1.本发明涉及一种作为飞机等输送各种人群的车辆上的地板的装饰材料使用的地板装饰材料。
背景技术:
2.在车辆、飞机的地板装饰材料中,通过使用在保持良好的物性的同时质量也轻的材料,结果可提高燃油经济性,减少运转费用。
3.一般而言,地板装饰材料由同时组合的多个层构成。特别是面向飞机的地板装饰材料为了抑制在飞行中可发生的变形、装饰材料的背面的混入气泡的形成等,需要某种程度的刚性,因此,可由确保制品的刚性的强化层构成。作为这样的地板装饰材料,公开了一种具备增强用纤维的层、和由聚酯树脂、丙烯酸树脂或作为它们的混合物的热塑性聚合物构成且没有增强用纤维的增强用层这两个增强层的多层地板装饰材料(专利文献1)。
4.然而,该多层地板装饰材料由于层叠了多层这些种类不同的树脂层,因此制造工序复杂。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2016-163995号公报。
技术实现要素:
8.本发明的目的在于提供一种具有可耐受冲击、变形的刚性,并且轻型且能容易地制造的地板装饰材料。
9.为了解决上述课题,本发明所使用的方案如下所述。
10.[1]一种地板装饰材料,具备增强层、基材层和表面层,上述增强层由含浸有合成树脂的机织物或无纺布构成,上述基材层和上述表面层由聚氯乙烯系树脂组合物构成。
[0011]
[2]根据[1]所述的地板装饰材料,其中,基于jis k7106测定的弯曲刚性为50mpa以上。
[0012]
[3]根据[1]或[2]所述的地板装饰材料,其中,重量为1000g/m2~2300g/m2。
[0013]
[4]根据[1]~[3]中任一项所述的地板装饰材料,其中,上述基材层和上述表面层包含增塑剂。
[0014]
[5]根据[4]所述的地板装饰材料,其中,上述增塑剂为聚酯系增塑剂。
[0015]
[6]根据[1]~[5]中任一项所述的地板装饰材料,其中,还具备由无纺布或机织物构成的第二增强层。
[0016]
[7]根据[1]~[6]中任一项所述的地板装饰材料,其中,基于astm e662测定的燃烧发烟试验(ds(max))的结果为200以下,燃烧有毒气体试验(hcl(ppm))的结果为150以下。
[0017]
[8]根据[1]~[7]中任一项所述的地板装饰材料,其中,上述增强层由含浸有合成树脂的机织物构成。
[0018]
[9]根据[8]所述的地板装饰材料,其中,上述机织物由玻璃或碳构成。
[0019]
[10]根据[8]或[9]所述的地板装饰材料,其中,用于上述机织物的纱线的特克斯为30g/1000m~300g/1000m,上述机织物的编织密度为10根/25mm~30根/25mm。
[0020]
[11]根据[1]~[10]中任一项所述的地板装饰材料,其中,上述合成树脂为热固化性树脂。
[0021]
[12]根据[1]~[11]中任一项所述的地板装饰材料,其中,上述增强层的合成树脂的含浸量为20g/m2~60g/m2。
[0022]
本发明的地板装饰材料由于具有适度的刚性,轻型且层构造不复杂,因此,可提供一种容易制造的地板装饰材料。
[0023]
由于树脂层共同由以聚氯乙烯系树脂组合物构成的基材层和表面层这2层构成,所以制造的工序减少,可容易地制造。
附图说明
[0024]
图1是本发明的实施方式所涉及的地板装饰材料的截面图。
[0025]
图2是本发明的其它实施方式所涉及的地板装饰材料的截面图。
具体实施方式
[0026]
