1.本发明涉及聚合物电池技术领域,具体涉及一种聚合物电芯的化成加压方法及系统。
背景技术:
2.目前聚合物电芯制造过程中,化成是关键工序。目前化成加压方式单一不变,一段式加压,夹紧速度过快,电芯内游离态电解液和气体会快速冲向铝塑膜封印处,铝塑包装膜会起鼓甚至冲开,发生边电压腐蚀以及漏液安全问题。而且,化成充电过程中,保持较大压力不变,电解液吸收困难,使电芯内电解液量少,循环性能差。
技术实现要素:
3.为了解决因夹紧速度过快及加压方式单一导致电芯导致电芯鼓包等问题,本发明提出了一种聚合物电芯的化成加压方法,包括:
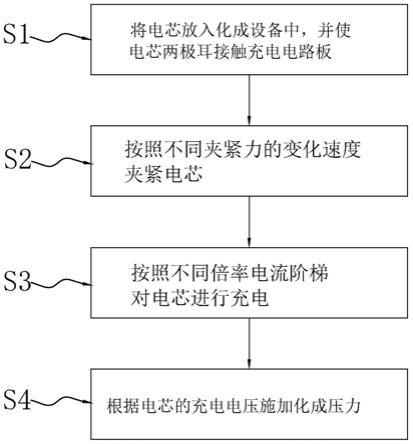
4.s1、将电芯放入化成设备中,并使电芯两极耳接触充电电路板;
5.s2、夹紧电芯;其中,当电芯的夹紧力小于等于预设临界值时,夹紧力的变化速度为第一夹紧速度;当电芯的夹紧力大于预设临界值时,夹紧力的变化速度为第二夹紧速度,直至夹紧力达到预设的目标值;
6.s3、按照不同倍率电流阶梯对电芯进行充电;
7.s4、根据电芯的充电电压施加化成压力。
8.进一步地,在步骤s2中,包括步骤:
9.s21、当电芯的夹紧力小于或等于200kg时,夹紧力的变化速度为0.01
‑
0.5kg/s;
10.s22、当电芯的夹紧力大于200kg时,夹紧力的变化速度为0.1
‑
20kg/s,直至夹紧力达到预设的目标值。
11.进一步地,在步骤s3中:当充电电压小于或等于3.6v时,充电电流为0.01
‑
0.5c;当充电电压大于3.6v时,充电电流为0.5
‑
2.0c,直至充电电压达到预设目标电压。
12.进一步地,在步骤s3中:当充电电压小于3.7v时,充电电流为0.01
‑
0.5c;当充电电压处于3.7
‑
3.9v时,充电电流为0.5
‑
1.5c;当电充电压大于3.9v时,充电电流为1.5
‑
2.0c。
13.进一步地,在步骤s4中,还包括:
14.s41、当充电电压小于3.0v时,化成压力为0.5
‑
1.0mpa;
15.s42、当充电电压处于3.0
‑
4.0v时,化成压力为0.5
‑
2.0mpa;
16.s43、当充电电压大于4.0v时,化成压力为0.5
‑
1.0mpa。
17.本发明还公开了一种聚合物电芯的化成加压系统,包括有:
18.初始模块,用于将电芯放入化成设备中,并使电芯两极耳接触充电电路板;
19.夹紧模块,用于夹紧电芯;其中,当电芯的夹紧力小于等于预设临界值时,夹紧力的变化速度为第一夹紧速度;当电芯的夹紧力大于预设临界值时,夹紧力的变化速度为第二夹紧速度,直至夹紧力达到预设的目标值;
20.充电模块,用于按照不同倍率电流阶梯对电芯进行充电;
21.加压模块,用于根据电芯的充电电压施加化成压力。
22.进一步地,所述夹紧模块包括:
23.第一夹紧单元,用于以第一夹紧速度夹紧电芯;其中,当电芯的夹紧力小于等于200kg时,夹紧力的变化速度为0.01
‑
0.5kg/s;
24.第二夹紧单元,用于以第二夹紧速度夹紧电芯;其中,当电芯的夹紧力大于200kg时,夹紧力的变化速度为0.1
‑
20kg/s,直至夹紧力达到预设的目标值。
25.进一步地,在充电模块中,当充电电压小于或等于3.6v时,充电电流为0.01
‑
0.5c;当充电电压大于3.6v时,充电电流为0.5
‑
2.0c,直至充电电压达到预设目标电压。
26.进一步地,在充电模块中,当充电电压小于3.7v时,充电电流为0.01
‑
0.5c;当充电电压处于3.7
‑
3.9v时,充电电流为0.5
‑
1.5c;当电充电压大于3.9v时,充电电流为1.5
‑
2.0c。
27.进一步地,所述加压模块包括:
28.第一加压单元,用于在充电电压小于3.0v时,对电芯施加0.5
‑
1.0mpa的化成压力;
29.第二加压单元,用于在充电电压处于3.0
‑
4.0v时,对电芯施加0.5
‑
2.0mpa的化成压力;
30.第三加压单元,用于在充电电压大于4.0v时,对电芯施加0.5
‑
1.0mpa的化成压力。
31.与现有技术相比,本发明至少含有以下有益效果:
32.(1)通过分段式夹紧的方式对电芯进行夹紧,使得电芯内游离态电解液和气体会缓慢受力,避免其快速冲向铝塑膜封印处,解决了因夹紧过快而导致的铝塑包装膜鼓包甚至破裂的问题。
33.(2)通过分段式的充电方式,根据当前电压的大小,使用不同的充电电流,使得充电电流与当前电压匹配,避免因充电电流过大而导致电芯损坏。
34.(3)在电压较小时,化成压力较小,利于形成良好的sei界面;随着电压的增大,化成压力随之增大,确保电芯厚度,避免析锂异常;在化成后期,随之降低化成压力,利于电芯的电极片吸收电解液,提升电解液保有量,提高循环能力。
附图说明
35.图1为实施例中化成加压方法的流程图。
具体实施方式
36.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
37.请参照图1,本发明公开了一种聚合物电芯的化成加压方法,包括:
38.s1、将电芯放入化成设备中,并使电芯两极耳接触充电电路板;
