下文会进行具体介绍。
[0069]
可选地,所述承载件30靠近所述装饰件10一侧的表面周缘设有定位台,定位台设于承载件的粘结部302,所述定位台与所述装饰件对应,且用于辅助所述装饰件10精准定
位。为了方便理解,对所述定位台进行人为地划分,所述定位台为所述承载件30的一部分,所述定位台和所述承载件30为一体成型的结构件。例如,当未使用本技术提供的装饰组件1时,装饰件10通常通过承载件30上的定位台进行预定位,再将装饰件10与粘结件40相粘结以完成装配。该方式的装饰件10与承载件30的贴合度仅达到90%,且装饰件10仅有一次位置调整的机会,没能充分地发挥定位台的作用。然而,通过使用本技术提供的装饰组件1,先将装饰件10初步定位到承载件30上,再将凸台20抵接至支撑部301时,可通过参照预设的定位台二次调整装饰件10的位置以使装饰件10与承载件30的贴合度达到99%
‑
100%。正是由于第二次调整装饰件10位置的机会,故能够提高装饰件10定位的精准度,提高成品率。
[0070]
可选地,所述粘结部302靠近所述装饰件10一侧的表面具有定位槽,所述定位槽靠近所述装饰面101,所述装饰件10的周缘设于所述定位槽内。所述定位槽用于收容部分剩余的所述装饰件10,所述装饰件10弯折且被收容于所述定位槽中。另外,当所述装饰件10与所述粘结件40未粘结时,可通过调整所述装饰件10在所述定位槽的位置以消除所述装饰件10与所述承载件30间的间隙,且设计所述承载件30时,可通过调整所述定位槽的深度和宽度,节约制作所述承载件30的材料,减少重量。
[0071]
本实施方式提供的装饰组件1还包括粘结件40,粘结件40朝向装饰件10一侧的表面具有粘性,且粘结件40朝向承载件30一侧的表面具有粘性。粘结件40包括但不限于为双面胶、速干胶、速粘胶等。如图5所示,当凸台20刚刚抵接支撑部301时,粘结件40与装饰件10的粘结面102之间的间隙h为1
‑
5mm。粘结件40设于装饰件10的粘结面102且粘结件40靠近承载件30一侧的表面低于凸台靠近承载件30一侧的表面,或者粘结件40设于承载件30的粘结部302且粘结件40靠近装饰件10一侧的表面高于支撑部301靠近装饰件10一侧的表面。在装配过程中,可先将粘结件40设于承载件30的粘结部302,再将粘结件40与装饰件10粘结,或者先将粘结件40设于装饰件10的粘结面102,再将粘结件40与承载件30粘结。优选地,本实施方式选用将粘结件40设于承载件30上的粘结部302,粘结件40设于支撑部301的周缘,且粘结件40靠近装饰件10的装饰面101。
[0072]
如图4所示,在装配过程中,当凸台20未抵接承载件30时,装饰件10未接触粘结件40。可以理解为,此时仅初步定位装饰件10在承载件30上的位置,且装饰件10与粘结件40未粘结。再将装饰件10与凸台20朝向靠近承载件30的方向运动即凸台20朝着对应支撑部301方向运动(如图5中d1方向所示),当如图5所示凸台20刚刚抵接支撑部301时,此时粘结件40与装饰件10具有间隙h(如图5中黑粗线条所示),即粘结件40仍未与装饰件10相粘结,正是由于该间隙的存在,使得装饰件10相对承载件30可以进行二次的精细调整,从而可以二次调整装饰件10的位置以弥补承载件30与装饰件10之间的偏差,实现精细调整装饰件10。本技术的装饰组件1增设的凸台20与支撑部301在装配过程中,可保留粘结件40与装饰件10之间的间隙h。换句话说,在装饰条10初步定位后,仍可保持粘结件40与装饰件10未粘结状态的同时,二次调整装饰件10的位置以消除承载件30与装饰件10之间的间隙,进而提高定位的精确度,减少装饰组件1的损耗,提高成品率。
[0073]
另外,当精确定位后,可继续沿着如图5所示的d1方向给予凸台20外力f,使装饰件10与凸台20继续朝向承载件30的方向移动。在外力f的作用下,凸台20继续朝着d1方向移动,当移动到一定位置时,支撑部301发生形变,使得至少部分凸台20设于支撑部301的收容空间内,且装饰件10与粘结件40相粘结,可以理解为,凸台20被收容至支撑部301中。因此,
