成形设备和用于由连续丝束材料形成连续管状杆的方法
1.本发明涉及成形设备和用于由丝束材料形成管状杆的方法。
2.存在用于通过使用增塑剂形成中空乙酸酯管的已知设备和方法。通常,增塑剂扩散到乙酸酯丝束上。然后将处理过的丝束加热并形成杆形状。用蒸汽进行热处理,随后用空气冷却,从而将丝束材料稳定在杆形状。加热和冷却方案影响杆形成过程,使得不适于所使用的特定材料的加热和冷却可能对杆形成过程产生负面影响。
3.期望具有一种成形设备和一种改进管状杆的成形过程的方法。特别地,期望对成形过程具有更好的控制,以改进成形杆的质量和一致性。
4.根据本发明,提供一种成形设备,其包括传送路径,所述传送路径包括沿着传送路径的传送方向连续地进给连续丝束材料的进给路径。所述设备包括连接到进给路径的下游端的成形装置,所述成形装置适于将连续丝束材料形成为连续管状杆。所述成形装置包括管状元件,所述管状元件适于允许连续丝束材料穿过所述管状元件以形成所述连续管状杆。所述成形装置还包括适于产生加压流体的流体压缩机。流体压缩机与管状元件流体连接以分别向连续丝束材料或连续管状杆提供加压流体,以利用加压流体加热或冷却连续丝束材料或管状杆。所述成形装置还包括若干流体导管,以将加压流体从流体压缩机提供到沿着传送路径布置的若干注射部位,以用于随后加热或冷却管状元件中的连续丝束材料。若干流体导管中的至少两个流体导管包括压力控制单元,所述压力控制单元包括压力传感器和压力影响器(pressure influencer)。
5.加压流体经由包括若干流体导管的分配系统从流体压缩机提供到成形装置。优选地,成形设备中有两个到十个流体导管,更优选地,三个到七个流体导管,例如五个流体导管可用。例如,流体导管可以是管、管材或通道或管、管材和通道的组合。
6.压力控制单元可以布置在成形设备中,在流体压缩机和管状元件中的丝束材料之间或者在流体压缩机和形成于管状元件中的连续杆之间。优选地,压力控制单元,特别是压力传感器,靠近用加压流体处理丝束材料的位置布置。这有利地允许非常精确地测量作用于丝束材料的加压流体的压力。靠近加压流体的注射部位布置的压力影响器允许设定或调节在注射部位处的加压流体的压差到作用于丝束材料上的流体的期望压力。
7.例如,压力影响器可用于补偿流体压缩机和丝束材料之间的压力损失。例如,压力损失可由成形设备的分配系统中的压降引起。压力影响器还可用于大体上进一步加压或减小由流体压缩机提供的加压流体的压力。由此,可将压缩机设置为产生预设值例如平均值的加压流体。优选地,加压流体的压力的个别调整在靠近流体的注射部位的个别流体导管中进行。通过使用压力控制单元,也可以使用不能提供在期望压力范围内的加压流体的流体压缩机。然后,可以由压力控制单元实现所需压力范围。
8.优选地,压力控制单元被布置成尽可能靠近待处理的丝束材料,以便在流体的压力已设定或调整到所需值之后保持加压流体的压力损失尽可能低。有利地,以这种方式,测量的压力精确地对应于作用于丝束材料的加压流体的实际压力。
9.优选地,压力控制单元布置在加压流体的注射部位处的至少两个流体导管的端部区段中。
10.优选地,压力传感器布置在压力影响器的上游。由此,压力传感器的测得压力值可直接用于激活压力影响器。
11.压力影响器可以是压力增强器或压力减小器或压力增强器和减小器。
12.优选地,压力影响器是压力调节器,其适于且能够减小压力,更优选地适于且能够减小或增强流体导管中更优选至少两个流体导管中的压力。
13.例如,压力调节器可以是限制流体导管中加压空气通过的限流器。
