1.本发明总体涉及拾取存储物体的方法,更具体地,涉及从部件卷轴堆叠中拾取部件卷轴。
背景技术:
2.找取存储在物品大量堆叠中的物品会带来许多挑战。在某些情况下,必须从堆叠中快速挑选物品,以便在制造过程中供应物品。从堆叠中找取物品可能具有挑战性,尤其是考虑到每个物品可能具有不同的大小,并且可能在堆叠内未对准。寻求用于改进拾取部件卷轴的过程的方法和系统。
技术实现要素:
3.本发明的一方面的特征在于一种从部件卷轴堆叠中拾取顶部部件卷轴的方法。该方法包括将拾取臂降低到延伸穿过部件卷轴堆叠至堆叠中的顶部部件卷轴上方的杆之上,其中该臂包括夹持器,其定位成使得随着拾取臂降低,杆延伸穿过拾取臂的夹持器。相对于拾取臂对准杆,并且然后,随着杆被对准,将夹持器的一部分插入到限定在顶部部件卷轴中的孔中。致动夹持器以在顶部部件卷轴的孔处接合顶部部件卷轴的相对内表面,并且随着夹持器接合相对内表面,抬起拾取臂以从部件卷轴堆叠中提升顶部部件卷轴。
4.在一些实施方式中,臂还包括多个突出部,其定位成使得随着拾取臂降低,杆延伸穿过突出部。对准杆包括致动突出部以接合杆并且相对于拾取臂对准杆。
5.在一些示例中,突出部是夹持器的夹持突出部。在一些示例中,对准杆包括致动夹持突出部,以将夹持突出部基本设置在杆的相应纵向凹槽内,从而通过凹槽的接合来对准杆。在一些示例中,将夹持器的一部分插入到顶部部件卷轴的孔中包括随着夹持突出部基本设置在杆的相应纵向凹槽内,继续降低拾取臂,以将夹持突出部插入到顶部部件卷轴的孔中。
6.在一些情况下,夹持器包括两个相对的钳夹,每个钳夹具有布置成基本装配在杆的相应纵向凹槽内的夹持突出部,并且致动夹持器包括扩大钳夹之间的间隙,使得每个夹持突出部从杆的相应凹槽移动以接合相对内表面中的相应一个。
7.在一些情况下,杆具有在纵向凹槽的基部之间测量的小于杆直径的约40%的最小腹板厚度。
8.在以下情况下,突出部是定位在夹持器和拾取臂之间的对准突出部。在一些实施方式中,对准突出部包括设置在第二对相对的平行突出部上方的第一对相对的平行突出部,其中第一对突出部在垂直于第二对突出部的方向上延伸。在一些布置中,致动对准突出部以对准杆包括移动两个相对突出部中的至少一个以缩小两个相对突出部之间的间隙。在一示例中,对准突出部包括辊。在另一实施方式中,夹持器包括两个相对的钳夹,每个钳夹包括拱形夹持突出部,并且致动夹持器包括扩大钳夹之间的间隙,使得每个夹持突出部接合相对内表面中的相应一个。在一些情况下,在将夹持器的一部分插入到顶部部件卷轴的
孔中之前,致动两个钳夹以缩小两个相应夹持突出部之间的间隙,从而用夹持突出部包围杆。
9.在一些示例中,拾取臂限定孔,其配置为当拾取臂降低到杆之上时接收杆。在一些情况下,致动突出部包括相对于拾取臂的孔对准杆。
10.在其他实施方式中,杆延伸穿过部件卷轴堆叠的对准孔。
11.在一些情况下,杆延伸穿过部件卷轴堆叠的中心孔。
12.在一些情况下,顶部部件卷轴的孔是中心孔。
13.在各种实施方式中,将夹持器的一部分插入到顶部部件卷轴的孔中包括继续降低拾取臂以将夹持器的一部分插入到顶部部件卷轴的孔中。