如图2所示,可以简单方便地完成装饰组件1的装配,得到装配组件。
[0074]
上述介绍了支撑部301可发生形变,可选地,支撑部301可发生弹性形变或者塑性形变。本技术下文详细介绍了几种支撑部301的具体结构形式。
[0075]
在一种实施方式中,可使所述支撑部301可具有弹性。如图5所示,当通过凸台20向支撑部301施加外力f时,凸台20继续向d1方向移动,直到间隙h消失,粘结件40与装饰件10粘结。此时,支撑部301整体发生塑性变形或者弹性形变且形成收容空间,容纳部分凸台20,完成装配(如图2所示)。该结构件操作方便且结构简单,便于制作。
[0076]
另外,请一并参考图6
‑
图8。图6为本技术另一实施方式中图1沿a
‑
a方向的截面示意图。图7为图6的局部放大图。图8为本技术一实施方式中承载件的局部俯视图。
[0077]
在另一种实施方式中,可选地,至少部分支撑部301具有弹性。所述支撑部301包括第一部分3011与间隔设置的多个第二部分3012,所述粘结部302设于所述第一部分3011的周缘,所述第一部分3011靠近所述装饰件10的一侧设有避让槽,所述多个第二部分3012连接所述第一部分3011,所述多个第二部分3012对应所述第一部分3011的周缘设置,且每个所述第二部分3012朝向其余的所述第二部分3012延伸设置;
[0078]
当所述装饰件10与所述凸台20朝向靠近所述承载件30的方向运动、且所述凸台20给予所述第二部分3012压力时,至少部分所述第二部分3012发生形变并设于所述避让槽内,以形成所述收容空间。
[0079]
需要说明的是,本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别不同对象,而不是用于描述特定顺序。
[0080]
本实施方式中的提供的支撑部301包括第一部分3011,第一部分3011的形状包括但不限于为圆柱体、椭圆柱体、立方体、正方体等。仅需在靠近凸台20的一侧设有避让槽,避让槽用于收容凸台20。优选地,本实施方式中的粘结件40设于第一部分3011周缘的粘结部302上。
[0081]
本实施方式中的提供的支撑部301还包括连接第一部分的第二部分3012,第一部分3011和第二部分3012的形状包括但不限于为圆柱体、椭圆柱体、立方体、正方体等。优选地,如图8所示,本实施方式中的第二部分3012为扇形,且多个第二部分3012的周缘连接以形成圆形。第一部分3011和第二部分3012的材料包括但不限于为海绵、塑料、橡胶等。第二部分3012较第一部分3011更靠近凸台20。至少部分第二部分3012与第一部分3011周缘相连接。第二部分3012分别朝向其余的第二部分3012延伸,也可以理解为,第二部分3012分别朝向第一部分3011与第二部分3012连接面的中心延伸,可选地,每个第二部分3012之间至少部分保持1
‑
5mm间隙。第一部分3011的避让槽与多个第二部分3012之间的间隙对应设置。第一部分3011与第二部分3012为承载件上一体成型的结构件为方便理解下文,人为地将支撑部301分为第一部分3011和第二部分3012。实际生产中,第一部分3011与第二部分3012是一体成型的结构件。
[0082]
请一并参考图9
‑
图10。图9为本技术另一实施方式中图1中凸台未抵接支撑部时沿a
‑
a方向的截面示意图。图10为本技术另一实施方式中图1中凸台抵接支撑部但粘结件与装饰件未粘结时沿a
‑
a方向的截面示意图。
[0083]
如图10所示,在装配过程中,当通过凸台20向支撑部301施加外力f时,凸台20继续向d1方向移动即凸台20朝向多个第二部分3012之间的间隙继续移动,直到粘结件40与装饰