14.例如,压力调节器可以是布置在流体导管中的可激活推进器。作为压力减小器,推进器可以减缓通过流体导管的加压流体流。作为压力增强器,推进器可以加速通过流体导管的加压流体流。推进器还可用于改变穿过流体导管的加压流体的速度。
15.优选地,压力调节器中的至少一个包括布置在流体导管中的推进器或者是布置在流体导管中的推进器。
16.优选地,至少两个流体导管配备有相同类型的压力影响器。
17.压力影响器也可以例如是布置在流体导管中的阀。
18.若干流体导管中的多于两个流体导管,例如三个或四个流体导管或优选地若干流体导管中的每个流体导管可包括压力控制单元。如果若干或所有流体导管包括压力控制单元,则可以非常密切地控制成形过程,特别是成形过程的冷却部分。特别地,可改变或调整成形过程以实现优化结果。
19.成形设备可特别用于各种连续材料的杆形成,特别是在配备有不同增塑剂或不同硬化剂时。密切控制允许使成形过程适于本发明的成形设备中使用的材料组合的各种硬化方案。
20.加热可基本上用于液化并且优选地将增塑剂均匀地分配到丝束材料中。
21.冷却可基本上用于使先前液化增塑剂硬化并且将杆固定在其管状杆形状。例如,冷却加速了增塑剂的固化,并且因此可以快速稳定连续杆。在受控冷却的情况下,可密切地控制固化过程。另外,杆形成过程可适于需要不同压力或温度方案的不同丝束材料和不同增塑剂,以获得最佳结果。
22.优选地,在加热之后,即在加热过程的下游执行冷却。加热和冷却可以在管状元件中执行。还可以在管状元件的下游执行冷却。
23.优选地,每个压力控制单元单独地且独立于其它压力控制单元操作。因此,优选地,可以在至少两个流体导管中单独地控制压力。优选地,可以在设置有压力控制单元的每个流体导管中单独地控制压力。优选地,压力控制单元彼此协调,使得可密切地控制且如果需要,可连续地影响丝束材料或成形杆的加热过程或冷却过程或加热和后续冷却过程两者。
24.优选地,针对每个流体导管控制从流体压缩机向若干流体导管提供的加压流体的量。例如,每个流体导管可以设置有阀。在此类实施例中,可优选地个别地控制阀。例如,分配系统包括在歧管的入口端处连接到流体压缩机并且在歧管的若干出口端处连接到若干流体导管的歧管。所述阀可靠近歧管的每个出口端布置。例如,通过提供阀,一定量的加压流体或较大量的加压流体可以提供给上游布置的流体导管(相对于丝束材料的传送路径的上游)以增强加热或冷却效果,而下游布置的流体导管可以例如配备有较小量的加压流体,反之亦然。
25.优选地,若干个注射部位中的至少一些沿着传送路径布置,优选地沿着管状元件的长度布置。由此,加热或冷却过程可依序作用于成形杆或正在成形的杆上。
26.成形装置的管状元件可包括多个管状元件区段。优选地,多个管状元件区段中的每个管状元件区段包括注射部位。因此,每个管状元件区段可以连接到至少一个流体导管,以用于将加压流体提供到通过管状元件区段的丝束材料。每个管状元件区段可设置一个流体导管。
27.优选地,至少两个流体导管的注射端包括喷嘴,这些流体导管包括压力控制单元。优选地,至少两个流体导管的注射端形成为喷嘴。在喷嘴上方,加压流体可以非常有效地分别引入到丝束材料中和分散在丝束材料上或成形杆上。特别地,当使用纤维丝束材料时,加压流体可以非常有效地穿透丝束材料并加热或冷却丝束材料或杆。优选地,若干流体导管中的每个流体导管的注射端包括喷嘴。
28.成形设备的流体压缩机可以是适于产生过热蒸汽的蒸汽发生器,或者可以是适于产生加压空气的空气压缩机。
