1.本实用新型涉及电子玻璃成型技术领域,尤其涉及一种超薄电子玻璃成型设备。
背景技术:
2.玻璃生产工艺中,成型工艺控制是玻璃成型的关键环节,成型室的工艺布置又是致关重要的,玻璃带的板宽、薄厚差、板面质量等都取决于成型室。目前生产线生产1mm厚度玻璃,市场有一种规格宽度630mm比较畅销。
3.但是由于现有技术中,成型室压砖盒厚度较厚,净板宽不能达到3780mm(纵切六块630mm宽度的规格),只能生产宽度五块630mm,再配板一块宽度430mm,效净板宽只有3580mm,进而导致小规格市场销售不畅库房压货的问题。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中但是由于现有技术中,成型室压砖盒厚度较厚,净板宽不能达到3780mm(纵切六块630mm宽度的规格),只能生产宽度五块630mm,再配板一块宽度430mm,效净板宽只有3580mm,进而导致小规格市场销售不畅库房压货的问题的问题,而提出的一种超薄电子玻璃成型设备。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.一种超薄电子玻璃成型设备,包括成型室,所述成型室侧壁固定连接有加热钢板,所述成型室顶部一侧设置有左夹边机,所述成型室顶部另一侧靠左夹边机同一水平高度设置有右夹边机,所述成型室靠左夹边机下方螺栓连接有左压砖盒,所述成型室靠右夹边机下方螺栓连接有右压砖盒,所述左压砖盒与右压砖盒底部承接有引砖,所述加热钢板靠左压砖盒与右压砖盒一侧壁固定连接有云母片,所述左压砖盒与右压砖盒的材料选择厚度为十二毫米。
7.可选地,所述成型室外壳内设置有池边保温层,所述池边保温层材料选择为硅酸铝,所述池边保温层的厚度设置为300毫米。
8.可选地,所述成型室内壁贴合有池壁砖。
9.可选地,所述左压砖盒与右压砖盒均由横板、竖直板(所述横板底部一侧固定连接有竖直板,所述竖直板底部固定连接有加强筋。
10.可选地,所述引砖中间位置纵向均匀分布有玻璃液孔,所述玻璃液孔孔径选择为一毫米。
11.可选地,所述加强筋斜边与横边夹角设置为四十五度,所述引砖顶面两侧设置有夹角相同的斜肩。
12.与现有技术相比,本实用新型具备以下优点:
13.1、本实用新型改进后的压砖盒由12mm高温耐热不锈钢板组成,温度在1000℃以下强度不变形,固定引砖牢靠。为了防止压砖盒不锈钢板与里侧紧贴安防的电加热不锈钢电路短路,在压砖盒与电加热板之间隔离了0.5mm厚的不导电材料云母片。
14.2、我们通过打炉取出旧压砖盒更换新的压砖盒,上炉生产后玻璃带的毛板宽可以最大达到4050mm左右,解决了拉1mm厚度玻璃规格达不到3780mm的遗憾,实现了增产、增效、拓展市场的重大突破。
附图说明
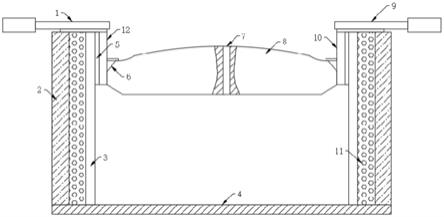
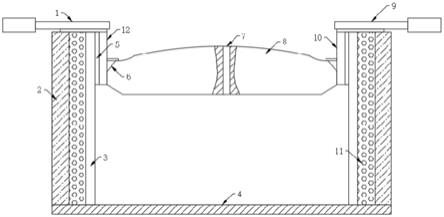
15.图1为本实用新型整体结构示意图;
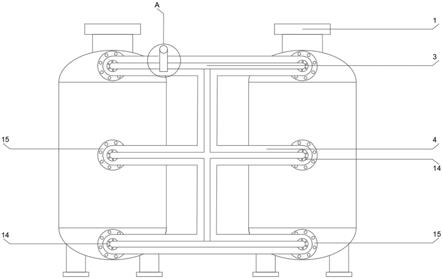
16.图2为压砖盒的侧视结构示意图。
17.图中:1左夹边机、2池边保温层、3加热钢板、4成型室、5云母片、6斜肩、7玻璃液孔、8引砖、9右夹边机、10右压砖盒、11池壁砖、12左压砖盒、121横板、122竖直板、123承砖板、124加强筋。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
19.参照图1
‑
2,一种超薄电子玻璃成型设备,包括成型室4,成型室4外壳内设置有池边保温层2,池边保温层2材料选择为硅酸铝,池边保温层2的厚度设置为300毫米,成型室4内壁贴合有池壁砖11,池壁砖11的材料选择为刚玉,成型室4侧壁固定连接有加热钢板3,成型室4顶部一侧设置有左夹边机1,成型室4顶部另一侧靠左夹边机1同一水平高度设置有右夹边机9,成型室4靠左夹边机1下方螺栓连接有左压砖盒12。
