1.本发明涉及一种封边机,具体涉及一种均热板封边机。
背景技术:
2.笔记本用散热片在制造的时候,最终是将两层铜板焊接到一起,并在两块铜板内注入冷却液并封边,在具体制造之前有一个工序是将两个铜板热焊到一起,本装置即为解决该问题。
技术实现要素:
3.为解决上述技术问题,本发明的目的是提供一种均热板封边机。
4.本发明的技术方案如下:
5.均热板封边机,其特征在于:
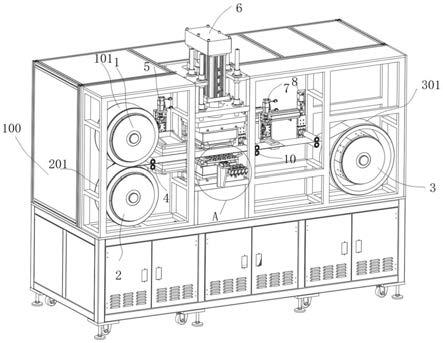
6.包括壳体(100),所述壳体(100)内设置有可移动的上下贴合的两片薄铜板物料;
7.以及用于对所述板物料进行热焊的热焊机构(6),所述物料穿梭在所述热焊机构(6)之间,所述热焊机构(6)包括设置到所述壳体(100)上的热焊壳体(61),所述热焊壳体(61)顶部设置有油缸固定板(63),所述油缸固定板(63)上设置有油缸(62),所述油缸(62)的下部连接有上热焊结构(65),所述热焊壳体(61)的下部设置有和所述上热焊结构(65)镜像设置的下热焊结构(66);
8.所述上热焊结构(65)包括由上至下依次连接的上连接板(651)、模具水冷板(652)、陶瓷隔热板(653)、接线铜平台(654)、上模具板(657),所述上模具板(657)外部套设有感应加热线圈(658),所述上模具板(657)的两端均设置有模具压块(656),固定杆(655)穿过上模具板(657)固定到所述接线铜平台(654)上;
9.所述热焊壳体(61)的后部还设置有用于给所述感应加热线圈(658)供电的加热电源(67);
10.所述壳体(100)上位于所述下热焊结构(66)外侧还设置有用于给所述物料的两层波铜板之间进行吹氮气的吹气机构(9),所述吹气机构(9)包括了固定到所述壳体(100)上的吹气安装板(91),所述吹气安装板(91)上设置有气缸(92),所述气缸(92)上设置有安装轨(93),所述安装轨(93)上设置有多个吹气针(94),所述吹气安装板(91)还设置有给所述吹气针(94)进行输气的配气机构(95)。
11.进一步的,所述壳体(100)的一端上下设置有第一放料机构(1)和第二放料机构(2),所述壳体(100)的另一端设置有收料机构(3);
12.所述第一放料机构(1)用于对第一薄铜板料卷(101)放料,所述第二放料机构(2)用于对第二薄铜板料卷(201)放料,所述第一薄铜板料卷(101)和第二薄铜板料卷(201)上下贴合后收到所述收料机构(3)上。
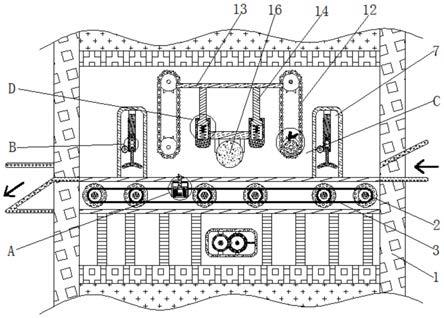
13.进一步的,所述热焊机构(6)左侧还设置有预热机构(5),所述预热机构(5)包括固定到所述壳体(100)上的预热壳体(51),所述预热壳体(51)上设置有第一驱动单元(52),所
述第一驱动单元(52)下部连接有预热上机构(53),所述预热上机构(53)下部镜像设置有预热下机构(54),所述物料位于所述预热下机构(54)上方;所述预热上机构(53)包括依次连接的上安装板(531)、冷却板、隔热板(532)、预热板(53)。
14.进一步的,所述预热机构(5)左侧还设置有第一夹紧机构(4);所述热焊机构(6)右侧设置有第三夹紧机构(10),所述收料机构(3)左侧设置有第二夹紧机构(8)。
15.进一步的,所述第一夹紧机构(4)包括了固定到所述壳体(100)上的夹紧安装板(41),所述夹紧安装板(41)上部设置有第一气缸(42),所述夹紧安装板(41)上还设置有导轨(44),所述导轨(44)上滑动设置有下压块(43),所述第一气缸(42)的驱动端连接所述下压块(43),所述导轨(44)还滑动连接有上压轮(46)的安装板,所述上压轮(46)的安装板和所述下压块(43)之间设置有第一弹簧(45),所述夹紧安装板(41)的底部设置有下压轮(47),所述物料位于所述上压轮(46)和下压轮(47)之间。
16.进一步的,所述第三夹紧机构(10)和第二夹紧机构(8)之间还设置有输送机构(7)。
17.进一步的,所述输送机构(7)包括了固定到所述壳体(100)上的直线模组(71),所述直线模组(71)上驱动连接有输送壳体(72),所述输送壳体(72)上部设置有第二驱动单元(73),所述第二驱动单元(73)底部设置有第一夹片(74),所述输送壳体(72)底部设置有第二夹片(75),所述第三驱动单元(73)驱动所述第一夹片(74)向下压紧所述物料到所述第二夹片(75)上。