29.过热蒸汽用于加热连续丝束材料。优选地,加压空气用于冷却连续丝束材料或由丝束材料形成的连续杆。
30.为了向丝束材料提供过热的蒸汽或加压空气,可以使用相同的分配系统或单独的分配系统。优选地,经由若干注射部位将加压流体例如在管状元件的长度上提供到丝束材料。优选地,一些注射部位设置有过热蒸汽,并且其它注射部位设置有加压空气。
31.由于从蒸汽到丝束材料的良好热传递,蒸汽发生器是制造杆的已知加热装置。然而,当冷却时,蒸汽可使得形成水滴。水滴可能会负面地影响丝束材料和成形结果。使用过热蒸汽减少或防止形成水滴。过热的蒸汽具有到丝束材料的良好的热传递。
32.若干流体导管中的至少一个流体导管可包括温度控制单元,所述温度控制单元包括温度传感器和温度影响器(temperature influencer)。
33.优选地,温度控制单元布置在成形设备中流体压缩机与管状元件中的丝束材料之间。优选地,温度控制单元,特别是温度传感器,靠近用加压流体处理丝束材料的位置布置。这有利地允许非常精确地测量作用于丝束材料的加压流体的温度。在靠近加压流体的注射部位存在温度影响器的情况下,可以由温度影响器设置或调整加压流体与用于加热或用于冷却丝束材料的流体的所需温度的温度差。例如,温度影响器可用于补偿从流体压缩机递送到丝束材料的加压流体的温度损失。例如,温度损失由作用于成形设备的环境影响引起,例如由于加压流体必须行进的路径长度引起。温度影响器还可用于大体上加热或冷却由流体压缩机提供的加压流体。由此,流体压缩机可设置成在特定温度下产生加压流体,并且在靠近加压流体的注射部位的个别流体导管中执行流体温度的个别调整。这还提供了将更强烈或较不强烈的加热或冷却作用施加到成形的丝束材料或杆的选项。
34.优选地,温度控制单元布置成尽可能靠近待处理的丝束材料。有利地,以这种方式,测量的温度精确地对应于作用于丝束材料的加压流体的期望温度。
35.优选地,温度控制单元布置在加压流体的注射部位处的流体导管的端部区段中。
36.优选地,温度传感器布置在流体导管的喷嘴中。
37.温度影响器可以是能够加热加压流体的加热元件,是能够冷却加压流体的冷却元件,或能够根据需要加热或冷却加压流体的加热和冷却元件。
38.优选地,温度影响器是加热元件和冷却元件。然后,可取决于由流体压缩机提供的加压流体的温度以及取决于在丝束材料的特定位置处和在成形过程的特定状态下所需的温度来加热或冷却加压流体。
39.加热元件或冷却元件可以是电元件,例如电阻加热器、电感器和例如可感应加热流体导管或pel letier元件。加热或冷却元件也可以基于流体加热或流体冷却。
40.优选地,加热元件是围绕流体导管布置的电阻加热器。
41.优选地,组合式加热和冷却元件基于流体加热和流体冷却。例如,外部管可以围绕流体导管布置。可以在外部管和流体导管的外部之间沿着流体导管引导冷却或加热流体,从而冷却或加热流体导管和在流体导管内部流动的加压流体。
42.温度影响器可以布置在流体导管内部,例如在流体导管的内壁处,在流体导管壁中或在流体导管的外部,例如围绕流体导管布置。如果使用外部温度影响器,优选的是,流体导管的材料至少在外部温度影响器的区域中包括高导热率。
43.若干流体导管中的多于一个流体导管,例如若干流体导管中的三或四个或甚至每个流体导管可包括温度控制单元。如果多于一个流体导管或所有流体导管包括温度控制单元。有利地,以这种方式,成形过程可以被非常密切地控制,例如改变或调整以实现优化的结果。
