cralyo涂层刀具及其制备方法
技术领域
1.本发明属于切削刀具制备技术领域,涉及一种带涂层的切削刀具及其制备方法,具体涉及一种cralyo涂层刀具及其制备方法。
背景技术:
2.涂层刀具结合了表面涂层高耐磨性、低摩擦系数和基体高韧性、高强度的优点,可大幅度改善刀具的切削性能,提高机械加工效率。
3.al2o3涂层具有很好的高温化学稳定性以及优良的抗氧化磨损和抗扩散磨损性能,涂覆在硬质合金刀具表面能有效阻止高温氧化层向刀具基体或其它涂层扩散,是提高刀具在高速干切削条件下切削性能和使用寿命的最理想涂层材料之一。al2o3涂层的制备技术主要分为化学气相沉积(cvd)和物理气相沉积(pvd)两大类。采用cvd技术制备的al2o3涂层沉积温度在1000℃以上,易造成刀具材料抗弯强度下降,涂层内部呈拉应力状态产生微裂纹,同时存在废水废气污染等问题,使其发展和使用受到限制。pvd工艺可以在500℃
‑
600℃制备al2o3涂层,对基体损伤小,且无环境污染。然而,由于沉积温度的限制,pvd
‑
al2o3涂层的晶体结构为亚稳相或非晶相,在高温应用时向其稳定相刚玉结构的(α
‑
)al2o3转化并伴随体积收缩,形成孔隙、裂纹和表面不平等缺陷,严重时引起涂层剥落。因此,采用pvd方法在低温下获得刚玉结构的氧化物涂层成为刀具涂层的研究热点。采用合金化掺杂的方法引入cr元素形成α
‑
(al,cr)2o3固溶体是一种有效的稳固α相的方法。cr和o反应生成α
‑
cr2o3,α
‑
cr2o3具有和α
‑
al2o3相同的结构以及相似的晶格常数(α
‑
cr2o3的晶格常数a、c仅比α
‑
al2o3的分别大了~4.2%和~4.6%)。研究表明,在al2o3涂层中添加cr促进α
‑
(cr1‑
x
al
x
)2o3的形核与生长,在x≤0.3时,(cr1‑
x
al
x
)2o3为刚玉结构,而当x>0.3时,不能获得单相的刚玉结构涂层。
技术实现要素:
4.本发明要解决的技术问题是克服现有技术的不足,特别是针对如何在cr含量较低时获得单相结构的α
‑
(cr1‑
x
al
x
)2o3涂层,提高涂层刀具的切削性能,还相应地提供一种工艺简单、设备常规、生产成本低的该多层涂层刀具的制备方法。
5.为解决上述技术问题,本发明采用以下技术方案。
6.一种cralyo涂层刀具,包括刀具基体和沉积于所述刀具基体上的cralyo涂层,所述cralyo涂层的成分为(cr1‑
a
‑
b
al
a
y
b
)2o3,0.30≤a≤0.70,0.005≤b≤0.10,所述cralyo涂层的厚度为0.5μm~10μm。各成分控制可确保(cr1‑
a
‑
b
al
a
y
b
)2o3涂层为单相刚玉结构
7.上述的cralyo涂层刀具,优选的,所述cralyo涂层的晶体结构为刚玉al2o3结构的六方相。
8.上述的cralyo涂层刀具,优选的,所述cralyo涂层的厚度为0.5μm~5.0μm。
9.上述的cralyo涂层刀具,优选的,(cr1‑
a
‑
b
al
a
y
b
)2o3中,0.50≤a≤0.70,0.01≤b≤0.05。
10.上述的cralyo涂层刀具,优选的,所述刀具基体与cralyo涂层之间还沉积有ti1‑
x
al
x
n过渡层,其中0≤x≤0.67。ti1‑
x
al
x
n过滤层可改善涂层与基体之间的结合强度,且过渡层具有一定的耐磨性。ti1‑
x
al
x
n过渡层的成分控制为0≤x≤0.67,使涂层为具有较高硬度的单相立方结构。
11.上述的cralyo涂层刀具,优选的,所述ti1‑
x
al
x
n过渡层的晶体结构为面心立方结构。
12.上述的cralyo涂层刀具,优选的,所述ti1‑
x
al
x
n过渡层的厚度为0.5μm~5.0μm。
13.上述的cralyo涂层刀具,优选的,所述cralyo涂层与所述ti1‑
x
