1.本公开的实施例涉及保险丝领域,并且更具体地,涉及一种防尘且防潮的保险丝外壳(enclosure)。
背景技术:
2.保险丝用于各种电路中,以保护电子部件免受过电流事件的影响。保险丝以多种形状和尺寸出现。对于某些应用(诸如极端环境下的电路保护),保险丝可以包含在封闭的结构中,被称为电气保险丝盒。虽然保险丝包含在其中,但在这种极端环境下确保保险丝不会诸如由于进入电气保险丝盒的灰尘或湿气损坏是一种持续的挑战。
3.就这些和其他考虑而言,目前的改进可以是有用的。
技术实现要素:
4.提供本概述是为了以简化的形式介绍将在下面的详细描述中进一步描述的一些概念。本概述不旨在标识所要求保护的主题的关键特征或必要特征,也不旨在帮助确定所要求保护的主题的范围。
5.在各种实施例中,用于生产保险丝装配件(assembly)的注射成型的基座通过包括以下步骤的工艺制备:利用密封剂覆盖母线的一部分;将母线插入到注射成型设备的模腔图像中,其中母线的该部分在模腔图像内部;将熔化的塑料注射到模腔图像中;以及从模腔图像中移除注射成型的基座。
6.在一个实施例中,根据本发明的制造保险丝装配件的方法包括:利用密封剂涂覆母线,密封剂包括粉末;在烘箱中烘烤母线直到密封剂固化到母线上;将母线插入到注射成型设备的模腔图像中,其中母线的一部分在模腔图像内部;在高压下用熔化的塑料填充模腔图像,其中熔化的塑料和密封剂形成不能随后通过加热分离的粘合材料;并且从模腔图像中移除保险丝装配件的塑料基座和母线。
7.在另一实施例中,根据本公开的保险丝装配件包括:保险丝;第一母线,该第一母线用于在电路和保险丝的第一侧之间建立第一电气连接;第二母线,该第二母线用于在电路和保险丝的第二侧之间建立第二电气连接;以及注射成型的基座,该注射成型的基座包括第一母线被设置为穿过其的第一开口和第二母线被设置为穿过其的第二开口,其中通过以下方式制造注射成型的基座:利用密封剂覆盖第一母线的第一部分;利用密封剂覆盖第二母线的第二部分;将第一母线和第二母线插入到注射成型设备的模腔图像中,其中第一部分和第二部分在模腔图像内部;将热的熔化的塑料注射到模腔图像中,其中密封剂填充第一开口和第二开口。
附图说明
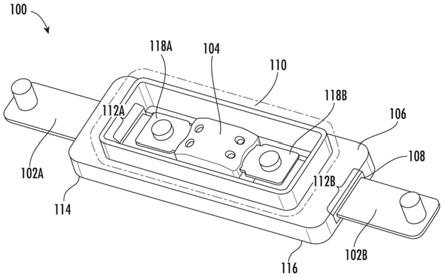
8.图1是示出根据本公开的示例性实施例的电气保险丝盒的图;
9.图2是示出根据示例性实施例的图1的电气保险丝盒的注射成型的基座的图;
10.图3a和图3b是示出根据本公开的示例性实施例的图1的电气保险丝盒的保险丝的图;
11.图4是示出根据本公开的示例性实施例的图1的电气保险丝盒的母线的图;
12.图5是示出根据本公开的示例性实施例的用于制造图1的电气保险丝盒的基座的工艺步骤的流程图。
具体实施方式
13.下现在将参照附图在下文中更全面地描述根据本公开的制造防尘防潮的保险丝装配件的方法,在附图中呈现了本公开的优选实施例。然而,本公开的方法可以以许多不同的形式实现,并且不应该被解释为限于本文阐述的实施例。相反,这些实施例被提供为使得本公开将向本领域技术人员传达该方法的某些示例性方面。
14.参考图1,示出了根据示例性实施例的电气保险丝装配件100的代表性图。电气保险丝装配件100(以下称为“保险丝装配件100”)通常包括两个母线102a和102b(统称为“母线102”)、保险丝壳体104、端子118a、118b、基座106、密封剂108和覆盖件110。基座106和覆盖件110形成保险丝装配件100的可熔元件的外壳。母线102被密封剂108包围,其中密封剂108在基座106的开口112b中可见。母线102b占据开口112b。母线102a占据第二开口112a(示出了其一部分)(统称为“开口112”)。在示例性实施例中,开口112为矩形,相应的母线102被设置为穿过该开口,尽管开口112可以呈现各种不同的形状。如将示出的那样,基座106是围绕母线102形成的注射成型的结构。
