1.本发明涉及柔性玻璃生产领域,具体涉及一种柔性玻璃曲面导向传输装置及方法。
背景技术:
2.电子玻璃行业目前主要产品厚度在0.4mm~0.7mm之间,生产过程中通过特有设备将产品切割成块状,根据产线代数可切割生产为g5、g6、g7.5、g8.5以及g8.5 等产品,因上述产品特性不具备弯曲包装的特点,因此在生产过程全部采用片状切割和片状包装的形式。而在产品升级换代过程中,产品薄型化、柔性化成为电子玻璃行业的发展趋势,而薄型化的产品在包装方面也有了新的模式,即卷状包装。生产模式、产品工艺的发展,使得工艺设备需要不断完善和改进,在0.1~0.2mm厚度柔性玻璃生产的工艺需求下,卷包成为了柔性玻璃的新型包装方式。实现柔性玻璃的卷包包装,玻璃的传输必须是水平状态。而0.1~0.2mm厚度柔性玻璃的生产多采用溢流下拉法进行生产,即玻璃的传输均是垂直状态。
技术实现要素:
3.针对现有技术中存在的问题,本发明提供一种柔性玻璃曲面导向传输装置及方法,实现了柔性玻璃垂直状态向水平状态的调整,并配合全产线生产系统,满足了柔性玻璃的连续卷包及稳定生产。
4.本发明是通过以下技术方案来实现:
5.一种柔性玻璃曲面导向传输装置,包括曲面导向单元;曲面导向单元包括曲面导向单元架,两组a面弧形导向架和两组b面弧形导向架;所述两组a面弧形导向架左右对称地设置在曲面导向单元架的内部两侧,所述两组b面弧形导向架左右对称地设置在曲面导向单元架的内部两侧;同侧的a面弧形导向架和b面弧形导向架配合夹持玻璃一侧,玻璃在两侧成对设置的a面弧形导向架和b面弧形导向架之间传输通过;
6.所述a面弧形导向架包括a面弧形导向架固定组件和a面弧形导向架活动组件;a面弧形导向架固定组件与曲面导向系统架固定连接,a面弧形导向架活动组件与a面弧形导向架固定组件通过滑轨滑动连接;a面弧形导向架固定组件和a面弧形导向架活动组件的一侧边缘为弧形,当a面弧形导向架活动组件完全伸出后,其弧形边缘与a面弧形导向架固定组件的弧形边缘衔接为连续的第一圆弧;垂直于a面弧形导向架固定组件和a面弧形导向架活动组件,靠近玻璃的一侧设置有a面导杆,a面导杆上转动设置有a面导轮;
7.所述b面弧形导向架的一侧边缘为弧形,构成第二圆弧,第二圆弧的边缘上沿径向间隔设置有多个b面导轮伸缩组件,b面导轮伸缩组件的自由端转动连接有b面导轮;
8.所述第一圆弧的弧形边缘与第二圆弧的弧形边缘共圆心设置,所述第二圆弧的半径大于第一圆弧的半径。
9.优选地,所述a面导轮沿第一圆弧的弧形边缘间隔均匀设置;b面导轮沿第二圆弧的弧形边缘间隔均匀设置。
10.优选地,所述a面弧形导向架活动组件通过a面导轮伸缩组件与a面弧形导向架固定组件活动连接;所述a面导轮伸缩组件用于将a面弧形导向架活动组件沿水平方向推出或拉近。
11.优选地,所述曲面导向单元还包括a面导轮开合组件,a面导轮开合组件包括a面导轮开合导轨和a面导轮开合滑块;a面导轮开合导轨沿玻璃宽度方向固定在a面弧形导向架固定组件的竖直一侧;a面导轮开合滑块设置在a面导轮开合导轨上,a面导轮开合滑块与a面导轮开合导轨沿玻璃宽度方向滑动连接。
12.优选地,所述曲面导向单元还包括b面导轮开合组件,b面导轮开合组件包括b面导轮开合导轨和b面导轮开合滑块;b面导轮开合导轨沿玻璃宽度方向固定在b面弧形导向架上,b面导轮开合滑块设置在b面导轮开合导轨上,b面导轮开合滑块与b面导轮开合导轨沿玻璃宽度方向滑动连接。
13.优选地,还包括水平辊筒传输单元,水平辊筒传输单元的传输输入端与曲面导向单元下游衔接,传输输出端与下游设备衔接。