件10之间的间隙h消失,粘结件40与装饰件10粘结。此时,在外力作用下,第二部分3012发生形变,且弯折进入第一部分3011的避让槽内,以使支撑部301形成收容空间,容纳部分凸台20,使得实现装配(如图6所示)。
[0084]
可选地,所述第二部分3012设于所述第一部分3011靠近所述装饰件10一侧的表面;或者,所述第一部分3011靠近所述装饰件10一侧的表面与所述第二部分3012靠近所述装饰件10一侧的表面齐平。
[0085]
如图10所示,当所述第二部分3012设于所述第一部分3011靠近所述装饰件10一侧的表面时,即当所述第二部分3012靠近所述装饰件10一侧的表面高于所述粘结部302靠近装饰件10一侧的表面时,更有利于凸台20初步定位至支撑部301,可以理解为凸台20可更快与支撑部301抵接以使粘结件40与装饰件10之间的间隙h更大,故有利于对装饰件10进行二次调整。
[0086]
请一并参考图11和图12,图11为本技术又一实施方式中图1沿a
‑
a方向的截面示意图。图12为图11中的局部放大图。
[0087]
当所述第一部分3011靠近所述装饰件10一侧的表面与所述第二部分3012靠近所述装饰件10一侧的表面齐平,即所述第二部分3012靠近装饰件10一侧的表面与所述粘结部302靠近所述装饰件10一侧的表面齐平时,可降低粘结件40的厚度,节约材料,并且无需考虑第二部分3012相较于承载件30表面凸出的高度,使得承载件30的制作更为简单。
[0088]
上述介绍了在装设过程中,支撑部301的具体结构形式和形变过程。接下来,对上述提到凸台20的具体结构形式进行介绍。
[0089]
请一并参考图13和图14,图13为本技术又一实施方式中图1沿a
‑
a方向的截面示意图。图14为图13中的局部放大图。
[0090]
在另一种实施方式中,所述凸台20包括相连接的底座201与凸起部202,所述底座201连接装饰件10,所述凸起部202相较于所述底座201远离所述装饰件10。
[0091]
本实施方式中的提供的凸台20包括底座201和凸起部202,底座201用于连接凸台20与装饰件10,凸起部202用于支撑以形成装配过程中粘结件40与装饰件10之间的间隙。底座201和凸起部202的形状包括但不限于为圆柱体、椭圆柱体、立方体、正方体等。优选地,如图14所示,本实施方式中底座201为圆柱体,凸起部202具有弯曲表面。底座201与装饰件10的装饰面101相连接,凸起部202的弯曲表面靠近承载件30上支撑部301的第二部分3012。
[0092]
如图13所示,当装配完成时,支撑部301的第二部分3012发生形变,且部分凸起部202与部分第二部分3012一起进入至第一部分3011的避让槽中,以使支撑部301收容部分凸台20。相较于凸起部202,底座201与装饰件10接触的表面积更大,以提高凸台20与装饰件10之间的连接性能,即凸台20与装饰件10之间的连接更加牢固。通过设计凸起部202的形状,减少其横截面宽度,可节约制作材料。
[0093]
请一并参考图15
‑
图17,图15为本技术又一实施方式中图1沿a
‑
a方向的截面示意图。图16为图15中的局部放大图。图17为本技术又一实施方式中图1中凸台抵接支撑部但粘结件与装饰件未粘结时沿a
‑
a方向的截面示意图。
[0094]
在另一种实施方式中,所述凸台20的外周侧面设有装设空间2021,当所述装饰件10与所述凸台20朝向靠近所述承载件30的方向运动、且所述凸台20给予所述第二部分3012压力时,至少部分所述第二部分3012可先发生形变形成所述收容空间,再回复形变并设于
所述装设空间2021内,且部分所述凸台20设于所述避让槽内。
[0095]
本实施方式中的提供的凸台20包括装设空间2021,装设空间2021为空腔结构,且设于凸起部202的外周侧面。该空腔结构包括但不限于为孔、凹槽等,且在水平方向上装设空间2021的开口正对第二部分3012。装设空间2021的形状包括但不限于为圆柱体、椭圆柱体、立方体、正方体等,仅需可容纳部分支撑部301的第二部分3012即可(如图16所示)。
