1.本技术总体上涉及复合部件的制造。更具体地,本技术涉及自动化复合制造系统和方法。
背景技术:
2.在诸如交通工具制造环境的特定制造环境中,交通工具在一个位置处装配,并且用于装配这样的交通工具的零件或部件可以在其他地方制造、例如在另一设施处制造。这些零件和部件可以由技术人员通过费力的过程来制造,并且完成的零件被放置在仓库区域中,从而当装配交通工具需要时零件可以被取回。在这样的制造环境中维持适当的供应链对于确保零件在装配交通工具需要它们时不会用完而降低生产率是重要的。为了确保生产率不会受到负面影响,需要足够大的仓库区域以保持所有零件的库存,使得它们在需要时始终是可用的。然而,如果交通工具的生产停止、意外终止或减慢,并且如果零件容易腐坏并且它们留在冷冻机中的时间过长,或者如果零件的使用寿命超过使用寿命,则仓库中未使用的零件的库存可能突然变成无法使用的过量零件,最终可能不得不将其丢弃,从而浪费金钱和资源。因此,需要用于更有效地制造零件并减少浪费的技术。
技术实现要素:
3.根据一个示例,描述了一种用于制造层压复合部件的系统。该系统可以包括:切割站,被构造为根据预定图案从复合材料的板层分离部件层;构建站,被构造为根据预定定向堆叠部件层;精加工站,被构造为压实堆叠的部件层并将层压复合部件提供给安装站。
4.根据另一示例,描述了一种用于制造层压复合部件的方法。该方法可以包括:在切割站处根据预定图案从复合材料的板层分离部件层;在构建站处根据预定定向堆叠部件层;以及在精加工站处压实堆叠的部件层并将层压复合部件提供给安装站。
5.本发明的范围通过权利要求限定,权利要求通过引用并入本部分中。通过考虑下面对一个或多个实施方式的详细描述,本领域技术人员将更全面地理解本发明的实施方式以及本发明的附加优点的实现。将参考首先将简要描述的所附的附图。
附图说明
6.图1、图2a和图2b示出了示例性飞机机身暴露的框架、桁架和框架填充物的内部视图。
7.图3示出了被装配在固化工具上的示例性飞机机身的外部视图。
8.图4是根据本公开的各个示例的层压复合部件制造系统的示例性系统布局。
9.图5是根据本公开的各个示例的包括输送机的示例性切割站的侧视图。
10.图6是根据本公开的各个示例的使用真空装置以防止复合材料从输送机掉落的示例性输送机的透视图。
11.图7至图9示出了根据本公开的各个示例的可以被实施为将复合材料从一个站拾
取并放置到另一站的示例性机器人装置。
12.图10示出了根据本公开的各个示例的可以被实施为压实层状复合材料的板层的堆叠的示例性压实机装置。
13.图11是根据本公开的各个示例的层压复合部件制造系统的制造时序图。
14.图12是根据本公开的示例的层压复合部件制造系统的流程图。
15.图13是根据本公开的另一示例的层压复合部件制造系统的流程图。
16.图14是根据本公开的另一示例的层压复合部件制造系统的流程图。
17.图15是根据本公开的另一示例的层压复合部件制造系统的流程图。
18.通过参考下面的详细描述,将最好地理解本公开的实施方式及其优点。除非另有说明,否则在整个附图和书面描述中,相同的附图标记表示相同的元件,因此,将不重复其描述。在附图中,为了清楚起见,可能放大元件、层和区域的相对尺寸。
具体实施方式
19.在下文中,将参照附图更详细地描述各个示例。然而,本发明可以以各种不同的形式实施,并且不应被解释为仅限于本文中示出的示例。而是,将它们作为示例提供,使得本公开将是透彻和完整的,并将向本领域技术人员充分传达本发明的方面和特征。因此,可不描述为了完全理解本发明的方面和特征本领域普通技术人员不需要的过程、元件和技术。
20.诸如商用客机的飞机的机身包括提供大体上圆柱形管状和细长形状的各种结构特征。图1、图2a和图2b示出了示例性飞机机身100暴露的一些结构特征的内部视图。结构特征包括形成机身100的圆柱形管状的径向框架106、相对于机身100在纵向方向上(例如,向前和向后)延伸并垂直于框架106的桁架102。总体上,多个桁架102和框架106形成机身100的结构,并且被蒙皮104覆盖,以完成机身100。