15.母线102可以由多种导电材料制成,包括但不限于铜、锡、银、锌、铝、包括这些材料的合金、或它们的组合。母线102可以被定位在保险丝装配件100的端部处,例如其中第一母线102a设置在基座106的第一端部114处,并且第二母线102b设置在基座106的第二端部116处。母线102a、102b经由相应的开口112a、112b(统称为“开口112”)延伸穿过基座106,并且电连接到相应的端子118a、118b(统称为“端子118”)。例如,第一母线102a延伸穿过基座106的开口112a并连接到端子118a,而第二母线102b延伸穿过基座106的开口112b并连接到端子118b。
16.图2是根据示例性实施例的图1的保险丝装配件100的注射成型的基座106的代表性图。基座106包括底部部分202和顶部部分204,其中开口或空隙112在底部部分内形成模腔。底部部分202和顶部部分204两者是圆角的矩形立方体,尽管在不脱离本公开的范围的情况下它们可以不同地成形。底部部分202适于接纳母线102。骨架线指示母线102a从左侧占据基座106的底部部分202的左开口112a。类似地,母线102b从右侧占据基座106的底部部分202的右开口112b。顶部部分204用于接纳包括端子118的保险丝壳体104,并用于附着保险丝覆盖件110。保险丝壳体104被插入到基座106的开口206中。
17.图3a和图3b是根据示例性实施例的图1的保险丝装配件100的代表性图。
18.图3a示出了根据示例性实施例的已经引入的保险丝壳体104和端子118的另一视图100a,而图3b示出了由暴露的可熔元件310、端子118a和端子118b(它们是图1的保险丝装配件100的一部分)制成的可熔元件装配件300。
19.图3a示出了保险丝壳体104和端子118,而图3b示出了设置在保险丝壳体104下方的暴露的可熔元件310。如上所述,保险丝装配件100是被插入到用于过电流保护的电子电
路中的电气安全装置。保险丝装配件100的可熔元件310是可断部分,诸如金属丝或带,当超过保险丝装配件100的额定电流的电流量流过可熔元件310时,该可断部分适于熔化或以其他方式分离。因此,在过电流情况下,流经保险丝装配件100的电流被阻止,因此保护所连接的电气部件。在图3a的图示中,保险丝壳体104使可熔元件装配件300的可熔元件310隐藏不可见。
20.如图3b所示,可熔元件装配件300还包括左端子118a和右端子118b。可熔元件310设置在左端子118a和右端子118b之间。像母线102一样,端子118由导电材料制成,诸如金属,这使得可熔元件310能够电连接到受保护电路的其余部分。因此,左端子118a连接到可熔元件310的左侧部分,而右端子118b连接到可熔元件310的右侧部分,其在图3a中被保险丝壳体302隐藏不可见,但在图3b中可见。
21.端子118还包括用于将可熔元件装配件300连接到保险丝壳体104的孔口。端子118a包括孔口312a和312b,而端子118b包括孔口314c和314d(统称为“孔口312”)。类似地,如图3a所示,保险丝壳体104包括孔口314a
‑
d(统称为“孔口314”)。可熔元件装配件300的孔口312对准保险丝壳体104的相应孔口314,使得端子118能够连接到保险丝壳体104,诸如通过将螺钉或螺栓设置为穿过孔口312、314。保险丝壳体104可以由顶部部分和底部部分组成,其中可熔元件装配件300夹在保险丝壳体104之间。
22.在保险丝装配件100的正常操作期间,电流通过保险丝元件310从母线102a流到母线102b(反之亦然)。在异常状况(即,过电流状况)期间,可熔元件310可能熔化并分离,并且电弧可能在可熔元件310的分离的端部之间传播。电弧可以蒸发保险丝壳体104内的可熔元件310的部分。可熔元件310可以包括多个弯曲部和曲率,如图所示。应当理解的是,可熔元件310的形状可以变化以适应期望的应用,使得在电弧放电期间,可熔元件310快速蒸发并隔离受保护的电路部件,以防止或减轻对这些部件的损坏。