44.如果呈气体压缩机形式的流体压缩机用在成形设备和分配系统中,并且分配系统的流体导管用于将加压空气引导到丝束材料,则压力控制单元和温度控制单元用于控制加压空气的压力和温度。
45.如果呈蒸汽发生器形式的流体压缩机用在成形设备和分配系统中,并且分配系统的流体导管用于将过热蒸汽引导到丝束材料,则压力控制单元和温度控制单元用于控制过热蒸汽的压力和温度。
46.如果呈蒸汽发生器以及气体压缩机形式的流体压缩机用在成形设备中,则两个流体压缩机可以连接到相同的分配系统。过热的蒸汽和加压空气可引导通过分配系统中的相同或不同流体导管引导。因此,压力控制单元和温度控制单元可以控制过热蒸汽和加压空气的压力和温度。
47.优选地,过热蒸汽和加压空气引导通过相同分配系统中的不同流体导管。优选地,过热蒸汽引导通过流体导管,通往更上游布置的管状元件的注射部位。优选地,加压气体引导通过流体导管,通往更下游布置的管状元件的注射部位。优选地,将过热蒸汽提供到两个到三个最上游布置的管状元件的注射部位。优选地,将加压空气提供到至少管状元件的最下游布置的注射部位。
48.根据本发明的,芯轴可以设置在管状元件内或管状元件区段中的一个或若干个内。芯轴可用于在成形杆内产生内部形状,例如以产生所称的中空乙酸酯管或hat。在一些实施例中,芯轴包括圆形横截面,然而其它横截面是可能的,例如呈多边形形式,例如三角形、方形、星形或其它,呈标志或图标形式,例如心形、梅花或菱形或其它圆形、椭圆形或半圆形形式。另外,芯轴的横截面可以是连续的。替代地,芯轴的横截面可以在芯轴的长度上变化。优选地,芯轴跨越被加热的管状元件的长度延伸,或跨越被加热的即设置有过热的蒸汽的所有管状元件区段延伸。这有利地有助于在丝束仍然很热时使丝束形成所需形式。优选地,芯轴延伸到管状元件区段中的至少一个中,所述管状元件区段设置有用于冷却的加
压空气。这有利地允许丝束稳定成所需形式。优选地,芯轴不延伸到至少一个管状元件区段中,所述至少一个管状元件区段设置有用于冷却的加压空气。这有利地促进从芯轴移除丝束。
49.管状杆、填充杆或中空杆可以用成形设备的成形装置制造。为了制造中空杆,管状元件包括用于从连续丝束材料形成连续中空管状杆的内部芯或芯轴。优选地,芯轴同心地布置在管状元件内部或一个、若干或所有管状元件区段内部。
50.在本发明的其它实施例中,管状元件区段中的至少一个包括位于管状元件区段内的成形内管,使得穿过管状元件区段的丝束沿着成形内管的内表面穿过。因此,在成形期间,成形的内管将其形状赋予丝束的外部上。例如,成形的内管包括圆形横截面,然而其它横截面是可能的,例如呈多边形形式,例如三角形、方形、星形或其它,呈标志或图标形式,例如心形、梅花或菱形或其它圆形、椭圆形或半圆形形式。特别有利地,成形内管沿着成形丝束的周边产生多个凹槽。
51.另外,成形内管的内表面的横截面可以是连续的。替代地,成形内管的横截面可以在成形内管的长度上改变。改变的横截面可以例如沿着成形丝束的周边产生螺旋状凹槽。
52.优选地,成形设备包括主控制系统。主控制系统控制连续杆的成形过程。例如,在主控制系统中接收来自压力控制单元的数据,在可用的情况下,还有来自温度控制单元的数据,在可用的情况下,来自阀的数据,优选地还有来自最终成形杆的数据。来自最终成形杆的数据可以是例如从线扫描摄像头获得的杆直径。在主控制系统中,可以分析数据,并且如果检测到与期望结果的偏差,则可以调整成形参数。主控制单元可相应地向压力控制单元、温度控制单元、阀或成形设备的另外的元件例如向分配系统或增塑剂施加器提供指令。主控制单元可用于在杆形成过程中控制生产线的另外装置,例如用于将连续杆切割成个别区段的切割装置。通过主控制系统,可以控制、调整并记录成形参数,例如施加到丝束材料的加热、冷却或压力。