39.s2、夹紧电芯;其中,当电芯的夹紧力小于等于预设临界值时,夹紧力的变化速度为第一夹紧速度;当电芯的夹紧力大于预设临界值时,夹紧力的变化速度为第二夹紧速度,直至夹紧力达到预设的目标值;在本实施例中,夹紧力预设的目标值为550kg。
40.s3、按照不同倍率电流阶梯对电芯进行充电;
41.s4、根据电芯的充电电压施加化成压力。
42.具体地,在步骤s2中,通过分段式夹紧的方式对电芯进行夹紧,使得电芯内游离态电解液和气体会缓慢受力,避免其快速冲向铝塑膜封印处,解决了因夹紧过快而导致的铝塑包装膜鼓包甚至破裂的问题。
43.进一步地,在步骤s2中,包括步骤:
44.s21、当电芯的夹紧力小于等于200kg时,夹紧力的变化速度为0.01
‑
0.5kg/s;
45.s22、当电芯的夹紧力大于200kg时,夹紧力的变化速度为0.1
‑
20kg/s,直至夹紧力达到预设的目标值。
46.具体地,本实施例中的夹紧力的预设临界值为200kg,第一夹紧速度为0.01
‑
0.5kg/s,第二夹紧速度为0.1
‑
20kg/s;根据当前夹紧力的大小,改变夹紧力变化速度,以实现缓慢夹紧的目的,进而避免铝塑包装膜鼓包甚至破裂的现象。
47.进一步地,在步骤s3中:当充电电压小于或等于3.6v时,充电电流为0.01
‑
0.5c;当充电电压大于3.6v时,充电电流为0.5
‑
2.0c,直至充电电压达到预设目标电压。
48.具体地,在本实施例中,通过分段式的充电方式,根据当前电压的大小,使用不同的充电电流,使得充电电流与当前电压匹配,避免因充电电流过大而导致电芯损坏。
49.本实施例还提供另一实施方式,进一步地,在步骤s3中:当充电电压小于3.7v时,充电电流为0.01
‑
0.5c;当充电电压处于3.7
‑
3.9v时,充电电流为0.5
‑
1.5c;当电充电压大于3.9v时,充电电流为1.5
‑
2.0c。
50.进一步地,在步骤s4中,还包括:
51.s41、当充电电压小于3.0v时,化成压力为0.5
‑
1.0mpa;
52.s42、当充电电压处于3.0
‑
4.0v时,化成压力为0.5
‑
2.0mpa;
53.s43、当充电电压大于4.0v时,化成压力为0.5
‑
1.0mpa。
54.具体地,在电压较小时,化成压力较小,利于形成良好的sei界面;随着电压的增大,化成压力随之增大,确保电芯厚度,避免析锂异常;在化成后期,随之降低化成压力,利于电芯的电极片吸收电解液,提升电解液保有量,提高循环能力。
55.需说明的是,在本实施例中,化成后电芯的电压为3.5
‑
4.4.v;化成设备使用立式或卧式设备,设备具有压力变速的功能,根据化成工步调整压力值。
56.本发明还公开了一种聚合物电芯的化成加压系统,包括有:
57.初始模块,用于将电芯放入化成设备中,并使电芯两极耳接触充电电路板;
58.夹紧模块,用于夹紧电芯;其中,当电芯的夹紧力小于等于预设临界值时,夹紧力的变化速度为第一夹紧速度;当电芯的夹紧力大于预设临界值时,夹紧力的变化速度为第二夹紧速度,直至夹紧力达到预设的目标值;
59.充电模块,用于按照不同倍率电流阶梯对电芯进行充电;
60.加压模块,用于根据电芯的充电电压施加化成压力。
61.进一步地,所述夹紧模块包括:
62.第一夹紧单元,用于以第一夹紧速度夹紧电芯;其中,当电芯的夹紧力小于等于200kg时,夹紧力的变化速度为0.01
‑
0.5kg/s;
63.第二夹紧单元,用于以第二夹紧速度夹紧电芯;其中,当电芯的夹紧力大于200kg时,夹紧力的变化速度为0.1
‑
20kg/s,直至夹紧力达到预设的目标值。
64.进一步地,在充电模块中,当充电电压小于或等于3.6v时,充电电流为0.01
‑
0.5c;当充电电压大于3.6v时,充电电流为0.5
‑
2.0c,直至充电电压达到预设目标电压。
65.进一步地,在充电模块中,当充电电压小于3.7v时,充电电流为0.01
‑
0.5c;当充电电压处于3.7
‑
3.9v时,充电电流为0.5
‑
1.5c;当电充电压大于3.9v时,充电电流为1.5
‑
2.0c。
66.进一步地,所述加压模块包括:
67.第一加压单元,用于在充电电压小于3.0v时,对电芯施加0.5
‑
1.0mpa的化成压力;
68.第二加压单元,用于在充电电压处于3.0
‑
4.0v时,对电芯施加0.5
‑
2.0mpa的化成压力;
69.第三加压单元,用于在充电电压大于4.0v时,对电芯施加0.5
‑
1.0mpa的化成压力。
70.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
71.另外,在本发明中如涉及“第一”、“第二”、“一”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
72.在本发明中,除非另有明确的规定和限定,术语“连接”、“固定”等应做广义理解,例如,“固定”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
73.另外,本发明各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。