21.桁架102是机身的主体的加强构件,并且可以根据机身100的位置而具有不同的厚度。例如,更靠近朝向机身的底部定位的桁架102可以相对于朝向机身的顶部定位的桁架102更厚。因此,如果蒙皮104直接设置在桁架102上,则蒙皮104和较薄的桁架102之间可能存在间隙。为了补偿该间隙,由层压在一起的复合材料的多个板层制成的框架填充物108用于架起最厚的桁架102和蒙皮104之间的高度。
22.图3示出了被装配在固化工具110(例如,芯轴)上的示例性机身的外部视图。因此,在该图示中,桁架102和框架填充物108安装在固化工具110上,使得框架填充物108设置在两个桁架102之间。当桁架102和框架填充物108被安装时,蒙皮则可以被共固化在它们上并栓接到框架。因此,飞机、尤其是较大的飞机具有许多桁架102和框架106,从而数千个框架填充物108(例如,约2英寸乘6英寸)被共固化在机身100上,以架起间隙。然而,每个框架填充物108被定制为特定的尺寸、形状和厚度,以配合机身的特定位置。因此,每个单独的框架填充物108的形状、尺寸和/或厚度可以不同。因此,用于制造用于这样的飞机的框架填充物108的常规技术是劳动密集的,并且需要人工精确地折叠和堆叠这样的预浸料原材料,以形成框架填充物108。此外,由于手工制造过程,框架填充物108为分批制造,而不是按需制造。换句话说,一个规格的一批(或一组)框架填充物108在给定的制造过程中通过人工制造,并且这批成品框架填充物108放置在仓库中,直到需要它们。在下一个制造过程中,可以再次以成批的模式制造不同的框架填充物规格,然后将其放置在仓库中。以这种方式,许多批次
的框架填充物108被制造并作为零件(例如,wip)储存,直到它们准备好被安装在飞机上。因此,框架填充物108的安装者必须清楚机身上的当天工作需要哪些框架填充物108并从仓库中取回适合的框架填充物108。在一些环境中,这样的框架填充物108的制造可以在与飞机装配厂不同的设施处进行。例如,框架填充物108可以通过不同的公司或转包商在不同的设施处或在不同的国家中制造,因此导致订购和运输这样的零件的成本增加。
23.贯穿本公开提供的各个示例设想了系统和方法,以通过使用机械和机器人装置来自动制造诸如框架填充物的层压复合材料,然后以适当的速率和适当的顺序如安装所需的按需制造这样的层压复合材料。例如,如果需要第一尺寸的框架填充物,随后需要第二尺寸的框架填充物,然后再次需要第一尺寸的框架填充物,则该系统和方法以该特定顺序制造框架填充物。此外,框架填充物可以在与正被装配的飞机相同的设施处在芯轴处被制造,使得当制造每个框架填充物时,可以将其立即提供给装配现场的安装者。因此,当完成框架填充物的制造时,完成的框架填充物可以由技术人员取回并及时安装在飞机上,从而由于不会生产过量的框架,而是代替地,仅制造此时所需的框架填充物,因此无需设施处的仓库位置来储存零件。此外,在框架填充物损坏的情况下,例如,当安装框架填充物时被安装者损坏,或者如果框架填充物掉落并损坏,则可以立即制造替换的框架填充物,从而防止或至少减少零件损坏导致的生产延迟。
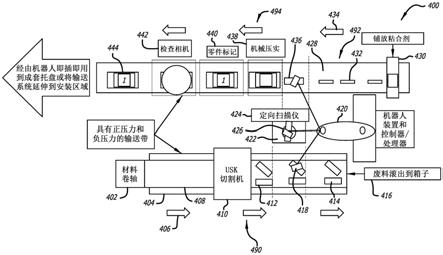
24.图4是根据本公开的各个示例的层压复合部件制造系统的示例性系统布局。尽管本公开将以示例的方式参考层压复合部件的制造作为框架填充物的制造,但是应当理解,系统和方法也适用于其他层压复合部件,并且不仅限制于框架填充物。
25.根据所示的示例,系统400包括切割站490、构建站492和精加工站494。因此,诸如预浸料材料的原料复合材料可以通过包括系统400的各种机械和装置并且在几分钟内处理,制造成品框架填充物,并且准备好将其及时安装在飞机上。