53.本发明还涉及一种用于由连续丝束材料形成连续管状杆的方法。所述方法包括提供连续丝束材料,在成形装置中将连续丝束材料形成为连续管状杆,在成形期间通过经由分配系统将加压流体从流体压缩机提供至连续丝束材料来加热或冷却,优选加热和冷却连续丝束材料。该方法还包括测量分配系统的至少两个流体导管中的加压流体的压力,并在流体压缩机下游的分配系统中提供至少两个压力影响器。压力影响器能够且适于测量和改变从流体压缩机递送到连续丝束材料的加压流体的压力。
54.优选地,通过使连续丝束材料穿过成形装置的管状元件,将连续丝束材料进给到成形装置且形成为连续管状杆。然后,将加压流体引导到管状元件中。
55.优选地,改变从流体压缩机递送到连续丝束材料或管状杆的加压流体的压力的步骤包括优选地通过加压流体的推进作用来增强或减小压力。推进动作是有利的,因为它可以用作压力增强器和压力减小器。
56.优选地,所述方法包括测量在注射部位处的加压流体的温度,并且在分配系统中提供温度影响器。温度影响器适于且能够改变递送到连续管状杆或丝束材料的加压流体的温度。
57.优选地,温度影响器包括加热或冷却元件,更优选地是加热元件和冷却元件。
58.优选地,连续丝束材料是乙酸纤维素。
59.优选地,连续管状杆是连续中空乙酸酯管(hat)。
60.该方法还可包括在形成连续管状杆之前,特别是在加热连续丝束材料之前将增塑剂施加到连续丝束材料的步骤。在将材料形成为杆之前将增塑剂施加到丝束材料会影响杆材料。例如,增塑剂可以改善丝束材料的成形特性,可以增强最终杆的稳定性,或者可以影响成形杆的抽吸阻力或这些效应的组合。
61.所述方法还可以包括将所述连续管状杆切割成个别区段的步骤。各个区段可具有气溶胶生成制品的区段的最终长度。各个区段还可以具有最终长度的多长度,并且可以在气溶胶生成制品的制造过程中的另一工艺步骤中切割成其最终长度。
62.虽然已经使用加压空气进行冷却来描述所述设备和方法,但应理解,加压空气也可用于加热,并且也可以使用适用于冷却或加热的其它气体。特别地,在气体压缩机中压缩的压缩气体可以替代地或另外使用,例如加压二氧化碳或氮气。
63.本发明还涉及用于生产连续管状杆的生产线。生产线包括根据本发明并且如本文所述的成形设备。生产线还包括布置在成形设备上游的增塑剂施加器。提供增塑剂施加器以用于将增塑剂施加到连续丝束材料。生产线还可以包括布置在成形装置下游的切割装置,以用于将连续管状杆切割成单独的杆区段。
64.本发明进一步参照实施方案进行描述,这些实施方案借助于下列各图进行说明,其中:
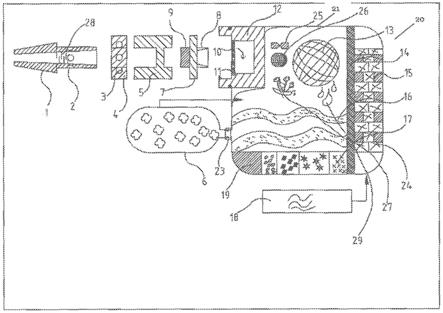
65.图1是成形设备的示意图;
66.图2是包括温度控制单元的成形设备的示意图;
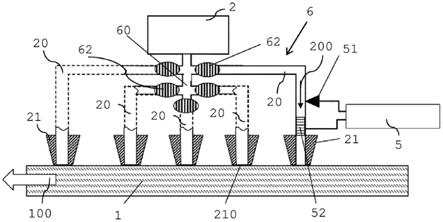
67.图3示意性地示出了连续杆生产线;
68.图4是例如在图3中所示的生产线中使用的成形设备的示意性图示。
69.图5示出了包括若干管状元件区段的成形设备的透视图;
70.图6示出了在管状元件区段内具有成形内管的成形设备。
71.在图1中,连续材料1,例如用增塑剂(例如三乙酸甘油酯)浸渍的丝束材料沿着传送方向100引导。连续材料被引导通过管状元件(未示出),并且由此用加压流体处理。加压流体可例如为过热蒸汽或加压空气或加压空气和过热蒸汽,优选地在随后的次序中加热,然后在引导通过管状元件时冷却连续丝束材料。