14.本发明的另一方面的特征在于一种从部件卷轴堆叠中拾取顶部部件卷轴的方法。该方法包括将拾取臂降低到限定纵向凹槽的杆之上。杆延伸穿过部件卷轴堆叠至堆叠中的顶部部件卷轴上方。臂包括夹持器,其定位成使得随着拾取臂降低,杆延伸穿过拾取臂的夹持器。该方法还包括将夹持器的一部分基本定位在凹槽内。该方法还包括通过沿着凹槽移动夹持器的一部分,将夹持器的一部分插入到顶部部件卷轴的孔中。该方法还包括致动夹持器以在顶部部件卷轴的孔处接合顶部部件卷轴的相对内表面,并且然后随着夹持器接合相对内表面,抬起拾取臂以从部件卷轴堆叠中提升顶部部件卷轴。
15.在一些实施方式中,夹持器包括两个相对的钳夹,每个钳夹具有夹持突出部。在这种实施方式中,将夹持器的一部分基本定位在凹槽内包括将夹持突出部基本定位在杆的凹槽内。
16.本发明的另一方面的特征在于一种部件卷轴拾取系统,其包括基座、杆以及部件卷轴拾取组件。基座配置为支撑部件卷轴竖直堆叠,杆从基座延伸并定位成延伸穿过支撑在基座上的部件卷轴竖直堆叠的对准孔。部件卷轴拾取组件包括:可控移动的拾取臂;由拾取臂承载的多个突出部,当拾取臂降低到杆的远端之上时,突出部间隔开以将杆接收在其间。突出部可致动以接合杆的相对侧,从而随着拾取臂降低来将臂和杆对准。部件卷轴拾取组件还包括由拾取臂承载的卷轴夹持器,其包括两个部分,这两个部分配置成随着臂降低而在其间接收杆。卷轴夹持器可操作成分离这些部分以接收杆,然后缩小这些部分之间的间隙以将这些部分插入到支撑在基座上的卷轴竖直堆叠中的顶部卷轴中,然后扩大该间隙以夹持顶部卷轴的相对表面,使得臂的随后抬起将顶部卷轴从堆叠中提升。
17.在一些情况下,杆限定两个相对的凹槽,每个凹槽配置成接收卷轴夹持器的两个部分中的相应一个。在一些示例中,杆具有在纵向凹槽的基部之间测量的小于杆直径的约40%的最小腹板厚度。
18.在一些示例中,多个突出部是卷轴夹持器的夹持突出部。在一些情况下,卷轴夹持器的两个部分包括两个夹持突出部,其布置成基本装配在杆的相应凹槽内,并且卷轴夹持器可操作成扩大夹持突出部之间的间隙,使得两个夹持突出部中的每个移动远离相应凹槽,以接合顶部卷轴的相对表面中的相应一个。
19.在一些实施例中,突出部包括两组相对的对准突出部,其设置在卷轴夹持器和拾取臂之间。第一组对准突出部设置在第二组对准突出部上方,并且第一组对准突出部在垂直于第二组对准突出部的方向上延伸,使得当突出部接收杆时,杆在每组突出部之间延伸。在一些布置中,对准突出部包括辊。在一些情况下,卷轴夹持器包括两个相对的钳夹,每个
钳夹包括卷轴夹持器的两个部分中的一个。卷轴夹持器可操作成扩大钳夹之间的间隙,使得两个部分中的每个接合顶部卷轴的相对表面中的相应一个。
20.在一些实施方式中,拾取臂限定孔,其配置成当拾取臂降低到杆的远端之上时接收杆。在一些情况下,突出部可致动以相对于拾取臂的孔对准杆。
21.在一些实施方式中,杆延伸穿过部件卷轴竖直堆叠的中心孔。
22.在一些情况下,顶部部件卷轴的孔是中心孔。
23.在一些情况下,杆的外径在6毫米和8毫米之间。