23.在一些实施例中,端子118具有用于耦合到相应母线102的相应连接孔或孔口306a、306b(统称为“孔口306”)。孔口306可以被构造成将保险丝装配件100物理地和电气地连接到电源和电路部件。例如,孔口306可以被构造成接纳圆柱形突起,诸如螺栓或柱。母线102各自具有相应的输入螺柱308a、308b(统称为“输入螺柱308”),用于装配穿过相应的孔口306。如图3a所示,保险丝装配件100的左端子118a的孔口306a被定位在左母线102a的输入螺柱308a上方;类似地,右端子118b的孔口306b被定位在右母线102b的输入螺柱308b上方。尽管孔口306是圆形的并且输入螺柱308是圆柱形的,但是孔口306可以被构造成任何形状以接纳任何形状的螺栓、柱或其他保持/连接结构。
24.端子118被构造成将保险丝装配件100电连接到电源(未示出)和要保护的电路部件(未示出)。可熔元件310桥接并电连接端子118。在一些实施例中,可熔元件310由与端子118相同的导电材料制成,包括例如铜、锡、银、锌、铝。在其他实施例中,端子118由不同于保险丝元件310的材料制成。保险丝元件310可以被成形为用于提供电路中断的任何已知构造,包括但不限于丝、金属链接件和被成形为多个弯曲部和/或曲线的元件。用于形成可熔元件装配件300的各种技术是已知的,包括但不限于冲压、切割和打印,并且可以包括分离地或者作为单件形成可熔元件310和端子118。如果可熔元件310和端子118是分离形成的(也就是说,呈分离的件的形式),这些件随后可以使用各种技术接合在一起,包括例如钎焊、焊接和其他已知的接合工艺。
25.在图示300a、300b中,端子118通常是平坦的金属件;类似地,母线102通常是平坦的金属件。一旦母线102在保险丝装配件100的基座106内就位,其过程将在下面描述,包括左端子和右端子118的保险丝壳体104被放置成使得孔口306装配在输入螺柱308上。然后,保险丝壳体104被向下推,使得端子118和母线102彼此耦接,其中每个母线102的输入螺柱308从相应的孔口306突出。换句话说,一个平坦的金属件(端子304)位于第二金属件(母线102)的顶部,使得两个金属件之间的电气连接是可能的。
26.在示例性实施例中,保险丝装配件100的基座106和覆盖件110使用注射模具技术生产。注射成型是大规模生产塑料零件的机制。虽然实际过程有些复杂,但注射模具技术的核心是加热塑料球粒(pellet),直到它们熔化并将熔化的材料注射到模具(这就是所谓的模腔图像)中。模腔图像通常由钢或其他金属材料制成。因此,注射成型的基座106和注射成型覆盖件110两者由塑料材料制成,并且使用注射模具技术形成。
27.如上所述,存在两个母线102,保险丝壳体302的每一侧上一个用于连接到保险丝壳体104。如上所述,这些母线102由金属材料制成,诸如铜或其他材料。除了如图3a和图3b所示连接到保险丝壳体302之外,母线102还将保险丝壳体104连接到被保护电路的其他部件(未示出)。由于基座106是使用注射模具技术制造的,所以在熔化的塑料材料被注射到其中之前,金属母线102被插入到形成基座106的模腔图像中。注射的塑料材料根据模腔图像形成基座106的形状。设置在模腔图像周围的冷却棒将使注射的塑料材料冷却并最终固化成基座106的形状,其中金属母线102嵌入基座106中。
28.金属具有较高的表面能,而塑料具有较低的表面能。这些特性使得金属难以粘合到塑料上。附加地,诸如结晶度和极性的因素影响塑料粘合的能力。具有较高表面能的材料比具有较低的表面能的材料更容易润湿和粘附。金属母线102与保险丝基座106的塑料材料的组合,如果没有更多的话,通常不会促进不同材料之间的水密粘合。
29.国际电工技术委员会(iec)颁布了进入防护(ingress protection)代码(ip代码),其对由电气外壳提供的针对灰尘和水的侵入的防护的程度进行了分类。适用于汽车行业中的极端环境的电气保险丝盒(例如供与越野车辆、建筑装备、卡车和公共汽车一起使用)可能具有ip代码要求。ip代码的第一数字指示固体颗粒防护的等级,而第二数字指示液体进入防护。例如,列入符合ip67标准的外壳被认为是“隔尘的”,不允许灰尘进入外壳(“6”部件)中,同时也是隔水的,尽管外壳浸入到高达1米的水中持续30分钟(“7”部件)。
30.在示例性实施例中,保险丝装配件100的金属母线102在被插入到注射模具机械的模腔图像中之前被部分涂覆有图1中示出的密封剂材料108。密封剂108使得能够在保险丝装配件100的母线102和基座106之间形成更有效的粘合。在示例性实施例中,密封剂108被粉末涂覆到母线102上。