72.加压流体在流体压缩机2中产生,并且经由流体分配系统6引导到丝束材料1。由此,加压流体被引导至丝束材料1穿过的管状元件,并由此形成为杆。加压流体的流动方向由箭头200示出。
73.分配系统6包括歧管60,该歧管将来自流体压缩机2的加压流体分配到多个单独的管20中。每个管20包括阀62,通过阀,从流体压缩机2引入到个别管20中的加压流体的量被单独地控制,优选由主控制系统控制。
74.管20在喷嘴21中终止,经由管状元件中的喷射部位210将加压流体集中到丝束材料1。分配系统的该端部部分配备有压力控制单元5。压力控制单元5包括布置在管20中的压力调节器52,例如阀。压力控制单元5还包括布置在压力调节器52上游的压力传感器51。压力控制单元5还可包括数据控制系统和功率系统,其用于从压力传感器51和压力调节器52检索数据且用于当需要将加压流体加压至更高压力时向压力调节器52提供电力。
75.虽然图1中通过设置有压力控制单元5的一个管20示出了分配系统6和压力控制,
但分配系统6包括设置有压力控制单元5的至少两个管20。至少两个压力控制单元5可以设置于邻近管20中或更远地布置的管20中。优选地,压力控制单元5布置在与最上游布置的注射部位210流体连接的分配系统的最上游布置的管20中。
76.优选地,图1中所示的若干或全部五个管设置有其自身单独控制的压力控制单元5。
77.用于压力控制单元5的数据控制和功率系统优选地集成在主控制系统中,设置该主控制系统以用于控制成形设备,并且可能还控制用于杆制造过程中的其它装置。
78.在图1中,流体压缩机2可以是用于产生加压空气的气体压缩机或用于产生过热蒸汽的蒸汽发生器。然后,流体分配系统6用作引导加压空气到连续丝束材料1的空气分配系统或用作引导过热蒸汽到连续丝束材料1的蒸汽分配系统。
79.在图1的成形设备的优选实施例中,流体压缩机2包括蒸汽发生器和气体压缩机。流体压缩机连接到歧管和分配系统,使得当在传送方向100(两个最上游布置的管)上观察时,至少前两个管设置有过热的蒸汽,并且使得当在传送方向100(一个最下游布置的管)上观察时,至少最后的管设置有用于冷却的加压空气。
80.另外的或中间管可取决于期望的加热和冷却过程用过热蒸汽或加压气体加压。
81.然而,流体压缩机可以连接到其自身的歧管和分配系统,优选地以上述串行布置提供过热蒸汽和加压空气。
82.图2以简化方式示出成形设备的另一实例。相同或类似参考符号用于与图1中相同或类似的特征。
83.成形设备包括流体压缩机2和分配系统,其中仅示出分配系统的一个管20。管20设置有压力控制单元5,该压力控制单元设置在分配系统的管端区段中。
84.管20另外设置有温度控制单元3。
85.连续材料1沿着传送方向100引导并且通过管状元件(未示出),由此用加压流体处理,例如加压空气、过热蒸汽或用加压空气和过热蒸汽两者。
86.加压流体在流体压缩机2中产生,并且经由分配系统引导到丝束材料1。
87.加压流体的流动方向由箭头200示出。
88.示出的管20在喷嘴21中终止,将加压流体集中到丝束材料1,优选地以圆形方式作用于管状元件中的丝束材料的整个圆周上。分配系统的末端部分配备有温度控制单元3。温度控制单元3包括围绕管20的加热元件30,例如电阻加热元件。温度控制单元3还包括布置在喷嘴21中的温度传感器31。温度控制单元3还可包括数据控制系统和功率系统,其用于从温度传感器31和加热元件30检索数据,并且用于在需要将加压流体加热到较高温度以及较高压力时,给加热元件30提供加热功率。管20由耐受加热元件30提供的热的材料制成。