24.本发明的另一方面的特征在于一种部件卷轴拾取系统,其包括基座、杆以及部件卷轴拾取组件。基座配置为支撑部件卷轴竖直堆叠,并且杆从基座延伸并定位成延伸穿过支撑在基座上的部件卷轴竖直堆叠的对准孔。部件卷轴拾取组件包括可控移动的拾取臂和由拾取臂承载的卷轴夹持器。卷轴夹持器包括多个指状件,其间隔开以随着臂降低来将杆接收在其间。指状件可控制地移动以接合杆的相对侧,从而将杆与拾取臂对准。卷轴夹持器还包括相对的夹持突出部,其向下延伸并且可在闭合位置和打开位置之间移动,在闭合位置,突出部装配在杆的任一侧于竖直堆叠中的顶部卷轴的中心孔内,在打开位置,突出部的外表面将顶部卷轴夹持在中心孔内,以利用拾取臂将顶部卷轴从堆叠中提升。
25.在一些情况下,拾取臂包括孔,其配置为当拾取臂降低到杆的远端之上时接收杆。在一些示例中,指状件可致动以相对于拾取臂的孔对准杆。
26.在许多实施方式中,指状件包括设置在同一平面上的两组相对的指状件,以在两组指状件之间接收杆,每组指状件包括连接到公共枢轴的两个可枢转的指状件,其配置为围绕枢轴在相反方向上枢转以对准杆。
27.在一些情况下,当指状件枢转以对准杆时,夹持突出部移动到闭合位置。
28.在一些布置中,杆的外径在6毫米和8毫米之间。
29.本发明的各方面通过简化所需的步骤和设备,以及使步骤自动化以提高操作效率,改进了从部件卷轴堆叠中拾取顶部部件卷轴的过程。本发明的系统以移动臂为特征,该移动臂有助于对准延伸穿过部件卷轴堆叠的杆,并且使用相同的移动臂,将臂的夹持突出部插入到顶部部件卷轴的孔中,以抓住并拾取顶部部件卷轴。这些特征通过提高移动臂将夹持并拾取顶部部件卷轴的机会来提高拾取系统的可靠性。
30.在附图和下面的描述中阐述了本发明的一个或多个实施例的细节。从说明书和附图以及权利要求中,本发明的其他特征、目的和优点将变得显而易见。
附图说明
31.图1
‑
4是从部件卷轴堆叠中拾取顶部部件卷轴的部件卷轴拾取系统的顺序透视图。
32.图5是闭合的部件卷轴夹持器的透视图。
33.图6是打开的部件卷轴夹持器的透视图。
34.图6a是被致动以对准杆的对准突出部的剖视图。
35.图7是处于打开位置的夹持器和对准突出部的俯视图。
36.图8是图7中的夹持器和对准突出部的俯视图,处于闭合位置以对准杆。
37.图9是具有处于打开位置的对准指状件的夹持器的俯视图。
38.图10是图9中的夹持器的俯视图,对准指状件处于闭合位置以对准杆。
39.图11
‑
14是被致动以拾取顶部部件卷轴的夹持器和对准突出部的顺序剖视图。
40.图15是根据不同实施方式的夹持器的俯视图。
41.图16是处于闭合位置的图15中的夹持器的俯视图。
42.图17
‑
20是根据不同实施方式的被致动以拾取顶部部件卷轴的夹持器的顺序剖视图。
43.图21是根据示例性实施方式的部件卷轴拾取系统的透视图。
44.不同附图中相同的参考符号表示相同的元件。
具体实施方式
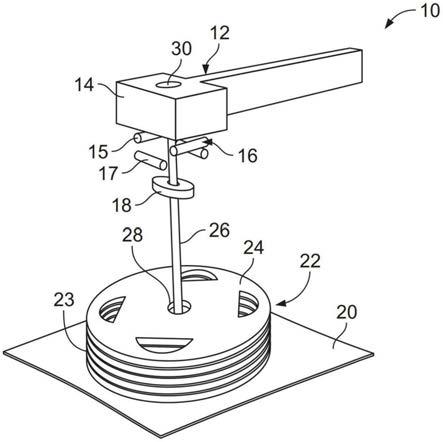
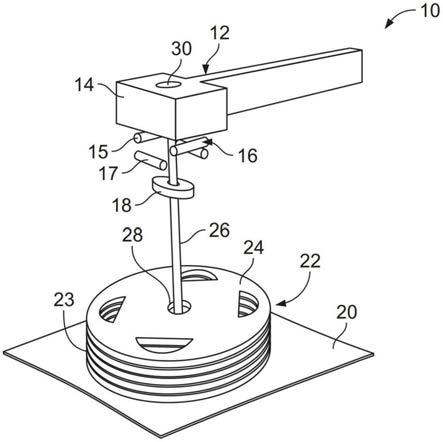