al
x
n过渡层的总厚度为1.5μm~8μm。如果涂层过薄,会影响到涂层的保护性能和保护效果,但过厚的话不仅会产生过高的应力,导致涂层易剥落,而且成本也随之增加。
14.作为一个总的技术构思,本发明还提供一种上述的cralyo涂层刀具的制备方法,包括以下步骤:
15.(1)将刀具基体进行预处理;
16.(2)在预处理后的刀具基体上沉积所述cralyo涂层。
17.作为一个总的技术构思,本发明还提供一种上述的cralyo涂层刀具的制备方法,包括以下步骤:
18.(1)将刀具基体进行预处理;
19.(2)在预处理后的刀具基体上先沉积所述ti1‑
x
al
x
n过渡层,然后沉积所述cralyo涂层。
20.本发明的各技术方案中,所述刀具基体可以为本领域公知的各种切削刀具,特别适用于硬质合金刀具、金属陶瓷刀具、超硬刀具和高速钢刀具。
21.与现有技术相比,本发明的优点在于:
22.1、本发明在(cr1‑
x
al
x
)2o3涂层中添加y有利于降低固溶体氧化物α
‑
(cr1‑
x
al
x
)2o3的形成焓,促进其刚玉结构的形核生长,获得高al含量的α
‑
(cr1‑
a
‑
b
al
a
y
b
)2o3涂层,提高了涂层的热稳定性,从而改善了涂层刀具的高温服役能力。
23.发明人基于第一性原理计算表明,y与氧形成的α相形成焓比α
‑
al2o3形成焓更低,因此,在(cr1‑
x
al
x
)2o3涂层中添加y有利于降低固溶体氧化物α
‑
(al1‑
x
cr
x
)2o3的形成焓,促进其刚玉结构的形核生长。
24.2、本发明的制备方法具有工艺简单、设备要求低、生产成本低的特点,通过该方法制备的涂层刀具能够满足高速切削的需求,大大延长了切削刀具的使用寿命。
附图说明
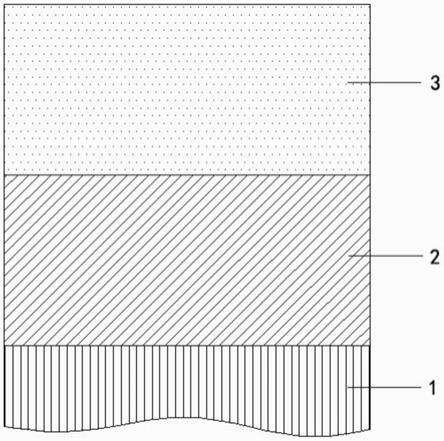
25.图1为本发明实施例1~9中的cralyo涂层刀具的结构示意图。
26.图例说明:
27.1、刀具基体;2、ti1‑
x
al
x
n过渡层;3、(cr1‑
a
‑
b
al
a
y
b
)2o3层。
具体实施方式
28.以下结合说明书附图和具体优选的实施例对本发明作进一步描述,但并不因此而限制本发明的保护范围。以下实施例中所采用的材料和仪器均为市售。
29.实施例1
30.一种本发明的cralyo涂层刀具,如图1所示,包括刀具基体1和沉积于刀具基体1上的cralyo涂层,cralyo涂层具体为(cr1‑
a
‑
b
al
a
y
b
)2o3层3,(cr1‑
a
‑
b
al
a
y
b
)2o3层3中a=0.5,b=0.03,厚度为1.0μm。
31.本实施例中,cralyo涂层的晶体结构为刚玉al2o3结构的六方相。
32.本实施例中,刀具基体1与cralyo涂层之间还沉积有ti1‑
x
al
x
n过渡层2,ti1‑
x
al
x
n过渡层2中x=0.5,厚度为2.0μm,ti1‑
x
al
x
n过渡层2的晶体结构为面心立方结构。
33.本实施例中,刀具基体1采用型号为cnmg120408的硬质合金刀片。
34.一种上述本实施例的cralyo涂层刀具的制备方法,包括以下步骤:
35.(1)将型号为cnmg120408的硬质合金刀片进行表面清洗、ar浸蚀等预处理,得到刀具基体1;
36.(2)在刀具基体1上采用物理气相沉积法(pvd)方法先利用tial靶材沉积厚度为2.0μmti
0.50
al
0.50
n过渡层,沉积气氛为n2和ar的混合气体或者n2;然后利用craly靶材沉积厚度为1.0μm的(cr
0.47
al
0.50
y
0.03
)2o3层,沉积气氛为o2和ar的混合气体或者o2。以下其它实施例在无特别说明的情况下,制备过程均与本实施例相同。
37.本实施例中,xrd检测结果表明ti1‑
x
al
x
n过渡层2为单相立方结构,(cr1‑
a