89.用于温度控制单元3的数据控制和功率系统还可以集成到被设置以用于控制成形设备的主控制系统中,特别是压力控制单元5,以及可能还有用于杆制造过程中的另外的装置。
90.在一些实施例中,加热元件30可以是冷却元件或组合式加热和冷却元件。由此,加压流体可被冷却,或可根据从气体压缩机2递送的加压流体的温度以及处理连续材料所需的加压流体的温度而被加热或冷却。
91.图2中的压力控制单元5包括用于测量加压流体的压力的压力传感器51。压力传感
器布置在加热元件30的上游。压力控制单元5还包括压力影响器50、52。所示实施例中的压力影响器由两个推进器50和压力调节器52(例如阀)组成。
92.推进器50中的一个布置在压力传感器51上游的管道中。当在加压流体的流动方向上观察时,第二推进器50布置在加热元件30的下游,但在压力调节器52的上游。优选地,速度传感器布置在第二推进器的位置处以用于测量加压流体的速度。当压力调节器布置在喷嘴21的正上游时,其中加压流体被引入到管状元件41中,用压力调节器可以非常精确地控制和调整施加到丝束材料的加压流体的压力。特别地,可能由于加压流体的加热而发生的任何压力增加可由压力调节器52均衡。
93.各种传感器和致动器可以测量加压流体的压力、温度和速度并作用于所述压力、温度和速度。
94.如已针对图1的成形设备的实施例所提及,图2中所示的成形设备可包括若干管,且多个或所有管可设置有其自身单独控制的压力控制单元5且具有其自身单独控制的温度控制单元3。
95.温度和压力控制单元3、5允许在加压流体已经离开流体压缩机2之后并且基本上在一条或若干条管20的出口处调整加压流体的温度、压力和速度。注射喷嘴以及温度和压力控制单元3、5的串行设置允许在杆形成过程中的不同应用点优选地独立地接连获得温度和压力分布。
96.这也适用于一个或多个上游布置的管用于加热并且一个或多个下游布置的管用于冷却,例如通过在成形过程的上游部分中施加过热蒸汽,在成形过程的下游部分中施加加压空气。通过测量和调整施加到丝束材料的过热蒸汽的温度和压力,可以实现受控增塑剂液化和在两种材料中的分布。通过测量和调整施加到丝束材料或施加到已形成但不完全稳定的杆的加压空气的温度和压力,可以实现对所形成杆的受控硬化和形成稳定。这有利地适用于温度和压力在加热过程中以及在冷却过程中被顺序地控制。
97.图3示出用于生产连续杆或连续杆部件的生产线,优选用于气溶胶生成制品。优选地,制造乙酸纤维素的中空杆,其被切割成区段。可以在加热不燃烧气溶胶生成装置中使用这些区段。
98.生产线包括传送装置10,以沿着传送或进料方向100传送连续材料,例如乙酸纤维素丝束材料。
99.沿着生产线布置制备单元7。丝束材料由输送装置3进给到制备单元7。制备单元7适于形成由硬化流体或增塑剂例如三乙酸甘油酯润湿的连续丝束材料流。在图3的实施例中,增塑剂单元是制备单元7的一部分。增塑剂单元是本领域已知的。增塑剂单元还可位于制备单元7的上游。在制备单元7的下游,生产线包括串联布置到制备单元7的成形设备4。成形设备4适于接收丝束材料流,并且使材料硬化以将丝束材料转换成连续的轴向刚性杆。
100.有利的是,生产线还包括包装单元8以将杆包装在包装纸中。此外,生产线可包括切割单元9,优选已知类型的旋转切割头。切割单元9布置在成形设备4和包装单元9的下游,并且适于将杆切割成杆段。杆所切割成的区段的所要长度例如借助合适的测量装置(也未示出)而获得。