26.切割站490至少包括输送机404和分配器402,分配器402被构造为例如保持复合材料的卷轴并将复合材料408的单个板层分配到输送机404上。输送机404还可以包括被构造为向输送机404施加负压力的真空装置和被构造为将复合材料408切割到输送机404上的切割装置410。根据一个示例,切割装置410可以是超声波切割器(usk),而在其他示例中,切割装置410可以是激光切割器或本领域中已知的其他高速切割器。当复合材料被分配到输送机404上时,输送机在由箭头406所示的方向上从切割站490的第一端朝向切割站490的第二端移动复合材料408。当复合材料408移动到切割装置时,复合材料被切割并分离成部件层412,该部件层最终将成为复合材料的一个板层,该一个板层与部件层的另外的板层层压在一起。部件层412具有基于正在制造的部件的规格的预定形状或图案,并且朝向输送机404的第二端移动。当图案被切下时,自动取放装置拾取部件层,以从复合材料408的单个板层分离部件层418。其余的过量复合材料414继续朝向输送机的第二端移动并作为废料收集在废料箱416中。
27.图5是根据本公开的各个示例的包括输送机404的示例性切割站490的侧视图。如所示的,原料复合材料可以呈安装在分配器402上的卷轴的形式,并且被构造为展开到输送机404上。真空装置向输送机施加负压力502,以防止复合材料从输送机掉落。
28.图6示出了根据本公开的各个示例的使用真空装置以防止复合材料606从输送机掉落的示例性输送机的透视图。例如,输送机404的输送带602可具有孔604,真空装置从所
述孔施加来自负压力502的抽吸作用,以将复合材料606保持在输送机602上。因此,当复合材料408的板层布置在输送机404上时,复合材料408不会被环境中的循环空气吹走(例如,由于人员的运动或由机械产生的空气)。图5示出了真空装置的一个示例性构造,其中,在输送带602附近朝向输送机的表面产生负压力502,并且在输送机404的下部部分中产生正压力504。在该示例中,废料箱416位于输送机404下方,并且真空装置在废料箱416附近施加正压力504,使得废料从输送机602去除并落入废料箱416中。
29.以这种方式,从原料复合材料408的单个板层切下构成层压复合框架填充物的第一层。可以设置预定图案,使得切下对应于框架填充物的第一层所需要的特定尺寸和形状。切割装置410被构造为切下任何期望的形状或图案。因此,切下的每个图案可以基于下一层所需的尺寸和形状而不同。
30.返回参照图4,构建站492包括第二输送机428,该第二输送机被构造为从切割站490接收部件层412。例如,具有机器人臂和/或机器人夹具的机器人装置420可以被构造为从切割站490处的第一输送机拾取部件层418并且将其移动到构建站492并将其放置在第二输送机428上。根据一个示例,机器人装置420还可以被构造为利用包括定向确定装置424的定向设置站422来操作,当部件层被机器人装置420拾取时,该定向确定装置确定部件层的定向。定向确定装置424可以是定向扫描仪、例如相机(例如,可见范围相机、红外相机或热感相机),并且使用图像处理来确定定向。定向设置站422还可以包括定向设置装置426,该定向设置装置可以是例如可旋转台,当部件层418被布置在可旋转台上时,该可旋转台旋转部件层,并且基于定向确定装置424确定部件层需要定向的方向来使部件层418的定向旋转,以将其适当地放置在第二输送机上。根据另一示例,定向设置装置可以被嵌入为机器人装置420的一部分。因此,机器人装置420还可以包括定向确定装置,并且在机器人臂或夹具保持部件层的同时自动旋转或定向部件层。因此,机器人装置420可以从切割站490拾取部件层418,利用例如机械臂或可旋转的夹具旋转部件层的定向,途中到达构建站492,并将部件层放置在第二输送机428上。