‑
b
al
a
y
b
)2o3层3为单相的刚玉结构。
38.对照实验:对照品的刀具基体与实施例1相同,按普通的物理气相沉积方法沉积普通的ti
0.50
al
0.50
n涂层(单一涂层结构,厚度为3.0μm),制得的目前市场上普遍使用的硬质合金涂层刀片,其它实施例的对比ti
0.50
al
0.50
n涂层的成分和厚度与实施例1的对照品相同,且均为普通商用涂层。
39.将本实施例制得的cralyo涂层刀具a和对照品进行连续车削不锈钢(1cr18ni9ti)的对比实验,对比实验结果如下表1所示。
40.表1实施例1的本发明cralyo涂层刀具a与对照品的对比实验效果
[0041][0042]
由表1可见,在刀具基体相同、切削条件且涂层总厚度相同的情况下,本发明的cralyo涂层刀具的切削性能优于对照品的ti
0.50
al
0.50
n涂层。
[0043]
实施例2
[0044]
一种本发明的cralyo涂层刀具,如图1所示,包括刀具基体1和沉积于刀具基体1上的(cr1‑
a
‑
b
al
a
y
b
)2o3层3,刀具基体1与(cr1‑
a
‑
b
al
a
y
b
)2o3层3之间还沉积有ti1‑
x
al
x
n过渡层2,其中ti1‑
x
al
x
n过渡层2中x=0.5,厚度为2.0μm,(cr1‑
a
‑
b
al
a
y
b
)2o3层3中a=0.7,b=0.01,厚度为1.0μm。
[0045]
本实施例中,xrd检测结果表明ti1‑
x
al
x
n过渡层2为单相立方结构,(cr1‑
a
‑
b
al
a
y
b
)
2
o3层3为单相的刚玉结构。
[0046]
将本实施例制得的cralyo涂层刀具a和对照品进行连续车削不锈钢(1cr18ni9ti)的对比实验,对比实验结果如下表2所示。
[0047]
表2实施例2的本发明cralyo涂层刀具a与对照品的对比实验效果
[0048][0049]
由表2可见,在刀具基体相同、切削条件且涂层总厚度相同的情况下,本发明的cralyo涂层刀具的切削性能优于对照品的ti
0.50
al
0.50
n涂层。相比于实施例1,(cr1‑
a
‑
b
al
a
y
b
)2o3层的成分发生变化,其性能得到进一步提升。
[0050]
实施例3
[0051]
一种本发明的cralyo涂层刀具,如图1所示,包括刀具基体1和沉积于刀具基体1上的(cr1‑
a
‑
b
al
a
y
b
)2o3层3,刀具基体1与(cr1‑
a
‑
b
al
a
y
b
)2o3层3之间还沉积有ti1‑
x
al
x
n过渡层2,其中ti1‑
x
al
x
n过渡层2中x=0.67,厚度为1.5μm,(cr1‑
a
‑
b
al
a
y
b
)2o3层3中a=0.3,b=0.005,厚度为1.5μm。
[0052]
本实施例中,xrd检测结果表明ti1‑
x
al
x
n过渡层2为单相面心立方结构,(cr1‑
a
‑
b
al
a
y
b
)2o3层3为单相的刚玉结构(六方相)。
[0053]
将本实施例制得的cralyo涂层刀具a和对照品进行连续车削不锈钢(1cr18ni9ti)的对比实验,对比实验结果如下表3所示。
[0054]
表3实施例3的本发明cralyo涂层刀具a与对照品的对比实验效果
[0055][0056]
由表3可见,在刀具基体相同、切削条件且涂层总厚度相同的情况下,本发明的cralyo涂层刀具的切削性能优于对照品的ti
0.50
al
0.50
n涂层。
[0057]
实施例4
[0058]
一种本发明的cralyo涂层刀具,如图1所示,包括刀具基体1和沉积于刀具基体1上的和(cr1‑
a
‑
b
al
a
y
b
)2o3层3,刀具基体1与(cr1‑
a
‑
b
al
a
y
b
)2o3层3之间还沉积有ti1‑
x
al
x
n过渡层2,其中ti1‑
x
al
x