101.适当的包装单元8、输送装置10和切割单元9在所属领域中已知,且下文不再详述。
102.生产线包括主控制系统500,该主控制系统适于从成形设备4接收信号并向成形设
备发送信号。使用主控制系统500,例如压力调节器可以被控制,或者,如果存在的话,温度控制单元的加热或不加热可以被控制。优选地,主控制系统500还控制生产线的另外单元,例如制备单元7和输送装置10。包装单元8和切割单元9还可由主控制系统500控制。
103.成形设备4在图4中以放大视图示出。成形设备4包括管状元件41,该管状元件适于接收用硬化材料浸透的丝束材料。用箭头100描绘了传送装置10的传送方向以及丝束材料进入成形设备4的管状元件41中的进给方向。
104.管状元件41适于成形丝束材料以将其转换成大致圆柱形的杆,例如转换成完整杆或中空杆,并且使杆在进料方向100上推进到生产线的另外部件。
105.管状元件41限定丝束材料可从中穿过的孔45。优选地,孔45包括内表面451。内表面451压缩丝束材料以形成大体上圆柱杆状形状的连续材料丝束。
106.管状元件41可包括布置在管状元件内部的芯轴。然后,连续丝束材料围绕芯轴并沿着芯轴和在内表面451内引导,从而形成中空的丝束材料管。
107.成形设备4还包括流体压缩机2,该流体压缩机与两个圆形喷嘴21流体连接以将加压流体注入管状元件41的内部中。加压流体分配或硬化存在于丝束材料中的增塑剂,并将其转变成基本刚性的杆。
108.在图4的实施例中,管状元件41是单个连续管状元件,其包括用于加压流体作用于连续材料上的两个注射部位。优选地,存在多于两个,例如三至五个喷嘴21以用于在沿着管状元件41布置的三至五个注射部位处注射加压流体。
109.在图5中,成形装置包括由多个单独的元件实现的管状元件41,此处为五个管状元件区段410,其沿着连续材料的进给方向串联设置(在图5中从右到左)。
110.至少通向分隔的元件区段410的第一区段(最上游布置的区段)的管20配备有压力控制单元5,并且优选地还配备有温度控制单元3(未示出)。优选地,通向分隔的元件区段410中的第一和第二区段的管配备有压力控制单元5,并且最优选地还配备有温度控制单元3。因此,至少两个最上游布置的管20由对由加热元件30提供的热具有抗性的材料制成。
111.优选地,分离的元件区段410中的最后一个(最下游布置的区段)用于例如通过将加压空气引导到元件区段410的内部来冷却连续杆。将加压空气引导到最后的元件区段410的管20不需要具有加热元件的管的耐热性,并且因此可以由比设置有加热元件的管更不耐热的材料制成。
112.在图6中,当在丝束材料的传送方向上观察时,管状元件区段410中的最后一个示出为包括位于管状元件区段410内的成形内管44。穿过管状元件区段410的丝束沿着成形内管44的内表面通过。因此,在成形期间,成形内管将其形状赋予丝束的外部。如图4所示,成形内管44的内表面可以表示管状元件的内表面451。
113.优选地,成形内管包括基本上圆形的横截面。特别有利的是,成形的内管44沿着成形的丝束的周边产生多个凹槽,例如使空气沿着凹槽通过。优选地,管状元件41的所有管状元件区段410包括内管44。最优选地,配备有用于加热丝束材料的过热蒸汽的上游布置的元件区段410配备有内管44。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。