以下,对本发明的实施方式进行详细描述。本发明的地板装饰材料至少具备增强层、基材层和表面层。增强层、基材层和表面层层叠形成为一体,形成地板装饰材料。
[0027]
本发明的地板装饰材料的特征在于轻型且具有适度的刚性,作为飞机等面向车辆的地板装饰材料是优选的。作为这样的用途的地板装饰材料,其他还考虑到耐燃性、燃烧时的发烟量、有毒气体产生量的减少等。
[0028]
对本发明的地板装饰材料的各构成进行说明。
[0029]
图1示出了本发明的地板装饰材料的一个实施方式。
[0030]
增强层1由机织物或无纺布、与由热固化性或热塑性的合成树脂构成的复合材料构成。增强层1在机织物或无纺布中含浸有合成树脂,对地板装饰材料给予充分的刚性。
[0031]
增强层1的机织物或无纺布由作为无机物或有机物的天然纤维或合成纤维构成。优选地可举出选自玻璃、碳、芳纶、聚乙烯、赛隆、尼龙、聚酯、丙烯酸、维纶、麻布、棉、麻等中的纤维。其中,更优选为玻璃、碳。
[0032]
增强层1的合成树脂可举出选自聚酯树脂、酚醛树脂、环氧树脂、聚砜树脂、乙烯基酯树脂、丙烯酸树脂、聚酰胺树脂、聚碳酸酯树脂及它们的混合物中的热固化性或热塑性的合成树脂。其中,优选为热固化性树脂,更优选为不饱和聚酯树脂、酚醛树脂、环氧树脂等。
[0033]
增强层1优选为从0.2mm到0.4mm的厚度。通过设为0.2mm以上,可得到充分的弯曲刚性,通过设为0.4mm以下,从而也容易抑制由重量的增加和柔软性的降低带来的制造难易度的上升。并且,作为增强层1的重量,优选为从200g/m2到400g/m2。
[0034]
增强层1优选如图1的地板装饰材料a(地板装饰材料a1)那样配置在地板装饰材料的最下层。在地板装饰材料a敷设在飞机的地板的情况下,增强层利用贴合剂或粘接剂等贴附于机体主体的地板结构。
[0035]
增强层1由具备机织物或无纺布、和热固化性或热塑性的合成树脂的复合材料构
成,使机织物或无纺布中含浸有合成树脂,只要是固化的状态,没有特别限制,机织物由于具有适度大小的网眼,并且强度也优异,因此优选使用。复合材料的网眼不可过小,通过形成适度大小的网眼,可使增强层1轻型化,可抑制地板装饰材料a的重量的增大。另外,由于可赋予适度的柔软性,因此不易限制地板装饰材料a的制造工序。
[0036]
优选上述增强层1由含浸有合成树脂的机织物构成。另外,上述机织物优选由玻璃或碳构成。
[0037]
另外,上述机织物没有特别限定,优选为平纹。
[0038]
这里,机织物的网眼取决于用于机织物的纱线的特克斯和每单位长度(25mm)的根数即编织密度、以及合成树脂的使用量。用于机织物的纱线的特克斯优选为30g/1000m~300g/1000m,更优选为50g/1000m~200g/1000m,进一步更优选为100g/1000m~150g/1000m。单位长度(25mm)的根数即编织密度优选为10根/25mm~30根/25mm,更优选为15根/25mm~25根/25mm。此外,在机织物的经纱和纬纱的编织密度不同的情况下,经纱的编织密度、纬纱的编织密度中的任一者优选在上述范围。
[0039]
上述机织物中使用的纱线的特克斯为30g/1000m~300g/1000m,上述机织物的编织密度优选为10根/25mm~30根/25mm。
[0040]
另外,合成树脂的含浸量也影响到地板装饰材料a的柔软性和重量,因此上述增强层1的合成树脂的含浸量优选为20g/m2~60g/m2,更优选为30g/m2~50g/m2。