[0096]
如图17所示,在装配过程中,当通过凸台20向支撑部301施加外力f时,凸台20继续向d1方向移动即凸台20的凸起部202朝向多个第二部分3012之间的间隙继续移动,直到粘结件40与装饰件10之间的间隙h消失,粘结件40与装饰件10粘结。此时,在外力作用下,第二部分3012先发生形变,且弯折进入第一部分3011的避让槽内,随着装设空间2021继续移动,当装设空间2021与第二部分3012的端部位于同一水平时,第二部分3012回复形变,并且进入装设空间2021,进而完成装配(如图15所示)。装设空间2021避免了支撑部301第二部分3012对凸台20的反作用力,并且,使得凸台20与支撑部301之间的连接更加牢固,即装饰件10与承载件30之间的连接更加牢固。另外,上述所有实施方式中的,支撑部301对凸台20的反作用力为0
‑
5n,可以理解为,支撑部301对凸台20的反作用力至少小于装饰件10与粘结件40之间的粘结力,即该反作用力不足以使得装饰件10与粘结件40分离。
[0097]
除了上述提供的装饰组件1,本技术还提供了一种装饰组件1的装配方法。本技术实施方式提供的装饰组件1和装饰组件1的装配方法需二者一起使用。例如,作为一种实施方式,可以使用下文提供的装饰组件1的装配方法来装配上文提到的装饰组件1。
[0098]
请参考图18,图18为本技术一实施方式中装饰组件的装配方法的装配流程图。本实施方式提供了一种装饰组件1的装配方法,所述制备方法包括s100,s200,s300,s400,s500。其中,s100,s200,s300,s400,s500的详细介绍如下。
[0099]
s100,提供装饰件10与凸台20,所述凸台20设于所述装饰件10的一侧。
[0100]
s200,提供承载件30与粘结件40,所述承载件30包括支撑部301与粘结部302,所述粘结部302设于所述支撑部301的周缘,所述粘结件40粘结于所述粘结部302靠近所述装饰件10的一侧,或所述粘结件40粘结于所述装饰件10靠近所述粘结部302的一侧。
[0101]
s300,将所述装饰件10与所述凸台20朝向靠近所述承载件30的方向运动,使所述凸台20抵接所述支撑部301,并使所述粘结件40与所述装饰件10具有间隙,或所述粘结件40与所述粘结部302之间具有间隙。
[0102]
s400,调整所述装饰件10相对于所述承载件30的位置。
[0103]
s500,通过所述凸台20给予所述支撑部301压力,使至少部分所述支撑部301发生形变并形成收容空间,并使所述凸台20继续朝向靠近所述承载件30的方向运动,从而使至少部分所述凸台20设于所述收容空间内,且所述粘结件40粘结所述粘结部302及所述装饰件10。
[0104]
本技术提供的装配方法,通过将装饰件10与凸台20朝向靠近承载件30的方向运动,使得凸台20抵接支撑部301,进而使得粘结件40与装饰件10、或粘结件40与粘结部302之间具有间隙。可以理解为,此时凸台20将粘结件40与装饰件10隔离,且粘结件40与装饰件10、或粘结件40与粘结部302未粘结,故获得二次调整装饰件10位置的机会以消除承载件30与装饰件10之间的间隙,故能够提高定位的精准度,进而提高成品率。
[0105]
另外,当二次调整装饰件10位置后,通过凸台20给予支撑部301压力,使得粘结件
40与装饰件10、或粘结件40与粘结部302之间的间隙消失,即粘结件40粘结装饰件10与粘结部302,此时,支撑部301发生形变,并且随着凸台20继续移动,部分凸台20进入支撑部301,支撑部301形成收容空间以容纳部分凸台20,从而可以简单方便地实现装饰组件1的装配。
[0106]