45.参考图1,用于从部件卷轴堆叠中拾取顶部部件卷轴24的方法和设备10包括拾取组件12和支撑在基座20上的部件卷轴23堆叠22。部件卷轴拾取系统10是表面安装技术(smt)设施中存储系统的一部分。部件卷轴(也称为带卷轴)用于电子电路的生产,其中来自带卷轴的电子部件直接放置到印刷电路板的表面上。smt板数量需要许多不同的部件,部件的具体列表将随着每个板设计被生产而变化。这需要制造商维护和管理数百个(如果不是数千个)不同卷轴的库存。此外,当从一个运行切换到下一个运行时,部分卷轴通常必须从库存中找取并返回到库存。自动化和改进从部件卷轴堆叠中拾取部件卷轴的过程可以提高操作效率并降低制造成本。本发明旨在改进从部件卷轴堆叠中拾取顶部部件卷轴的过程。
46.部件卷轴23堆叠22支撑在基座20上。杆26从基座20延伸穿过部件卷轴23的对准中心孔28,以防止堆叠22翻倒或掉落。杆26延伸穿过堆叠22至顶部部件卷轴24上方,以暴露杆的远端。杆26可以是细金属杆,其直径约为中心孔28直径的一半。部件卷轴23可以具有不同的尺寸(例如不同的直径),并且每个可以具有不同直径的中心孔28。例如,每个部件卷轴23的中心孔28的直径在10毫米和15毫米之间,杆26的直径在5毫米和8毫米之间。杆26容易随着时间弯曲,这可能导致堆叠的部件卷轴23的未对准,或者可能导致杆靠在卷轴24的孔28的表面上。当拾取臂被降低以拾取顶部部件卷轴时,这种弯曲和未对准会带来挑战,并且会阻止臂的夹持器接合中心孔28以拾取卷轴。如下文进一步讨论,使用可致动的对准突出部或夹持器来对准杆26可以改进从堆叠中拾取顶部部件卷轴的过程。
47.图1
‑
4顺序示出了使用卷轴拾取组件12从堆叠22中拾取顶部部件卷轴24的方法。具体参照图1,卷轴拾取组件12包括自动可移动臂14,其可控制以从堆叠22中拾取顶部部件卷轴24。移动臂14的机构(未示出)可以具有存储有信息的存储器,该信息包括堆叠22的位置和顶部部件卷轴24的中心孔28的位置,并且可以在每次臂拾取顶部部件卷轴时使用这样的信息将臂14定位在基本相同的位置。通过将臂定位在预定位置,臂具有基准点,通过该基准点对准杆26。卷轴拾取臂14承载多个突出部16(例如对准突出部)和卷轴夹持器18。如下面参照图2进一步详细讨论,拾取臂14具有孔30,用于当臂14降低以从堆叠22中拾取顶部部件卷轴24时接收杆26。拾取臂14可被移动以将夹持器18和突出部16定位在杆26上方,并且朝向堆叠22降低夹持器18以拾取顶部部件卷轴24。
48.图1以分解图示出了对准突出部16和夹持器18,以示出每个对准突出部相对于拾取臂14的布置。对准突出部16可以是对准辊,其可移动以接合杆26的相对侧,从而相对于臂14对准杆26。对准突出部16设置在臂14和夹持器18之间。对准突出部16包括第一组15间隔
开的相对突出部和位于第一组15突出部下方的第二组17间隔开的相对突出部。每组突出部包括彼此平行的两个突出部,其可动作以增大或减小突出部之间的间隙。第二组17突出部垂直于第一组15突出部延伸,每个突出部布置成在相对的突出部之间留有间隙,以在臂14降低到杆26之上时接收杆26。还参考图2,当拾取臂14降低到杆26的远端32之上时,突出部16在其间接收杆26。拾取臂的孔30与突出部16之间的间隙对准,以在拾取臂14降低到杆之上时接收杆26。突出部16可被致动以接合杆26,从而相对于臂14的孔30对准杆26。在一些情况下,当杆26对准时,部件卷轴堆叠22也相对于夹持器18对准,以在臂朝向堆叠进一步降低时接收夹持器的一部分。