[0041]
基材层2和表面层3由聚氯乙烯系树脂组合物构成。聚氯乙烯系树脂在一般的热塑性树脂中具有阻燃性,作为面向车辆的地板装饰材料的材料适宜。在构成基材层2和表面层3的聚氯乙烯系树脂组合物中赋予适度的柔软性,因此可含有增塑剂。
[0042]
作为聚氯乙烯系树脂组合物中使用的聚氯乙烯系树脂,例如可举出聚氯乙烯均聚树脂、氯化聚氯乙烯树脂、聚氯乙烯共聚树脂(例如乙酸乙烯酯-氯乙烯共聚物、乙烯-氯乙烯共聚物等)、氯乙烯接枝共聚物(例如乙烯-乙酸乙烯酯-氯乙烯接枝共聚物、聚氨酯-氯乙烯接枝共聚物等)等,也可将这些单独或混合两种以上使用。
[0043]
作为聚氯乙烯系树脂组合物中使用的增塑剂,例如可使用邻苯二甲酸酯系增塑剂、聚酯系增塑剂、磺酸酯系增塑剂、磷酸酯系增塑剂、己二酸酯系增塑剂、环氧类增塑剂等。其中,优选为聚酯系增塑剂,通过使用作为脂肪族二元酸和二元醇的缩聚体的聚酯系增塑剂,从而可抑制燃烧时的发烟量。
[0044]
作为聚酯系增塑剂的脂肪族二元酸,可举出琥珀酸、马来酸、富马酸、谷氨酸、己二酸、壬二酸、癸二酸、十二烷二羧酸等。另外,作为二醇,可举出1,2-丙二醇、1,2-丁二醇、1,3-丁二醇、2-甲基-1,3-丙二醇、新戊二醇、3-甲基-1,5-戊二醇、2,2-二乙基-1,3-丙二醇、2,2,4-三甲基-1,3-戊二醇、2-乙基-1,3-己二醇、2-丁基-2-乙基-1,3-丙二醇、2-甲基-1,8-辛二醇、1,12-十八烷基二醇等。
[0045]
其中,可适宜地使用己二酸系聚酯增塑剂。这是因为,其具有可塑化效率优异、燃烧时的发烟量少的效果。
[0046]
对于这些增塑剂优选的添加量而言,基材层2相对于聚氯乙烯系树脂100重量份为15~75重量份,更优选为25~65重量份,表面层3相对于聚氯乙烯系树脂100重量份为10~60重量份,更优选为20~50重量份。
[0047]
在基材层2的聚氯乙烯系树脂组合物中,除了增塑剂之外,可以添加无机填充剂、
e662规定的试验方法,有焰燃烧和无焰燃烧的发烟量和有毒气体(氯化氢气体)的浓度均为以下的范围。
[0061]
发烟量(ds(max))优选为200以下,更优选为150以下。有毒气体(氯化氢气体)浓度(hcl(ppm))优选为150ppm以下,更优选为100ppm以下。
[0062]
另外,还可以在上述的增强层1、基材层2和表面层3以外设置粘合层4、第二增强层5。例如还可以如图2的地板装饰材料a(地板装饰材料a2)那样,形成表面层3、基材层2、第二增强层5、基材层2
′
、粘合层4、增强层1的结构。图2示出本发明的地板装饰材料的另一个实施方式。
[0063]
粘合层4具有增加增强层1与基材层2的接合强度的效果。作为将增强层1与基材层2接合的方法,有层叠各层后进行加热的方法;在加热各层后,一边层叠一边进行压花加工的方法(层压压花);对基材层2进行片成型时,对于作为熔融状态的基材层2,在生产线上层叠增强层1的方法等,在用于增强层1的合成树脂与基材层2的聚氯乙烯系树脂没有相容性的情况下,可以通过在增强层1与基材层2之间设置与各层具有相容性的粘合层4,从而防止在增强层1与基材层2的层间产生剥离。
[0064]
粘合层4优选为选自共聚聚酰胺、氯乙烯系共聚物、热塑性聚氨酯、乙烯乙酸乙烯酯、共聚聚酯以及它们的混合物中的聚合物。例如,在增强层1中使用的合成树脂为酚醛树脂的情况下,可优选使用由氯乙烯系共聚物构成的粘合层4。
[0065]
粘合层4的涂布量没有特别限定,优选为3g/m2~250g/m2。