31.粉末涂覆是用于通常将呈粉末形式的材料涂覆到金属零件的工艺。粉末涂覆操作使用连接到空气压缩机的粉末涂覆枪。枪中的发射器棒在枪的前部中对空气充电。压缩空气将粉末移出枪,粉末穿过带电空气,并带起高压电荷。当这些带电粒子移动通过空气时,它们被吸引到正在被粉末涂覆的金属零件,该金属零件通过附接到粉末涂覆枪的接地引线而接地。电气吸引力使粉末颗粒完全涂覆金属的表面。金属零件然后在烘箱中被烘烤以固化涂层。
32.当与金属零件一起使用时,粉末涂覆被认为优于传统涂料。在示例性实施例中,密
封剂108是粉末材料,并且保险丝装配件100的金属母线102粉末涂覆有密封剂108。粉末涂覆工艺确保母线102的金属和密封剂108之间的紧密粘合。一旦粉末涂覆的密封剂108在母线102上固化,密封剂就被认为附着到母线102。然后,母线102准备好放置在模腔图像中以形成基座106。随后的注射成型操作利用构成保险丝装配件100的基座106的塑料材料填充模腔图像。
33.注射模具工艺包括将加热的液态塑料注射到模腔图像中。首先,待熔化的塑料球粒在被馈送到注射模具机的料斗之前可以与颜料或其他材料组合。塑料球粒从料斗进入由加热元件包围的筒形腔室,这些加热元件开始熔化塑料。进一步,筒形腔室内的往复式螺杆有助于均匀加热球粒和通过腔室朝向模腔图像运输球粒。在腔室的端部处,熔化的塑料被注射到模腔图像中,在这个应用中,该模腔图像包括母线102。母线102的已经涂覆有固化的密封剂108的部分因此被熔化的塑料包围,这将最终形成保险丝装配件100的基座106。冷却腔室包围模腔图像以冷却塑料基座106。最后,冷却的塑料基座106(包括密封剂固化的母线102)从模腔图像中释放。
34.在粉末涂覆工艺的固化步骤期间,母线102的金属和密封剂108之间形成紧密粘合。进一步,一旦包围母线的塑料基座106在注射模具操作中冷却,密封剂108和基座106的塑料之间也形成紧密粘合。进一步,在示例性实施例中,注射成型工艺的热量和压力增强了密封剂108的粘合能力。在一个实施例中,注射成型工艺的压力和热量的组合创建了这样的环境,在该环境中,基座106的塑料和密封剂108彼此交联,从而形成了牢固的粘合。所得到的经粘合的材料不能通过随后的加热操作分离,这因为材料已经彼此不可逆地硬化并且不能被熔化。密封剂108因此允许两个不同的材料(金属和塑料)在保险丝装配件100内形成紧密粘合。在示例性实施例中,金属(来自母线)、密封剂和(基座的)塑料的组合是防尘且防潮的。在一个实施例中,金属、密封剂和塑料的组合形成使得保险丝装配件100符合ip67的密封。
35.图4是根据示例性实施例的诸如图1的保险丝装配件100中使用的左母线102a的代表性图。这个图示出母线102a是单个金属件,其通常是具有两个圆柱形输入螺柱402和308a的细长矩形立方体,这些输入柱的后者连接到保险丝壳体104的端子118a(图3a和图3b)。输入螺柱402能够以类似于母线102如何连接到相应端子118的方式电气连接到被保护的电路,如上所述。
36.在保险丝装配件100的外部,母线102a是细长的金属件,在任一端处具有两个输入螺柱402和308a,用于分别连接到电路和保险丝壳体104,如上所述。母线102a的一部分406(阴影部分)是母线的将嵌入基座106的塑料材料中的一部分。到部分406的左部,母线102a在保险丝装配件100的基座106的外部(例如,参见图1)。到部分406的右部,母线102a在基座106的开口206中是可见的,保险丝壳体104和端子118将放置在该开口中。在示例性实施例中,诸如为了节省成本,仅母线102a的部分406被粉末涂覆有密封剂108。在另一实施例中,母线102a的整个矩形部分被粉末涂覆有密封剂108,但是输入螺柱402和308a没有被粉末涂覆。只要密封剂108不干扰连接点以便防止母线与电路(在一个端部处)以及与其相应保险丝端子(在另一端部处)之间的金属对金属接触,母线102a就可以自由地涂覆有密封剂108。母线102a被塑料材料包围的位置处的母线102a的粉末涂覆导致金属
‑
密封剂