49.卷轴夹持器18独立于对准突出部16移动,以拾取顶部部件卷轴24。如参照图5和6进一步详细讨论,卷轴夹持器18包括两个部分(如图5所示),其配置成当臂降低时在其间接收杆。当拾取臂14降低到杆26之上时,卷轴夹持器18可操作成分离这两个部分以接收杆。在一些示例中,当对准突出部16对准杆26时,杆通过接触其中心孔28并相对于夹持器18对准该孔来移动顶部部件卷轴24,这允许夹持器拾取顶部部件卷轴24。现在参考图3,在杆26被对准之后,拾取臂14朝向顶部部件卷轴24进一步降低。当臂14降低时,对准辊16绕杆26滚动,以在臂降低时保持杆26对准。一旦夹持器18靠近顶部部件卷轴24,夹持器18被致动以减小两个部分之间的间隙,从而将夹持器18的一部分插入到顶部卷轴24的中心孔(未示出)中。在夹持器18到插入中心孔中之后,夹持器18被致动以接合顶部部件卷轴24的孔的相对表面。随着顶部卷轴24的表面接合,臂14可被抬起以拾取顶部部件卷轴24,如图4所示。
50.参考图5和6,卷轴夹持器18包括对称形状的两个钳夹40,其可移动以增加或减小钳夹之间的间隙。每个钳夹40具有拱形夹持突出部44,其配置成与部件卷轴(如图1所示)的中心孔配合于杆和中心孔的壁之间。夹持突出部44具有粗糙的外表面45,其允许夹持突出部牢固地夹持中心孔的壁。例如,外表面45可以是有螺纹的或有涂层的。在一些情况下,外表面45可以包括防止卷轴滑动的橡胶表面。如图5所示,当钳夹40合在一起以缩小钳夹之间的间隙时,夹持突出部44合在一起以形成圆柱形壳体50,其内径“id”在6毫米和8毫米之间,外径“od”在11毫米和13毫米之间。如下面参照图11
‑
14进一步详细讨论,夹持突出部44的尺寸使得当钳夹40合在一起时,壳体50紧密地包围杆,以允许壳体50插入到顶部部件卷轴的孔中。还参考图6a,当杆被对准突出部对准时,顶部卷轴24的孔28可以终止于偏移位置,其中孔的表面与杆26的一侧接触。为了拾取顶部卷轴24,必须将夹持突出部44插入杆26和孔28之间。如图6所示,在这种情况下,夹持突出部44具有倒角端46,其允许夹持器18通过首先使杆的表面与突出部44接触,然后沿着杆移动突出部44,以将夹持突出部44的远端插入孔和杆之间,从而将突出部44插入到孔中。在突出部44插入到顶部卷轴的孔中之后,夹持器18可被致动以扩大钳夹40之间的间隙,从而在孔的相对侧接合顶部卷轴的孔。
51.图7和8示出了对准辊16如何移动以对准杆26。每对15和17对准辊设置在不同的水平平面(未示出)上,辊15位于辊17的顶部。顶部辊15沿与钳夹40相同的方向移动,以减小顶部辊15之间的间隙。底部辊17在垂直于钳夹40运动的方向上移动,以减小底部辊17之间的间隙。每对辊可被同时致动以使杆相对于拾取臂(未示出)居中,或者它们可被单独致动以根据需要对准杆。对准辊16可以在夹持器18被致动之前对准杆26。夹持器18可以在夹持器和辊已经朝向顶部部件卷轴降低之后被致动。在一些示例中,拾取臂仅包括底部辊17,以在垂直于钳夹40的方向上对准杆26。在这种布置中,底部辊17将沿着夹持突出部44的路径定