[0066]
通过进一步设置第二增强层5,从而可提高弯曲刚性、尺寸稳定性。该第二增强层5为机织物或无纺布,是作为无机物或有机物的天然纤维或合成纤维。优选可举出选自玻璃、碳、芳纶、尼龙、聚酯、丙烯酸、维纶、麻布、棉、麻等中的纤维。其中,更优选为玻璃、碳等。
[0067]
第二增强层5的厚度没有特别限定,优选为0.03mm~0.5mm。
[0068]
另外,例如使用机织物作为第二增强层5的情况下,如图2所示,在基材层2
′
上层叠第二增强层5而形成的地板装饰材料中,第二增强层5形成为插入基材层2
′
的形状。
[0069]
在地板装饰材料中,基材层2和表面层3的各层可通过将规定的材料分别混合并利用挤出机、轧制机等成型机成型而得到。并且,地板装饰材料可通过使这些层层叠在增强层1上,与根据需要也可以将设置在增强层1上的粘合层4一并层叠,进行加热处理,从而得到。另外,也可以使用多层挤出机,将各层一次性成型,并且进行层叠而得到。
[0070]
粘合层4可通过对增强层1利用浸渍、棒涂、凹版涂布、反向涂布、模涂等涂布,利用干燥炉等进行热处理而制成。
[0071]
另外,为了外观的印刷、对表面层赋予挤压和层叠各层,可以经历在加热后进行加压的工序,得到地板装饰材料。
[0072]
第二增强层5如图2那样配置于多个基材层2,2
′
的层间,除此之外,也可以配置在基材层2与表面层3的层间,但优选配置于第二增强层5的表面凹凸形状不易对表面层3的表面(与基材层2侧相反侧的面)带来影响的多个基材层2,2
′
的层间。在设置第二增强层5的情况下,可通过在基材层2,2
′
的层间等期望的位置配置第二增强层5,进行加热处理等而得到地板装饰材料。另外,也可使用多层挤出机将各层一次性成型,并且进行层叠。其后,可以经历在加热后进行加压的工序,得到地板装饰材料。
[0073]
为了使增强层1与基材层2的密合性良好,可以设置粘合层4,也可以根据需要在第
二增强层5与其它的层的层间设置粘合层,但如果第二增强层5与其它的层的密合性充分,则不应用这些对于制品的制造会更容易。
[0074]
实施例
[0075]
以下,举出实施例详细论述本发明。其中,本发明并不限于以下的实施例。
[0076]
实施例、比较例的使用材料如下所述。
[0077]
聚氯乙烯系树脂:聚氯乙烯 聚合度1000
[0078]
邻苯二甲酸酯系增塑剂:dop(邻苯二甲酸二辛酯)
[0079]
聚酯系增塑剂:己二酸系聚酯增塑剂 粘度(25℃)150mpa
·
s
[0080]
磷酸酯系增塑剂:tcp(磷酸三甲苯酯)
[0081]
稳定剂:钡锌系稳定剂
[0082]
填充剂:轻质碳酸钙
[0083]
阻燃剂:羟基锡酸锌与钼酸系化合物的混合物(混合比3:2(重量比))
[0084]
内衬材料:聚酯机织物
[0085]
粘合剂:氯乙烯系共聚物(氯乙烯-乙酸乙烯酯共聚物)乳液
[0086]
实施例1、2、6,比较例1~5的增强层如下所述。
[0087]
增强层:酚醛树脂含浸玻璃机织物(平纹) 厚度0.3mm
[0088]
使用纱线 特克斯 135(g/1000m)
[0089]
编织密度 经纱19根/25mm
·
纬纱21根/25mm
[0090]
树脂的含浸量 40g/m2[0091]
实施例6的第二增强层如下所述。
[0092]
第二增强层:玻璃机织物(斜纹) 厚度0.1mm
[0093]
使用纱线 特克斯 经纱34(g/1000m)
·
纬纱69(g/1000m)