‑
塑料粘合,这使得保险丝装配件100既防尘又防水。
37.在一个实施例中,用于制造保险丝装配件100的密封剂108是可以与注射成型操作一起使用的粉末基(powder
‑
based)粘合剂,换句话说,是模具内粘合剂。在另一实施例中,密封剂108是以粉末形式可用的热激活环氧树脂。在又一实施例中,密封剂108是压力激活的和热激活的喷涂粘合剂。在另一实施例中,密封剂108是用于金属
‑
塑料混合部件的可交联粘合促进剂,诸如由evonik制造的可商购产品hylink。
38.图5是根据示例性实施例的用于构建图1的保险丝装配件的工艺步骤的流程图。首先需要清洁母线102,诸如通过使用脱脂剂,诸如异丙醇或丙酮(框502)。这使得母线102具有基本上化学均匀的表面,这促进了粘合。进一步,为避免接触有皮肤油脂,在处理母线时应使用橡胶手套或处理工具。在母线的各部分不被粉末涂覆的情况下,这些部分首先被覆盖,诸如通过使用遮蔽胶带(框504)。母线102中的每一个的所选择(未覆盖)的部分然后被粉末涂覆有粉末密封剂108(框506)。在示例性实施例中,涂层厚度在52和94μm之间。在示例性实施例中,粉末密封剂108被施涂到母线102的将被覆盖在构成注射模具基座106的塑料材料中的部分,诸如图4中示出的部分406。一旦粉末涂层被施涂到母线102上,它们就在烘箱或其他加热设备中被加热(框508)。在示例性实施例中,母线在180至200℃下加热持续5至17分钟,并且当熔化完成时,密封剂的颜色应该从白色变为透明。由于固化工艺,将在密封剂材料108和母线102的金属之间形成紧密粘合。最佳地,直到将母线运输到注射成型设备,母线以使得经涂覆的零件免受微粒或任何其他形式的污染影响的方法存储。
39.一旦固化的密封剂是母线102的一部分,它们就被插入到注射成型设备的模腔图像中(框510)。因为每个保险丝装配件100包括两个母线102,所以两个母线102将被插入每个模腔图像内部。在示例性实施例中,只有每个母线102的利用固化的密封剂覆盖的部分(诸如部分406)被放置在模腔图像内部,而母线102的其余部分位于模腔图像外部。然后,将成为保险丝装配件100的基座106的塑料球粒沉积到注射成型机的料斗中(框512)。塑料球粒可以与少量的称为着色剂的颜料或其他材料混合。注射成型设备加热塑料球粒,直到它们呈流体形式。然后将流体塑料注射到模腔图像中(框514)。高压热塑料与母线102上的密封剂反应,从而在密封剂108和塑料之间形成粘合(框516)。包围模腔图像的冷却管或其他设备允许模腔图像内的基座106冷却(框518)。最后,从模腔图像中移除基座106,包括具有粉末涂覆的密封剂部分108的嵌入的母线102(框520)。形成了母线102的粉末涂覆的密封剂108和形成基座106的塑料材料之间的紧密粘合。除了图1的保险丝装配件100之外,图5的方法步骤实际上可以应用于其中金属母线利用如本文所述的塑料材料包覆成型的任何装置。
40.因此,根据示例性实施例公开了一种制造防尘且防潮的保险丝装配件的方法。通过在装配件内的母线的一部分上执行粉末涂覆操作,密封剂沉积在母线上,从而在母线的金属和密封剂之间形成紧密粘合或密封。进一步,通过将母线包括在注射模具设备的模腔图像中,形成保险丝装配件的基座的塑料包围母线的已经被密封剂固化的部分,因此在密封剂和保险丝装配件基座的塑料材料之间形成紧密粘合或密封。最后,金属、密封剂和塑料之间的紧密粘合或密封使得保险丝装配件既防尘又防潮,并且在示例性实施例中符合ip67。
41.如本文所用,以单数形式叙述并以单词“一”或“一个”开头的元件或步骤应被理解为不排除多个元素或步骤,除非明确叙述了这种排除。另外,对本公开的“一个实施例”的引用不旨在被解释为排除也结合所述特征的附加实施例的存在。
42.虽然本公开参考了某些实施例,但是在不脱离如所附(多个)权利要求中定义的本公开的范畴和范围的情况下对所描述的实施例的许多修改、变更和改变是可能的。因此,本公开旨在不限于所描述的实施例,而是其具有由以下权利要求及其等同物的语言所定义的全部范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。