31.根据本公开的另一示例,构建站492包括设置在第二输送机428处的粘合剂分配器430中的粘合剂层的卷轴。因此,粘合剂层432可以被放置在第二输送机428上,从而部件层418可以放置在粘合带上,使得部件层418不会由于空气从输送机掉落或吹走(例如,由于人员运动的循环空气或从机械产生的空气)。在一些示例中,粘合剂层432可以在一侧上是聚乙烯,而在另一侧上是纸。因此,部件层418从切割站490移出并放置在第二输送机428上的粘合剂层432上,并且该过程可以基于用于正在制造的特定层压复合部件的板层的数量而重复。例如,如果要制造10个板层框架填充物,则将上述过程重复10次,并且每次将新的部件层精确地堆叠在先前的部件层的顶部上,以使每个部件层同心地堆叠并对齐在其下方的其他部件层中的每个上。在特定示例中,框架填充物包括斜角或锥形边缘,例如15度斜角或锥度。这样的斜角或锥角可以通过改变切下的每个部件层的尺寸而在框架填充物中实现,使得当将板层堆叠在一起时,边缘形成角度。例如,如果框架填充物具有金字塔形状,则最低的部件层最大,而其上方的下一层则稍小,依此类推。因此,可以制造斜角框架填充物,而不必在端部处精确地切割框架填充物以产生斜角。
32.根据一个示例,机器人装置420可以包括用于处理机器人装置420的运动的控制器。在特定实施方式中,控制器可以与机器人装置420、切割站490、构建站492以及精加工站
494互连,使得系统400的各个阶段中的各个装置可以相互通信和同步处理。例如,控制器可以被配置为在组装特定类型的飞机时处理需要切割部件层的顺序,并且为此,控制器与系统400的互连装置进行通信。
33.图7至图9示出根据本公开的各个示例的示例性机器人装置,该机器人装置可以被实施为将复合材料从一个站拾取并放置到另一站。图7中所示的示例性自动机器人装置包括夹具702,该夹具通过延伸和/或收缩的多个臂704支撑。因此,随着臂704延伸和/或收缩,夹具702从一个位置自由地移动到另一位置并拾取和放置诸如部件层418的物体。图8示出另一类型的机器人装置,该机器人装置包括夹具802和机械臂804。在该示例中,机械臂804可以在各个方向上移动,以将夹具802从一个位置移动到另一位置并拾取和放置诸如部件层418的物体。图9示出再一类型的机器人装置,该机器人装置包括夹具1002和机械臂1004。在该示例中,机械臂1004可以像人的手臂一样在各个方向上移动,以将夹具1002从一个位置移动到另一个位置并拾取和放置物体。因此,如所提供的,各个类型的机器人装置420可以被实施为完成从切割站490拾取部件层418并将其放置在构建站492上的过程。图7
‑
图9仅表示可以实施的取放装置的一些示例,但不仅限于所示的那些。
34.当在构建站492上堆叠所需数量的板层时,则将堆叠的部件层在箭头434的方向上输送到精加工站494,该精加工站包括压实机438、零件标记装置440和检查装置442。根据一个示例,压实机438被构造为向堆叠的部件层施加压缩压力,以形成层压复合部件。在特定示例中,压实机438可以施加约20至30psi的压力,但是在其他示例中,可以替代地施加更低或更高的压力。对于预浸料复合材料,压力的施加会压缩并迫使板层粘在一起以形成层压复合部件。在其他示例中,热量可以施加到堆叠的部件层,以辅助板层彼此粘附。例如,第二输送机428可以具有加热毯,或者压实机可以具有加热装置。图10示出根据本公开的各个示例的示例性压实机,该压实机可被实施为压实层状复合材料的堆叠物。示例性压实机可以包括压缩机头902,该压缩机头被构造为在第二输送机428上的部件层436的堆叠物上施加力。
35.在部件层被压实时,则第二输送机428将层压复合部件移动到零件标记台,在该零件标记台,零件标记装置440将视觉指示符压印在层压复合物上。例如,压印可以是箭头或一些其他视觉指示符,其告知安装者安装层压复合部件的正确方向,或者压印可以是与框架填充物的特定形状和尺寸相对应的零件编号。
36.在对部件层进行零件标记之后,层压复合部件被移动到检查部,在该检查部处,检查装置442进行质量保证检查,以确保层压复合部件满足制造标准和公差,诸如以尺寸、形状、直角度、斜角角度等为例。在一些示例中,检查装置442可以是具有图像处理的高分辨率相机。如果完成的部件(例如,框架填充物)通过检查,则框架填充物立即准备好安装在飞机上。根据一些示例,框架填充物可以被放置在另一输送机或输送装置上,以将框架填充物提供给安装者,以供及时使用。