请一并参考图6,图10,以及图19。图19为图18中s500所包括的装配流程图,包括s510。其中,s510的详细介绍如下。
[0107]
所述支撑部包括第一部分3011与间隔设置的多个第二部分3012,所述粘结部302设于所述第一部分3011的周缘,所述第一部分3011靠近所述装饰件10的一侧设有避让槽,所述多个第二部分3012连接所述第一部分3011,所述多个第二部分3012对应所述第一部分3011的周缘设置,且每个所述第二部分3012朝向其余的所述第二部分3012延伸设置。
[0108]
s510,将所述装饰件10与所述凸台20朝向靠近所述承载件30的方向运动、且所述凸台20给予所述第二部分3012压力,至少部分所述第二部分3012发生形变并设于所述避让槽内,以形成所述收容空间。
[0109]
第一部分3011和第二部分3012在上文已经进行了详细的描述,本技术在此不再赘述。可选地,如图10所示,沿着d1方向通过凸台20向支撑部301施加压力,凸台20朝向第二部分3012继续移动,直到粘结件40与装饰件10之间的间隙h消失,即粘结件40与装饰件10粘结。此时,在外力作用下,第二部分3012发生形变且弯折进入第一部分3011的避让槽内,故支撑部301形成收容空间以容纳部分凸台20,进而完成装配(如图6所示)。
[0110]
请一并参考图15,图17,以及图20。图20为图19中s510之后所包括的装配程图,包括s511。其中,s511的详细介绍如下。
[0111]
所述凸台20的外周侧面设有装设空间2021。
[0112]
s511,继续通过所述凸台20给予所述第二部分3012压力,以使所述凸台20继续朝向所述避让槽内运动,当所述凸台20运动预设距离时,所述第二部分回复形变并设于所述装设空间2021内,且部分所述凸台20设于所述避让槽内。
[0113]
装饰空间在上文已经进行了详细的描述,本技术在此不再赘述。可选地,如图17所示,沿着d1方向通过凸台20向支撑部301施加压力,凸台20朝向第二部分3012继续移动,直到粘结件40与装饰件10之间的间隙h消失,即粘结件40与装饰件10粘结。此时,在外力作用下,第二部分3012先发生形变,且弯折进入第一部分3011的避让槽内,随着凸台20继续移动,第二部分3012再回复形变,并且进入凸台20的装设空间2021,进而完成装配(如图15所示)。
[0114]
请一并参考图21与图22,图21为本技术一实施方式中车窗的俯视图。图22为图21中沿b
‑
b方向的截面示意图。
[0115]
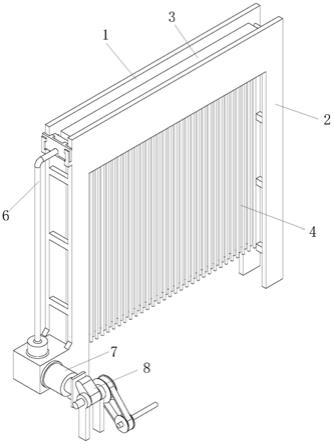
本技术还提供了一种车窗2,包括窗体50,装饰组件1,以及采用装饰组件1对应的装配方法进行装配。承载件30的一侧设有收容槽303,部分所述窗体50设于所述收容槽303内,且所述窗体50与所述装饰件10设于所述承载件30相邻的两侧。
[0116]
装饰组件1以及装饰组件1对应的装配方法在上文已经进行了详细的描述,本技术在此不再赘述。具体地,在本实施例中承载件30可以为包边,且包边可以与窗体50一体成型,或者,也可以单独分别成型出包边与窗体50,然后将包边与窗体50进行装配,得到车窗2。通过在装饰件10上设有凸台20,且在车窗2的承载件30上设有与凸台20对应的支撑部301。可选地,当凸台20抵接支撑部301时,粘结件40与装饰件10之间具有间隙,以确保粘结
件40与装饰件10未粘连,故获得二次调整装饰件10的位置的机会,以消除装饰件10与承载件30之间的间隙,提高车辆装配组件的成品率。
[0117]
以上对本技术实施方式所提供的内容进行了详细介绍,本文对本技术的原理及实施方式进行了阐述与说明,以上说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的一般技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。