n过渡层2中x=0,厚度为0.5μm,(cr1‑
a
‑
b
al
a
y
b
)2o3层3中a=0.4,b=0.10,厚度为8μm。
[0059]
本实施例中,xrd检测结果表明ti1‑
x
al
x
n过渡层2为单相立方结构,(cr1‑
a
‑
b
al
a
y
b
)
2
o3层3为单相的刚玉结构。
[0060]
将本实施例制得的cralyo涂层刀具a和对照品进行连续车削不锈钢(1cr18ni9ti)的对比实验,对比实验结果如下表4所示。
[0061]
表4实施例4的本发明cralyo涂层刀具a与对照品的对比实验效果
[0062][0063]
由表4可见,在刀具基体相同、切削条件且涂层总厚度相同的情况下,本发明的cralyo涂层刀具的切削性能优于对照品的ti
0.50
al
0.50
n涂层。
[0064]
实施例5
[0065]
一种本发明的cralyo涂层刀具,如图1所示,包括刀具基体1和沉积于刀具基体1上的(cr1‑
a
‑
b
al
a
y
b
)2o3层3,刀具基体1与(cr1‑
a
‑
b
al
a
y
b
)2o3层3之间还沉积有ti1‑
x
al
x
n过渡层2,其中ti1‑
x
al
x
n过渡层2中x=0.6,厚度为5μm,(cr1‑
a
‑
b
al
a
y
b
)2o3层3中a=0.6,b=0.02,厚度为3μm。
[0066]
本实施例中,xrd检测结果表明ti1‑
x
al
x
n过渡层2为单相面心立方结构,(cr1‑
a
‑
b
al
a
y
b
)2o3层3为单相的刚玉结构(六方相)。
[0067]
将本实施例制得的cralyo涂层刀具a和对照品进行连续车削不锈钢(1cr18ni9ti)的对比实验,对比实验结果如下表5所示。
[0068]
表5实施例5的本发明cralyo涂层刀具a与对照品的对比实验效果
[0069][0070]
由表5可见,在刀具基体相同、切削条件且涂层总厚度相同的情况下,本发明的cralyo涂层刀具的切削性能优于对照品的ti
0.50
al
0.50
n涂层。
[0071]
实施例6
[0072]
一种本发明的cralyo涂层刀具,如图1所示,包括刀具基体1和沉积于刀具基体1上的和(cr1‑
a
‑
b
al
a
y
b
)2o3层3,刀具基体1与(cr1‑
a
‑
b
al
a
y
b
)2o3层3之间还沉积有ti1‑
x
al
x
n过渡层2,其中ti1‑
x
al
x
n过渡层2中x=0.5,厚度为2μm,(cr1‑
a
‑
b
al
a
y
b
)2o3层3中a=0.55,b=0.03,厚度为5μm。
[0073]
本实施例中,xrd检测结果表明ti1‑
x
al
x
n过渡层2为单相面心立方结构,(cr1‑
a
‑
b
al
a
y
b
)2o3层3为单相的刚玉结构(六方相)。
[0074]
将本实施例制得的cralyo涂层刀具a和对照品进行连续车削不锈钢(1cr18ni9ti)的对比实验,对比实验结果如下表6所示。
[0075]
表6实施例6的本发明cralyo涂层刀具a与对照品的对比实验效果
[0076][0077]
由表6可见,在刀具基体相同、切削条件且涂层总厚度相同的情况下,本发明的cralyo涂层刀具的切削性能优于对照品的ti
0.50
al
0.50
n涂层。
[0078]
实施例7
[0079]
一种本发明的cralyo涂层刀具,如图1所示,包括刀具基体1和沉积于刀具基体1上的(cr1‑
a
‑
b
al
a
y
b
)2o3层3,刀具基体1与(cr1‑
a
‑
b
al
a
y
b
)2o3层3之间还沉积有ti1‑
x
al
x
n过渡层2,其中ti1‑
x
al
x
n过渡层2中x=0.40,厚度为3μm,(cr1‑
a
‑
b
al
a
y
b
)2o3层3中a=0.40,b=0.08,厚度为7μm。
[0080]