[0094]
编织密度 经纱10
×
2根/25mm
·
纬纱10根/25mm
[0095]
实施例1、6、比较例1~3
[0096]
<片制造方法>
[0097]
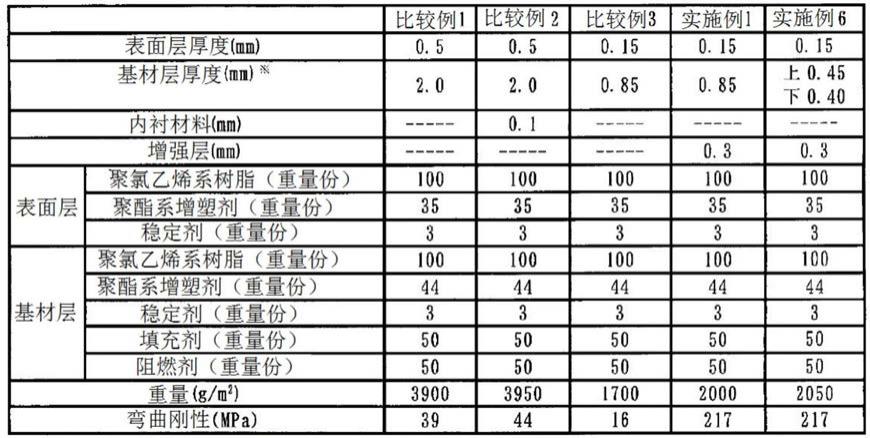
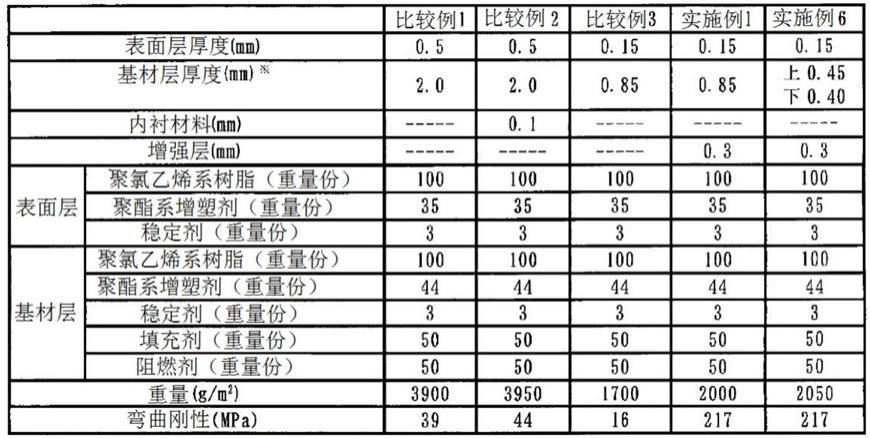
基于表1的配合,分别混炼表面层和基材层的配合物,使用175℃的2根辊,将得到的化合物制成各层的片。另外,在用于实施例的增强层的单面,利用棒涂涂布粘合剂后,在140℃下进行30秒加热干燥,形成粘合层。而且,层叠得到的各层,在170℃下进行冲压加工,得到表1所示的地板装饰材料。这里,具有内衬材料是指从下方按照内衬材料/基材层/表面层的顺序进行层叠。具有增强层是指从下方按照增强层/粘合层/基材层/表面层的顺序层叠。具有第二增强层是指从下方按照增强层/粘合层/基材层(下)/第二增强层/基材层(上)/表面层的顺序层叠。
[0098]
<重量的测定>
[0099]
本说明书的重量使用电子天平秤测定10cm见方的样品的重量,换算得到的值,计算1m2的重量(g/m2)。
[0100]
<弯曲刚性(弯曲刚度)的测定>
[0101]
本说明书的弯曲刚性基于jis k7106所规定的试验方法测定。具体而言,将地板装饰材料的一端固定于卡盘,在弯曲成规定的弯曲角度时,由施加到另一方的弯曲力矩及其弯曲角度,求出弯曲刚性。
[0102]
[表1]
[0103][0104]
※
实施例6的基材层由上下两层构成,下层为包
[0105]
含第二增强层的厚嚏(在片制作时进行层叠)
[0106]
由表1可知,实施例1和6与不具备增强层的比较例1~3比较,虽然地板装饰材料的厚度薄,但弯曲刚性的值大,具有充分的刚性。如比较例1和2那样,如果地板装饰材料的厚度厚,则重量大,不优选。另外,比较例2中,使用聚酯机织物作为内衬材料而不是增强层,弯曲刚性的值没有看到大的提高。进而,根据增强层(本实施例中酚醛树脂含浸玻璃机织物)的有无,可以确认在弯曲刚性的值上有显著差异。
[0107]
实施例2、比较例4、5
[0108]
<片制造方法>
[0109]
基于表2的配合,分别混炼表面层和基材层的配合物,使用175℃的2根辊将化合物制成各层的片。另外,在用于实施例的增强层的单面,利用棒涂涂布粘合剂后,在140℃进行30秒加热干燥,形成粘合层。并且,层叠得到的各层,在170℃下进行冲压加工,得到表2所示的地板装饰材料。这里,具有增强层是指从下方起按照增强层/粘合层/基材层/表面层的顺序层叠。
[0110]
<发烟量的测定>
[0111]
本说明书的发烟量基于由astm e662规定的试验方法,测定有焰燃烧和无焰燃烧的发烟量。具体而言,在封闭的腔室内置有试样,利用电热加热器和煤气燃烧器(仅有焰燃烧)燃烧4分钟。在燃烧中,由利用光电管带来的透射光的强度求出减光系数,计算该减光系数最大的值时的比光学密度,并基于该值,求出发烟量(ds(max))。
[0112]
<氯化氢气体量的测定>
[0113]
本说明书的氯化氢气体量基于由astm e662规定的试验方法,测定有焰燃烧和无焰燃烧的发烟量。具体而言,在封闭的腔室内装入试样,利用电热加热器和煤气燃烧器(仅有焰燃烧)燃烧4分钟。在试验结束时,使腔室内的空气在探测管中通气100cc,并测定有毒气体(氯化氢气体)的浓度(hcl(ppm))。
[0114]
[表2]
[0115][0116]