位杆26,使得夹持突出部44中的至少一个将接合杆26的一侧,以在卷轴夹持器18的方向上对准杆。
52.图9和10示出了卷轴夹持器18a的不同示例。卷轴夹持器18a包括两个夹持突出部56和两组可枢转的指状件54,当臂降低时,指状件54间隔开以在其间接收杆26。每组指状件可类似于剪刀移动,其中一个指状件54设置在另一个指状件的顶部,两个指状件56都连接到公共枢轴51并可围绕其枢转。指状件54围绕它们各自的枢轴51沿相反方向枢转,以对准杆26。如图10所示,每组指状件还可以朝向彼此移动(例如以平移运动)以缩小夹持突出部56之间的间隙。两组指状件设置在同一平面上,使得每个指状件54在杆的高度内以相同的高度接合杆的相对侧,以将杆与拾取臂对准。在一些示例中,指状件54也可以是类似于图7中的辊的可枢转辊。夹持突出部56类似于图5中的夹持突出部,向下(例如朝向孔28)延伸并布置成接合顶部卷轴的中心孔的相对内表面。当杆26对准时,夹持突出部56合在一起进入闭合位置,其中突出部56装配在顶部卷轴的中心孔28内。然后,夹持突出部56可被致动到打开位置,其中突出部的外表面夹持中心孔28内的顶部卷轴,以利用拾取臂将顶部卷轴从堆叠中提升。在一些示例中,指状件54配置为类似于图7和图8中的对准辊移动,以平行运动的方式移动,而不是围绕枢轴移动。
53.图11
‑
14是从部件卷轴堆叠中拾取顶部部件卷轴24的方法的顺序剖视图。为了简单起见,未示出承载辊16和夹持器18的拾取臂。参考图11,在杆26已经被辊16对准之后,辊16和卷轴夹持器18朝向顶部部件卷轴24降低。当夹持器18和辊16向下移动时,夹持器18处于打开位置,以在两个钳夹40之间接收杆26。参考图12,夹持器18的钳夹40合在一起以包围杆26。当钳夹合在一起时,夹持突出部44包围杆26,允许夹持器18进一步降低,以将夹持突出部44插入孔28中。当夹持器18处于闭合位置并插入到孔28中时,突出部44可以在突出部44的外表面和孔28的表面之间留有间隙。如图13所示,夹持器18被致动以扩大钳夹40之间的间隙,使得夹持突出部44接合孔28的相对表面。如图14所示,在夹持器18通过其中心孔接合顶部卷轴24之后,当夹持器18和对准突出部16从部件卷轴的堆叠中被提升时,夹持器18从堆叠22中拾取顶部部件卷轴24。
54.图15和16示出了卷轴夹持器18b的不同示例。卷轴夹持器18b包括两个相对的钳夹40a,每个钳夹具有从钳夹的一端向下延伸的突出部64(例如夹持突出部)。在一些实施方式中,与参照图1
‑
14描述的杆相比,可以使用粗杆26a,使得杆保持大致直的或对准的,从而允许夹持器18b拾取部件卷轴,而不必基本对准杆(例如可以使用没有对准突出部或可枢转指状件的夹持器18b)。杆26a在相对侧限定纵向凹槽72,用于接收每个钳夹40a的夹持突出部64。杆26a可以具有在凹槽的基部之间测量的小于杆外径的约40%(例如杆直径的约34%)的最小腹板厚度“t”。为了拾取卷轴,可以首先定位承载夹持器18b的臂(见图1
‑