本实施例中,xrd检测结果表明ti1‑
x
al
x
n过渡层2为单相面心立方结构,(cr1‑
a
‑
b
al
a
y
b
)2o3层3为单相的刚玉结构(六方相)。
[0081]
将本实施例制得的cralyo涂层刀具a和对照品进行连续车削不锈钢(1cr18ni9ti)的对比实验,对比实验结果如下表7所示。
[0082]
表7实施例7的本发明cralyo涂层刀具a与对照品的对比实验效果
[0083][0084]
由表7可见,在刀具基体相同、切削条件且涂层总厚度相同的情况下,本发明的cralyo涂层刀具的切削性能优于对照品的ti
0.50
al
0.50
n涂层。
[0085]
实施例8
[0086]
一种本发明的cralyo涂层刀具,如图1所示,包括刀具基体1和沉积于刀具基体1上的(cr1‑
a
‑
b
al
a
y
b
)2o3层3,刀具基体1与(cr1‑
a
‑
b
al
a
y
b
)2o3层3之间还沉积有ti1‑
x
al
x
n过渡层2,其中ti1‑
x
al
x
n过渡层2中x=0.40,厚度为3μm,(cr1‑
a
‑
b
al
a
y
b
)2o3层3中a=0.35,b=0.03,厚度为5μm。
[0087]
本实施例中,xrd检测结果表明ti1‑
x
al
x
n过渡层2为单相面心立方结构,(cr1‑
a
‑
b
al
a
y
b
)2o3层3为单相的刚玉结构(六方相)。
[0088]
将本实施例制得的cralyo涂层刀具a和对照品进行连续车削不锈钢(1cr18ni9ti)
的对比实验,对比实验结果如下表8所示。
[0089]
表8实施例8的本发明cralyo涂层刀具a与对照品的对比实验效果
[0090][0091][0092]
由表8可见,在刀具基体相同、切削条件且涂层总厚度相同的情况下,本发明的cralyo涂层刀具的切削性能优于对照品的ti
0.50
al
0.50
n涂层。
[0093]
实施例9
[0094]
一种本发明的cralyo涂层刀具,如图1所示,包括刀具基体1和沉积于刀具基体1上的(cr1‑
a
‑
b
al
a
y
b
)2o3层3,刀具基体1与(cr1‑
a
‑
b
al
a
y
b
)2o3层3之间还沉积有ti1‑
x
al
x
n过渡层2,其中ti1‑
x
al
x
n过渡层2中x=0.45,厚度为1.0μm;(cr1‑
a
‑
b
al
a
y
b
)2o3层3中a=0.65,b=0.02,厚度为0.5μm。
[0095]
本实施例中,xrd检测结果表明ti1‑
x
al
x
n过渡层2为单相面心立方结构,(cr1‑
a
‑
b
al
a
y
b
)2o3层3为单相的刚玉结构(六方相)。
[0096]
将本实施例制得的cralyo涂层刀具a和对照品进行连续车削不锈钢(1cr18ni9ti)的对比实验,对比实验结果如下表9所示。
[0097]
表9实施例9的本发明cralyo涂层刀具a与对照品的对比实验效果
[0098][0099]
由表9可见,在刀具基体相同、切削条件且涂层总厚度相同的情况下,本发明的cralyo涂层刀具的切削性能优于对照品的ti
0.50
al
0.50
n涂层。
[0100]
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制。虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明。任何熟悉本领域的技术人员,在不脱离本发明的精神实质和技术方案的情况下,都可利用上述揭示的方法和技术内容对本发明技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同替换、等效变化及修饰,均仍属于本发明技术方案保护的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。