37.图11是根据本公开的各个示例的复合填充物制造系统的时序图。步骤1102是制造层压复合部件的起点,并且对应于可连续分配到第一输送机上的复合材料408的卷轴。这是一个连续的过程,卷轴可以不断地解绕。特定的预浸料复合材料可以具有衬纸,该衬纸在将复合材料分配到输送机上时会自动去除。接下来,在步骤1104处,可以使用诸如usk的切割装置将复合材料切割成预定图案。根据本公开中描述的示例性切割装置,该步骤可需要约5
秒来切割每个板层。一旦切下部件层,则在步骤1106处,取放装置拾取部件层。在一个示例中,该步骤可需要约1.5秒。接下来,在步骤1108处,取放装置可以在将部件层移动到构建站之前将其旋转到正确的方向。该步骤可需要约1.5秒。在步骤1110处,现在可以将正确定向的部件层放置在构建站的第二输送机上。该步骤可需要约1.5秒。重复拾取、旋转和放置部件层的板层的过程,直到在构建站处将所需或预定数量的板层堆叠在彼此的顶部上。一旦板层被堆叠,则在步骤1112处,压实装置在堆叠物上施加压力并压实部件层。在一些示例中,层压复合部件可以由10个板层制成,并且其可需要约10秒的时间来利用压实装置压实。在其他示例中,层压复合部件可以由12个板层制成,并且其可需要更长的时间来压实12个板层。接下来,将压实的层压部件提供给检查装置,在步骤1114处,该检查装置检验完成的压实的层压部件的质量,以确保其满足设计规格和公差。对于每个框架填充物,该步骤可需要约5秒。接下来,在步骤1116处,将检查完的部件提供给零件标记过程,该零件标记过程可需要约5秒,然后在步骤1118处,再需要2秒左右,以将框架填充物移动到芯轴处的使用点。相应地,通过使用贯穿本公开提供的自动化过程,可以在大约一分钟内由原材料制造出完成的且易于使用的框架填充物。取决于在特定框架填充物中使用的板层数量以及所使用的机械类型,实际花费的时间可能会有所不同。例如,特定的机器人装置可以比其他机器人装置移动得快,特定的切割装置可能能够更快地切割,特定的压实装置可能能够更快地压实部件层。
38.图12是根据本公开的示例的层压复合部件制造系统的流程图。该系统可以被构造为根据各个预定图案在切割站处从复合材料的板层分离部件层(1202)。可以基于预期部件的设计要求来构造和/或选择预定图案。因此,框架填充物的尺寸、形状和厚度取决于安装框架填充物的机身的位置,并且可以被编程到切割装置中,使得usk可以切割出适当的图案。然后,通过自动取放装置将部件层从切割站移动到构建站(1204)。当部件层移动到构建站时,部件层根据它们的预定定向被一个堆叠在另一个的顶部上(1206)。例如,特定框架填充物包括堆叠在一起的10个板层,而其他框架填充物包括堆叠在一起的12个或更多个板层。在堆叠所需数量的部件层时,则在精加工站将堆叠的部件层压实,以生产诸如框架填充物的层压复合部件。然后,将完成的框架填充物提供给安装站,在该安装站处,将框架填充物安装在飞机上(1208)。
39.图13是根据本公开的另一示例的层压复合部件制造系统的流程图。制造系统的取放装置可以实现具有机器人夹具的机器人装置,该机器人夹具被构造为抓取并拾取在切割站处通过切割装置切割出的部件层(1302)。通过诸如以相机为例的定向确定装置确定通过机器人夹具拾取的部件层的定向,并且根据用于构建站的预定定向旋转部件层(1304)。通过机器人装置将部件层移动到构建站(1306)。
40.图14是根据本公开的另一示例的层压复合部件制造系统的流程图。在切割站处,分配器将原料复合材料分配到第一输送机上(1402)。真空装置可被构造为向输送机(例如,输送带)的表面施加负压力,以将复合材料保持在输送机上(1404)。随着复合材料被朝向切割装置输送,通过切割装置将部件层从复合材料切下。将复合层切割成与框架填充物的板层相对应的预定图案(1406)。因此,原料复合材料可以被分配并精确地切割成期望的预定图案。
41.图15是根据本公开的另一示例的层压复合部件制造系统的流程图。可以在部件层