18.进一步的,所述第一驱动单元(52)、第二驱动单元(73)均为电机驱动的丝杆结构。
19.进一步的,所述油缸固定板(63)上还设置有导杆(64),所述导杆(64)连接所述上连接板(651)。
20.进一步的,所述陶瓷隔热板(653)呈y轴方向滑动连接所述模具水冷板(652),所述模具水冷板(652)呈x轴方向滑动连接所述上连接板(651);所述固定杆(655)可实现对所述模具水冷板(652)和上连接板(651)的固定。
21.借由上述方案,本发明至少具有以下优点:
22.本装置能够实现两片薄铜板的热焊,同时能够吹入氮气进行保护防止氧化。
23.设置的预热机构能够对铜板先进行加热,减轻后续热焊机构工作的时间。
24.设置的夹紧机构能够在热焊的过程中对物料进行夹紧,设置的输送结构能够实现对物料的输送。
25.在热焊机构中,能够实现对模具板x轴和y轴向的调节。
26.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。
附图说明
27.图1是本发明的结构示意图;
28.图2是本发明图1中a处的工作框图;
29.图3是本发明热焊机构的结构示意图;
30.图4是本发明夹紧机构的结构示意图;
31.图5是本发明输送机构的结构示意图;
32.图6是本发明预热结构的结构示意图;
33.图中:
34.100
‑
壳体;
[0035]1‑
第一放料机构;101
‑
第一薄铜板料卷;
[0036]2‑
第二放料机构;201
‑
第二薄铜板料卷;
[0037]3‑
收料机构;301
‑
收料卷;
[0038]4‑
第一夹紧机构;41
‑
夹紧安装板;42
‑
第一气缸;43
‑
下压块;44
‑
导轨;45
‑
第一弹簧;46
‑
上压轮;47
‑
下压轮;
[0039]5‑
预热机构;51
‑
预热壳体;52
‑
第一驱动单元;53
‑
预热上机构;531
‑
上安装板;532
‑
隔热板;533
‑
预热板;54
‑
预热下机构;
[0040]6‑
热焊机构;61
‑
热焊壳体;62
‑
油缸;63
‑
油缸固定板;64
‑
导杆;65
‑
上热焊结构;651
‑
上连接板;652
‑
模具水冷板;653
‑
陶瓷隔热板;654
‑
接线铜平台;655
‑
固定杆;656
‑
模具压块;657
‑
上模具板;658
‑
感应加热线圈;66
‑
下热焊结构;67
‑
加热电源;
[0041]7‑
输送机构;71
‑
直线模组;72
‑
输送壳体;73
‑
第二驱动单元;74
‑
第一夹片;75
‑
第二夹片;
[0042]8‑
第二夹紧机构;
[0043]9‑
吹气机构;91
‑
吹气安装板;92
‑
气缸;93
‑
安装轨;94
‑
吹气针;95
‑
配气机构;
[0044]
10
‑
第三夹紧机构。
具体实施方式
[0045]
下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
[0046]
参见图1
‑
图6,均热板封边机,包括壳体100,所述壳体100内设置有可移动的上下贴合的两片薄铜板物料;
[0047]
以及用于对所述板物料进行热焊的热焊机构6,所述物料穿梭在所述热焊机构6之间,所述热焊机构6包括设置到所述壳体100上的热焊壳体61,所述热焊壳体61顶部设置有油缸固定板63,所述油缸固定板63上设置有油缸62,所述油缸62的下部连接有上热焊结构65,所述热焊壳体61的下部设置有和所述上热焊结构65镜像设置的下热焊结构66;
[0048]
所述上热焊结构65包括由上至下依次连接的上连接板651、模具水冷板652、陶瓷隔热板653、接线铜平台654、上模具板657,所述上模具板657外部套设有感应加热线圈658,所述上模具板657的两端均设置有模具压块656,固定杆655穿过上模具板657固定到所述接线铜平台654上;
[0049]
所述热焊壳体61的后部还设置有用于给所述感应加热线圈658供电的加热电源67;
[0050]
所述壳体100上位于所述下热焊结构66外侧还设置有用于给所述物料的两层波铜板之间进行吹氮气的吹气机构9,所述吹气机构9包括了固定到所述壳体100上的吹气安装板91,所述吹气安装板91上设置有气缸92,所述气缸92上设置有安装轨93,所述安装轨93上设置有多个吹气针94,所述吹气安装板91还设置有给所述吹气针94进行输气的配气机构95。
[0051]
‑