14.优选地,所述水平辊筒传输单元包括水平传输单元架,分别设置在水平传输单元架前后两侧的水平传输前辅助轮升降组件和水平传输后辅助轮升降组件,以及设置在水平传输单元架中部的水平传输辊筒升降组件;
15.优选地,所述水平传输前辅助轮升降组件的顶端转动连接有水平传输前辅助组件;所述水平传输后辅助轮升降组件的顶端转动连接有水平传输后辅助组件;所述水平传输辊筒升降组件的顶端转动连接有水平传输辊筒。
16.优选地,所述水平传输前辅助组件包含两组沿玻璃宽度方向并排设置的水平传输前辅助导杆,以及沿水平传输前辅助导杆轴向方向均匀套设的水平传输前辅助轮;所述水平传输后辅助组件包含两组沿玻璃宽度方向并排设置的水平传输后辅助导杆,以及沿水平传输前辅助导杆轴向方向均匀套设的水平传输后辅助轮。
17.一种柔性玻璃曲面导向传输方法,基于上述任一项所述曲面导向传输装置,包括如下步骤,
18.a面导轮开合组件闭合,b面导轮开合组件闭合;a面导轮伸缩组件启动,a面弧形导向架活动组件推出,使a面导轮紧贴玻璃带端面;当玻璃带进入第一组b面导轮伸缩组件后,第一组b面导轮伸缩组件启动,将第一个b面导轮前推,使玻璃带产生第一弧度,继续下拉;当玻璃带进入第二组b面导轮伸缩组件后,第二组b面导轮伸缩组件启动,将第二个b面导轮前推,使玻璃带在第一弧度的基础上产生第二弧度;玻璃带端面继续推进,b面导轮伸缩组件依次启动,使b面导轮依次推出,直至在a面导轮和b面导轮作用下,玻璃带由垂直传输状态调整为水平传输状态。
19.优选地,还包括如下的水平传输步骤及曲面导向传输装置状态恢复步骤,进入所述水平传输前辅助轮后,水平传输前辅助轮升降组件上升,水平传输前辅助轮在高位进行玻璃传输;玻璃传输到水平传输辊筒后,水平传输辊筒升降组件上升到高位,水平传输辊筒在高位运行;水平传输后辅助轮在水平传输后辅助轮升降组件的作用下,升到高位,玻璃在驱动力的作用下继续向前水平传输,直至玻璃带进入下游设备并稳定传输;
20.当玻璃带进入下游设备并稳定传输后,水平传输前辅助轮在水平传输前辅助轮升降组件的作用下,下降到低位;水平传输后辅助轮在水平传输后辅助轮升降组件的作用下,
同步下降到低位;a面弧形导向架活动组件上的a面导轮在a面导轮伸缩组件的作用下退回原位;b面导轮在b面导轮伸缩组件的作用下,逐一退回原位;当a面弧形导向架活动组件上的a面导轮和b面导轮退回原位后,a面导轮开合组件调整至打开状态,b面导轮开合组件调整至打开状态,直至完全脱离玻璃带
21.与现有技术相比,本发明具有以下有益的技术效果:
22.本发明提供了一种柔性玻璃曲面导向传输装置,通过该系统可实现0.1~0.2mm柔性玻璃采用溢流下拉法进行生产过程中传输状态的调整,实现了垂直玻璃带转换为水平连续生产的玻璃带,并配合全产线生产系统,实现柔性玻璃的连续卷包生产。
23.进一步的,a面与b面的导轮均匀间隔设置,可实现玻璃传输方向的逐渐弯曲调整;导轮一方面实现玻璃运行方向的调整,另一方面实现玻璃的固定。
24.进一步的,a面导轮伸缩组件可控制a面弧形导向架活动组件的位置,使a面弧形导向架活动组件贴紧玻璃,避免玻璃晃动。
25.进一步的,a面导轮开合组件和b面导轮开合组件可控制导轮之间的位置距离,满足不同宽度玻璃的生产需求,以适应不同的工况条件。
26.进一步的,水平辊筒传输单元具备配合弯曲半径进行水平传输过程中自动调节的功能,调节柔性玻璃在垂直到水平状态下的晃动,避免下游产线的异常对上游生产的扰动。