由表2可知,通过使用聚酯系增塑剂、磷酸酯系增塑剂和阻燃剂,从而可大幅度减少发烟量和氯化氢气体量,确认几乎没有通过使用增强层给发烟量和氯化氢气体量带来的影响。
[0117]
实施例3~5
[0118]
<片制造方法>
[0119]
作为增强层,使用编织密度不同的下述增强层(1)~(3),除此以外,与上述实施例2相同地制成片。
[0120]
增强层(1)~(3):含浸有酚醛树脂的玻璃机织物(平纹)厚度0.3mm
[0121]
使用纱线 特克斯 135(g/1000m)
···
(1)~(3)共用
[0122]
编织密度 (1)经纱19根/25mm
·
纬纱18根/25mm
[0123]
(2)经纱19根/25mm
·
纬纱21根/25mm
[0124]
(3)经纱25根/25mm
·
纬纱25根/25mm
[0125]
树脂的含浸量40g/m2…
(1)~(3)共用
[0126]
<90
°
剥离试验的剥离强度的测定>
[0127]
从25mm宽度、长度200mm的片样品的端部,将增强层从基材层剥离,制成长度50mm的增强层的夹持部。
[0128]
将得到的片样品在标准状态(23
±
2℃,相对湿度50
±
10%)下固定于shopper式拉伸试验机(上岛制作所制,型式:ts-1563)的90
°
剥离试验用的夹具,利用卡盘夹持上述的增强层的夹持部,在载荷容量100n、拉伸速度200mm/分钟进行拉动,测定剥离强度。
[0129]
<柔软性的测定>
[0130]
本说明书的柔软性基于由jis a1454规定的柔软性试验方法进行测定。具体而言,在标准状态(23
±
2℃,相对湿度50
±
10%)中将地板装饰材料的增强层面作为内侧,在φ100mm、90mm、80mm、70mm、60mm、50mm、40mm、30mm的直径的心轴卷绕弯曲时,确认产生增强层的破裂、与基材层的剥离。表3的数值表示没有产生破裂、剥离的最小的直径。
[0131]
[表3]
[0132][0133]
在90
°
剥离试验中,实施例3中,在产生增强层与基材层剥离前,增强层虽然断裂,但作为层间的强度仍具有充分的强度。实施例4、5没有增强层的断裂,增强层与基材层剥离,增强层与基材层的剥离强度具有与60n/25mm、45n/25mm充分的增强层的强度和层间的强度。另外,在柔软性的测定中,实施例5在向φ(直径)60mm的心轴卷绕时产生了增强层的破裂。实施例3、4中,即使利用φ30mm的心轴,也不产生增强层的破裂、剥离,柔软性优异。如此,根据增强层的编织密度(网眼)的程度,确认了在地板装饰材料的强度、柔软性上存在差异。
[0134]
工业上的可利用性
[0135]
根据本发明,可提供一种可耐受冲击、变形的刚性,并且轻型,能容易地制造的地板装饰材料。
[0136]
参照特定的实施方式对本发明进行了详细说明,在不脱离本发明的主旨和范围的情况下可施加各种变更、修正,这对于本领域技术人员而言是显而易见的。
[0137]
本技术基于2019年3月15日申请的日本专利申请(日本特愿2019-048289)而完成,其内容作为参照援引于此。
[0138]
符号说明
[0139]
a 地板装饰材料
[0140]
1 增强层
[0141]
2,2
′ꢀ
基材层
[0142]
3 表面层
[0143]
4 粘合层
[0144]
5 第二增强层
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。