所述壳体100的一端上下设置有第一放料机构1和第二放料机构2,所述壳体100的另一端设置有收料机构3;
[0052]
所述第一放料机构1用于对第一薄铜板料卷101放料,所述第二放料机构2用于对第二薄铜板料卷201放料,所述第一薄铜板料卷101和第二薄铜板料卷201上下贴合后收到所述收料机构3上。
[0053]
‑
所述热焊机构6左侧还设置有预热机构5,所述预热机构5包括固定到所述壳体100上的预热壳体51,所述预热壳体51上设置有第一驱动单元52,所述第一驱动单元52下部连接有预热上机构53,所述预热上机构53下部镜像设置有预热下机构54,所述物料位于所述预热下机构54上方;所述预热上机构53包括依次连接的上安装板531、冷却板、隔热板532、预热板53。
[0054]
‑
所述预热机构5左侧还设置有第一夹紧机构4;所述热焊机构6右侧设置有第三夹紧机构10,所述收料机构3左侧设置有第二夹紧机构8。
[0055]
‑
所述第一夹紧机构4包括了固定到所述壳体100上的夹紧安装板41,所述夹紧安装板41上部设置有第一气缸42,所述夹紧安装板41上还设置有导轨44,所述导轨44上滑动设置有下压块43,所述第一气缸42的驱动端连接所述下压块43,所述导轨44还滑动连接有上压轮46的安装板,所述上压轮46的安装板和所述下压块43之间设置有第一弹簧45,所述夹紧安装板41的底部设置有下压轮47,所述物料位于所述上压轮46和下压轮47之间。
[0056]
‑
所述第三夹紧机构10和第二夹紧机构8之间还设置有输送机构7。
[0057]
‑
所述输送机构7包括了固定到所述壳体100上的直线模组71,所述直线模组71上驱动连接有输送壳体72,所述输送壳体72上部设置有第二驱动单元73,所述第二驱动单元73底部设置有第一夹片74,所述输送壳体72底部设置有第二夹片75,所述第三驱动单元73驱动所述第一夹片74向下压紧所述物料到所述第二夹片75上。
[0058]
‑
所述第一驱动单元52、第二驱动单元73均为电机驱动的丝杆结构。
[0059]
‑
所述油缸固定板63上还设置有导杆64,所述导杆64连接所述上连接板651。
[0060]
‑
所述陶瓷隔热板653呈y轴方向滑动连接所述模具水冷板652,所述模具水冷板652呈x轴方向滑动连接所述上连接板651;所述固定杆655可实现对所述模具水冷板652和上连接板651的固定。
[0061]
借由上述方案,本发明至少具有以下优点:
[0062]
本装置能够实现两片薄铜板的热焊,同时能够吹入氮气进行保护防止氧化。
[0063]
设置的预热机构能够对铜板先进行加热,减轻后续热焊机构工作的时间。
[0064]
设置的夹紧机构能够在热焊的过程中对物料进行夹紧,设置的输送结构能够实现对物料的输送。
[0065]
在热焊机构中,能够实现对模具板x轴和y轴向的调节。
[0066]
本发明至少具有以下优点:
[0067]
本装置能够实现两片薄铜板的热焊,同时能够吹入氮气进行保护防止氧化。
[0068]
设置的预热机构能够对铜板先进行加热,减轻后续热焊机构工作的时间。
[0069]
设置的夹紧机构能够在热焊的过程中对物料进行夹紧,设置的输送结构能够实现对物料的输送。
[0070]
在热焊机构中,能够实现对模具板x轴和y轴向的调节。
[0071]
本装置的原理如下:
[0072]
第一放料机构1用于对第一薄铜板料卷101进行放料,第二放料机构2用于对第二薄铜板料卷201进行放料,收料机构3是用于收热焊道一起后的第一薄铜板料卷101和第二薄铜板料卷201形成的上下贴合的两片薄铜板物料(收料卷301,简称物料)。
[0073]
第一夹紧机构4、第二夹紧机构8、第三夹紧机构10均是用于夹紧物料。
[0074]
输送机构7则是夹紧物料用于输送。
[0075]
预热机构,是通过电加热上下的两块预热板之后,对物料进行预先加热,加热温度不高。
[0076]
热焊机构,是通过点加热上下的两块模具板之后,对物料进行高温加热,同时进行印压热焊,由于加热温度过高,为了防止氧化,通过吹气机构在物料的两块薄铜板之间输入氮气进行保护。
[0077]
同时在吹气的过程中,吹气机构的吹气针会在两块薄铜板之间,具体是通过气缸的驱动。
[0078]
在热焊机构中,由于设置了x和y轴向可以调节的模具板,也能够方便调节对准。
[0079]
以上所述仅是本发明的优选实施方式,并不用于限制本发明,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。