27.本发明还提供了一种柔性玻璃曲面导向传输方法,玻璃经上游生产设备垂直进入曲面导向单元,经过所设置的特定导向滚轮,使垂直状态的玻璃逐渐调整为水平状态,进过水平状态的水平辊筒传输单元,进入下游设备,进行后续的卷包生产。
附图说明
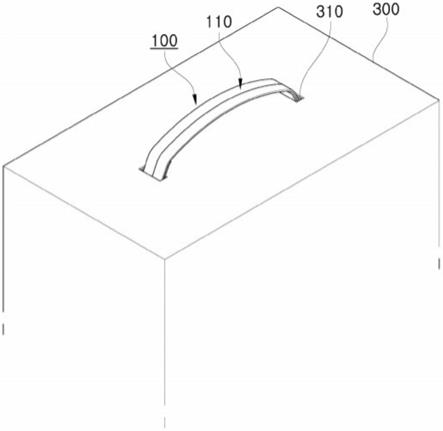
28.图1为本发明中柔性玻璃曲面导向传输装置与上下游设备的设计安装图;
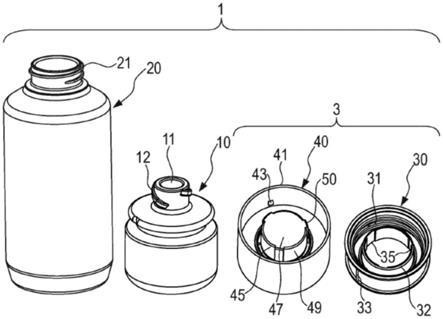
29.图2为本发明中的曲面导向单元;
30.图3为本发明中的水平传输辊筒传输单元;
31.图4为本发明中的柔性玻璃曲面导向传输装置运行时的工艺流程图;
32.图5为本发明中的柔性玻璃曲面导向传输装置工作过程中a面导轮开合组件闭合状态;
33.图6为本发明中的柔性玻璃曲面导向传输装置工作过程中a面导轮开合组件打开状态;
34.图7本发明中的柔性玻璃曲面导向传输装置工作过程中b面导轮开合组件闭合状态;
35.图8为本发明中的柔性玻璃曲面导向传输装置工作过程中b面导轮开合组件打开状态。
36.图中:曲面导向单元1,水平辊筒传输单元2,柔性玻璃3,上游设备4,下游设备5,曲面导向系统架10,a面弧形导向架活动组件110,a面弧形导向架固定组件111,a面导轮11,a面导轮伸缩组件12,a面导轮开合组件13,b面导轮14,b面导轮开合组件15,b面导轮伸缩组件16,b面弧形导向架160,水平传输单元架21,水平传输前辅助轮22,水平传输前辅助轮升降组件23,水平传输辊筒24,水平传输后辅助轮25,水平传输后辅助轮升降组件26,水平传输辊筒升降组件27,柔性玻璃曲面导向传输装置运行过程的工艺流程图41
‑
54。
具体实施方式
37.下面结合具体的实施例对本发明做进一步的详细说明,所述是对本发明的解释而不是限定。
38.如图1所示,一种柔性玻璃曲面导向传输装置,包括曲面导向单元1和水平辊筒传输单元2。曲面导向单元1的顶端与上游设备4可拆卸连接,其水平端与水平辊筒传输单元2的一端可拆卸连接。水平辊筒传输单元2的另一端与下游设备5可拆卸连接。
39.曲面导向单元1用于分段分行程将垂直状态的玻璃调整为水平状态进行生产,在后续设备的作用下进行产品卷包作业。
40.水平辊筒传输单元2用于调节柔性玻璃在垂直到水平状态下的晃动;水平辊筒传输单元具备配合弯曲半径进行水平传输过程中自动调节的功能,调节柔性玻璃在垂直到水平状态下的晃动,避免下游产线的异常对上游生产的扰动。
41.如图2所示,曲面导向单元1包括曲面导向单元架10,a面导轮11,两组a面弧形导向架,a面导轮伸缩组件12,a面导轮开合组件13,b面导轮14,b面导轮开合组件15,b面导轮伸缩组件16,两组b面弧形导向架160;
42.两组a面弧形导向架110左右对称地设置在曲面导向单元架10的内部两侧,两组b面弧形导向架160左右对称地设置在曲面导向单元架10的内部两侧;同侧的a面弧形导向架和b面弧形导向架160配合夹持玻璃一侧,玻璃在两侧成对设置的a面弧形导向架和b面弧形导向架160之间传输通过;
43.a面弧形导向架包括a面弧形导向架固定组件111和a面弧形导向架活动组件110;a面弧形导向架固定组件111与曲面导向系统架10固定连接,a面弧形导向架活动组件110与a面弧形导向架固定组件111通过滑轨滑动连接;本实施例中采用a面导轮伸缩组件12实现a面弧形导向架活动组件110在水平方向的推出或拉近。