4),以便将夹持突出部64与凹槽72基本对准。例如,在臂降低到杆26a上之前,臂可以移动到使突出部64与凹槽72基本对准的预定位置和/或地点。杆26的稳定性允许钳夹40a在钳夹被致动以朝向杆26a移动时与凹槽72快速对准。夹持突出部64类似于图5中的夹持突出部,向下(例如朝向孔28)延伸并布置成接合顶部卷轴的中心孔。夹持突出部64配置成基本装配在凹槽内。当钳夹40a被朝向杆致动时,夹持突出部64合在一起进入闭合位置,其中突出部64基本设置在凹槽72内。当钳夹朝向彼此移动时,突出部64也可以通过通过凹槽72接合杆而使杆26a相对于臂对准。如图16所示,随着夹持突出部64定位在凹槽72内,钳夹40a可以朝向顶部部件卷
轴降低,以将夹持突出部64插入到顶部部件卷轴的孔28中。一旦钳夹40a已被降低,夹持突出部64可被致动到打开位置,其中突出部64的外表面74夹持中心孔28内的顶部卷轴,以利用拾取臂从堆叠中提升顶部卷轴。
55.图17
‑
20是用图15和16中的卷轴夹持器18b拾取顶部部件卷轴24的方法的顺序剖视图。为了简单起见,未示出承载夹持器18b的拾取臂和移动夹持器的机构。参考图17和18,在拾取臂将卷轴夹持器18b定位在顶部部件卷轴24上方之后,当夹持器18b向下移动时,卷轴夹持器18b降低到打开位置,以在两个钳夹40a之间接收杆26a。卷轴夹持器18b的钳夹40a合在一起,以将夹持突出部64定位在杆26a的相应凹槽72内。如图19所示,在夹持突出部64位于凹槽72内之后,钳夹40a进一步降低,以将夹持突出部64插入到孔28中。当钳夹40a降低时,夹持突出部64保持大致位于凹槽72内,以插入到孔28中。当突出部64插入到孔28中时,突出部64可以在突出部64的外表面和孔28的表面之间留有小间隙。夹持器18b被致动以扩大钳夹40a之间的间隙,使得夹持突出部64接合孔28的相对内表面。如图20所示,在夹持器18b通过其中心孔接合顶部卷轴24之后,当夹持器18b从部件卷轴堆叠中被提升时,夹持器18b从堆叠22中拾取顶部部件卷轴24。
56.图21示出了使用图15
‑
20的卷轴夹持器的卷轴拾取系统的示例性实施例。卷轴拾取系统包括承载盘80的拾取臂12,盘80支撑移动卷轴夹持器18b的机构。臂14可以平移和旋转运动,以朝向和远离杆26a移动卷轴夹持器18b,并且将卷轴夹持器与杆对准或者将杆与卷轴夹持器对准。臂14限定孔30,当臂朝向部件卷轴24降低时,孔30接收杆26a。盘80通过机械紧固件86附接到臂14。盘在臂14的每一侧支撑线性致动器82。线性致动器82通过机械紧固件附接到盘80,并且可致动以朝向和远离杆26a移动钳夹40a。例如,每个线性致动器82可以具有附接到位于圆柱体的一个远端的相应钳夹40a的圆柱体。线性致动器可以在大致平行于臂14长度的方向上延伸或缩回其圆柱体,以在相同方向上移动其相应的钳夹40a。
57.虽然为了说明的目的已经描述了许多示例,但前面的描述并不旨在限制本发明的范围,本发明的范围由所附权利要求的范围限定。在所附权利要求的范围内有并且将会有其他示例和修改。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。