从切割站移动到构建站时通过机械人夹具旋转部件层。因此,可以在从切割站到构建站的途中旋转部件层(1502)。例如,在通过夹具拾取部件层之后,但在将其放置在第二输送机上之前,可以通过机器人夹具自身旋转部件层。在其他示例中,可以将部件层放置在如图4中所示的定向设置装置上,以首先将部件层旋转到正确的方向,然后,机器人臂再次拾取定向正确的部件层并将其移动至构建站。当部件层的每个板层移动到构建站时,机器人夹具将部件层一个在另一个的顶部上地放置在构建站的第二输送机上,部件层中的每个同心地堆叠并对齐在其他部件层中的每个上(1504)。在特定示例中,第二输送机可具有粘合剂,以保持或维持通过机器人装置放置的部件层的最下层(1506)。然后,通过在堆叠的部件层上施加压缩压力而通过压实机将堆叠的部件层压实,以形成层压复合部件(1508)。接下来,可以通过零件标记装置利用与层压复合部件对应的视觉指示符压印层压复合部件(1510)。可以通过诸如相机的检查装置对完成的层压复合部件进行质量保证检查(1512)。因此,可以按需制造框架填充物,以便在使用点(例如,飞机装配线)处将其消耗掉。因此,可以以类似于汽车装配线的方式来制造飞机,其中,部件的连续流动和装配所需的材料被及时地提供给使用点,从而提高效率,减少浪费,减少成本,并减少制造飞机所需空间的尺寸。
42.应当理解,尽管术语“第一”、“第二”、“第三”等在本文中可用于描述各种元件、部件、区域、层和/或部分,但是这些元件、部件、区域、层和/或部分不应受到这些术语的限制。这些术语用于将一个元件、部件、区域、层或部分与另一元件、部件、区域、层或部分区分。因此,在不脱离本发明的精神和范围的情况下,下面描述的第一元件、部件、区域、层或部分可以被称为第二元件、部件、区域、层或部分。
43.为了便于说明,在本文中可以使用诸如“下面”、“下方”、“下部”、“之下”、“上方”、“上部”等的空间相对术语,以如图中所示地描述一个元件或特征与另一元件或特征的关系。应当理解,除了附图中描绘的定向之外,空间相对术语还意图涵盖装置在使用或操作中的不同定向。例如,如果附图中的装置被翻转,则被描述为在其他元件或特征“下方”或“下面”或“之下”的元件将被定向为在其他元件或特征“上方”。因此,示例的术语“下方”和“之下”可以包括“上方”和“下方”两种定向。装置可以以其他方式定向(例如,旋转90度或以其他定向),并且应相应地解释本文中使用的空间相对描述语。
44.应理解的是,当元件或层被称为“在另一元件或层上”、“连接至另一元件或层”或“联接至另一元件或层”时,其可以直接在另一元件或层上、直接连接至或联接到另一元件或层,或者可以存在一个或多个中间元件或层。此外,应理解的是,当元件或层被称为“在两个元件或层之间”时,其可以是两个元件或层之间的唯一元件或层,或者也可以存在一个或多个中间元件或层。
45.根据本文中描述的本发明的示例的电子或电气装置和/或任何其他相关装置或部件可以利用任何适合的硬件、固件(例如,专用集成电路)、软件或软件、固件和/或硬件的组合来实现。例如,这些装置的各个部件可以形成在一个集成电路(ic)芯片上或形成在单独的ic芯片上。此外,这些装置的各个部件可以在柔性印刷电路膜、带载封装(tcp)、印刷电路板(pcb)上实现,或形成在一个基板上。此外,这些装置的各个部件可以是在一个或多个计算装置中的一个或多个处理器上运行的进程或线程,所述进程或线程执行计算机程序指令并与其他系统部件进行交互以执行本文中所述的各种功能。计算机程序指令被存储在存储器中,所述存储器可以使用诸如以随机存取存储器(ram)为例的标准存储装置在计算装置
中实现。计算机程序指令还可以存储在诸如以cd
‑
rom、闪存驱动器等为例的其他非暂时性计算机可读介质中。此外,本领域技术人员应该认识到,在不背离本发明示例性实施方式的精神和范围的情况下,可以将各个计算装置的功能组合或集成到单个计算装置中,或者可以将特定计算装置的功能分布在一个或多个其他计算装置上。
46.本文中描述的示例仅是示例性的。本领域技术人员可以从具体公开的实施方式中认识到各种替代实施方式。这些替代实施方式也意于在本公开的范围内。因此,实施方式仅通过所附的权利要求及其等同物限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。