44.a面弧形导向架固定组件111和a面弧形导向架活动组件112的一侧边缘为弧形,当a面弧形导向架活动组件110完全伸出后,其弧形边缘与a面弧形导向架固定组件111的弧形边缘衔接为连续的第一圆弧;垂直于a面弧形导向架固定组件111和a面弧形导向架活动组件110,靠近玻璃的一侧设置有a面导杆,a面导杆上转动设置有a面导轮11。本实施例优选a面导轮11沿第一圆弧的弧形边缘间隔均匀设置;
45.b面弧形导向架160的一侧边缘为弧形,构成第二圆弧,第二圆弧的边缘上沿径向间隔设置有多个b面导轮伸缩组件16,b面导轮伸缩组件16的自由端转动连接有b面导轮14。b面导轮14随着玻璃的前进,与玻璃前进的方向一致,沿其周向方向转动。本实施例优选b面导轮14沿第二圆弧的弧形边缘间隔均匀设置。
46.第一圆弧的弧形边缘与第二圆弧的弧形边缘共圆心设置,第二圆弧的半径大于第一圆弧的半径。
47.曲面导向单元1还包括a面导轮开合组件13,a面导轮开合组件13包括a面导轮开合导轨和a面导轮开合滑块。a面导轮开合导轨沿玻璃宽度方向固定在a面弧形导向架固定组件111的竖直一侧。a面导轮开合滑块设置在a面导轮开合导轨上,a面导轮开合滑块与a面导轮开合导轨沿玻璃宽度方向滑动连接。
48.曲面导向单元1还包括b面导轮开合组件15,b面导轮开合组件15包括b面导轮开合导轨和b面导轮开合滑块。b面导轮开合导轨沿玻璃宽度方向固定在b面弧形导向架160上,b
面导轮开合滑块设置b面导轮开合导轨上,b面导轮开合滑块与b面导轮开合导轨沿玻璃宽度方向滑动连接。
49.本实施例中的a面与b面的导轮可优选均匀间隔设置,以实现玻璃传输方向的逐渐弯曲调整;该导轮一方面实现玻璃运行方向的调整,另一方面实现玻璃的固定。
50.如图2所示,该曲面导向传输装置还包括水平辊筒传输系统2,水平辊筒传输单元2的传输输入端与曲面导向单元1下游衔接,传输输出端与下游设备5衔接。
51.如图3所示,水平辊筒传输系统2包括水平传输单元架21,分别设置在水平传输单元架21前后两侧的水平传输前辅助轮升降组件23和水平传输后辅助轮升降组件26,以及设置在水平传输单元架21中部的水平传输辊筒升降组件27。水平传输前辅助轮升降组件23的顶端转动连接有水平传输前辅助组件;所述水平传输后辅助轮升降组件26的顶端转动连接有水平传输后辅助组件;所述水平传输辊筒升降组件27的顶端转动连接有水平传输辊筒24。水平传输前辅助组件包含两组沿玻璃宽度方向并排设置的水平传输前辅助导杆,以及沿水平传输前辅助导杆轴向方向均匀套设的水平传输前辅助轮22;水平传输后辅助组件包含两组沿玻璃宽度方向并排设置的水平传输后辅助导杆,以及沿水平传输前辅助导杆轴向方向均匀套设的水平传输后辅助轮25;
52.本发明中的柔性玻璃曲面导向传输装置运行时的工艺流程图如图4
‑
5所示:
53.垂直柔性玻璃带在满足工艺要求的厚度、翘曲、应力等参数后,开始进行在线卷包生产时,需要将垂直状态的玻璃带转换为水平传输的玻璃带。上游设备4与曲面导向单元1可拆卸连接。上游设备4悬挂横切机切断玻璃带3进行卷包生产前的玻璃端面引出准备。如步骤41。
54.如图5所示,a面导轮开合组件13闭合,如图7所示,b面导轮开合组件15闭合,a面导轮之间的间距根据下拉玻璃带宽度进行设定,b面导轮之间的间距根据下拉玻璃带宽度进行设定。
55.玻璃带3端面垂直下拉进入柔性玻璃曲面导向传输装置,入口传感器检测到玻璃带后系统启动,a面导轮伸缩系统12启动,a面弧形导向架活动组件112伸出,使a面导轮11紧贴玻璃带。如步骤42。
56.根据玻璃带下拉速度和入口传感器检测信号,系统内部计算玻璃带3端面位置,当端面进入第一组b面导轮伸缩组件16后,第一组b面导轮伸缩组件16开始动作,将第一个b面导轮14前推,让玻璃带3产生第一弧度,继续下拉。当玻璃带端面进入第二组b面导轮伸缩组件16后,第二组b面导轮伸缩组件16开始动作,将第二个b面导轮14前推,让玻璃带3在第一弧度的基础上产生第二弧度。玻璃带3端面继续推进,b面导轮伸缩组件16依次启动,使b面导轮14依次推出,直至在a面导轮11和b面导轮14作用下,玻璃带3由垂直传输状态调整为水平传输状态。如步骤43
‑
47。
57.玻璃带3端面进入水平状态后,水平传输辊筒单元入口检测到水平玻璃带3端面后,水平传输前辅助轮22低位启动,水平传输辊筒24、水平传输后辅助轮25同步启动,传输速度采集上游牵引辊速度。玻璃进入水平传输前辅助轮后,水平传输前辅助轮升降组件23开始上升,水平传输前辅助轮在高位进行玻璃传输。如步骤48
‑
51。
58.玻璃传输到水平传输辊筒24检测位置后,水平传输辊筒升降组件27上升到高位,水平传输辊筒24在高位运行。水平传输后辅助轮25在水平传输后辅助轮升降组件26的作用
下,同步升到高位运行,玻璃在驱动力的作用下继续向前传输,直至玻璃带3进入下游设备5并稳定传输。如步骤52
‑
53。
59.当玻璃带3进入下游设备5并稳定传输后,水平传输前辅助轮22在水平传输前辅助轮升降组件23的作用下,下降到低位;水平传输后辅助轮25在水平传输后辅助轮升降组件26的作用下,同步下降到低位运行,玻璃在驱动力的作用下持续向前传输。如步骤54。
60.玻璃带3水平传输稳定后,a面弧形导向架活动组件110上的a面导轮11在a面导轮伸缩组件12的作用下退回原位;b面导轮14在b面导轮伸缩组件16的作用,逐一也退回原位;如图6所示,a面弧形导向架活动组件110上的a面导轮11和b面导轮14退回原位后,a面导轮开合组件13打开,如图8所示,b面导轮开合组件15打开,并完全脱离玻璃带。玻璃此时为垂直到水平处于自由弯曲状态,并稳定传输。
61.按照以上步骤在工控网络系统的控制作用下予以实现,通过该系统中触摸屏进行柔性玻璃曲面导向推料系统的应用,参数的设定,推杆进行行程的控制,可形成半径为700mm左右的曲面半径。溢流下拉法的玻璃可沿着曲面前进,将垂直状态的玻璃调整为水平状态进行生产,在后续设备的作用下进行产品卷包作业。在转换过程中采用了工业网络控制系统、自动控制plc系统、伺服驱动系统、运动控制系统、位移检测跟踪技术以及气、电等综合动力系统实现了柔性玻璃不间断连续生产的过程转换。
62.本实施例中,智能化控制系统将同步跟踪、位置检测、伺服传动以及人机操作等融合为一体,实现可视化、数字化操作,快速进行工艺需求调整。
63.该系统电源供电设计分为:380vac供电,用于伺服驱动系统、运动控制系统以及辅助设备;24vdc供电用于传感检测系统、信号传输系统、网络通讯系统;数据采集、通讯系统采用以太网设计。装置中工业网络通讯系统、plc控制系统、伺服驱动系统、伺服系统采用知名同品牌系列产品。传感检测系统采用基恩士系列产品。气动原件采用smc系列产品,气体压力≥0.5mpa。传输系统中采用滚轮 压轮设计,与玻璃接触部位在有效面之外,并与下游设备进行对接和传输。轴承、齿条、机架等用材采用国内知名产品。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。