20.成型室4靠右夹边机9下方螺栓连接有右压砖盒10,左压砖盒12与右压砖盒10均由横板121、竖直板122、承砖板123、加强筋124组成,横板121底部一侧固定连接有竖直板122,竖直板122底部固定连接有加强筋124,左压砖盒12与右压砖盒10底部承接有引砖8,引砖8中间位置纵向均匀分布有玻璃液孔7,玻璃液孔7孔径选择为一毫米,加强筋124斜边与横边夹角设置为四十五度,引砖8顶面两侧设置有夹角相同的斜肩6,加热钢板3靠左压砖盒12与右压砖盒10一侧壁固定连接有云母片5,左压砖盒12与右压砖盒10的材料选择厚度为十二毫米,变形温度为一千摄氏度的不锈钢板。
21.工作原理如下:
22.原成型室4左压砖盒12与右压砖盒10设计厚度60mm,成型拉引玻璃带宽度毛板宽在3940mm左右,除去玻璃带两边切割边子宽度24mm左右,玻璃带净切割宽度只能3700mm一下,不能解决生产1mm厚度规格3780mm板宽的要求。而本装置中的改进后的左压砖盒12与右压砖盒10由12mm高温耐热不锈钢板组成,上炉生产后玻璃带的毛板宽可以最大达到4050mm左右,解决了拉1mm厚度玻璃规格达不到3780mm的遗憾。
23.本装置在使用时,将固态的玻璃板放置到成型室4内,成型室4内壁固定设置的加热钢板12外接供电电路对玻璃板熔融,玻璃液经引砖8的玻璃液孔7流入到引砖8上表面,左夹边机1与右夹边机9控制待冷却成型的玻璃板的厚度以及宽度。
24.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范
围之内。
技术特征:
1.一种超薄电子玻璃成型设备,包括成型室(4),其特征在于,所述成型室(4)侧壁固定连接有加热钢板(3),所述成型室(4)顶部一侧设置有左夹边机(1),所述成型室(4)顶部另一侧靠左夹边机(1)同一水平高度设置有右夹边机(9),所述成型室(4)靠左夹边机(1)下方螺栓连接有左压砖盒(12),所述成型室(4)靠右夹边机(9)下方螺栓连接有右压砖盒(10),所述左压砖盒(12)与右压砖盒(10)底部承接有引砖(8),所述加热钢板(3)靠左压砖盒(12)与右压砖盒(10)一侧壁固定连接有云母片(5),所述左压砖盒(12)与右压砖盒(10)的材料选择厚度为十二毫米。2.根据权利要求1所述的一种超薄电子玻璃成型设备,其特征在于,所述成型室(4)外壳内设置有池边保温层(2),所述池边保温层(2)的厚度设置为300毫米。3.根据权利要求1所述的一种超薄电子玻璃成型设备,其特征在于,所述成型室(4)内壁贴合有池壁砖(11)。4.根据权利要求1所述的一种超薄电子玻璃成型设备,其特征在于,所述左压砖盒(12)与右压砖盒(10)均由横板(121)、竖直板(122)、承砖板(123)、加强筋(124)组成。5.根据权利要求4所述的一种超薄电子玻璃成型设备,其特征在于,所述横板(121)底部一侧固定连接有竖直板(122),所述竖直板(122)底部固定连接有加强筋(124)。6.根据权利要求1所述的一种超薄电子玻璃成型设备,其特征在于,所述引砖(8)中间位置纵向均匀分布有玻璃液孔(7),所述玻璃液孔(7)孔径选择为一毫米。7.根据权利要求5所述的一种超薄电子玻璃成型设备,其特征在于,所述加强筋(124)斜边与横边夹角设置为四十五度,所述引砖(8)顶面两侧设置有夹角相同的斜肩(6)。
技术总结
本实用新型公开了一种超薄电子玻璃成型设备,涉及电子玻璃成型技术领域,包括成型室,所述成型室侧壁固定连接有加热钢板,所述成型室顶部一侧设置有左夹边机,所述成型室顶部另一侧靠左夹边机同一水平高度设置有右夹边机,所述成型室靠左夹边机下方螺栓连接有左压砖盒,所述成型室靠右夹边机下方螺栓连接有右压砖盒,所述左压砖盒与右压砖盒底部承接有引砖,本实用新型改进后的压砖盒由12mm高温耐热不锈钢板组成,温度在1000℃以下强度不变形,固定引砖牢靠。为了防止压砖盒不锈钢板与里侧紧贴安防的电加热不锈钢电路短路,在压砖盒与电加热板之间隔离了0.5mm厚的不导电材料云母片。片。片。
技术研发人员:张有良 丁志军 杜玉秦
受保护的技术使用者:寿光新烁材料科技有限公司
技术研发日:2021.04.19
技术公布日:2021/11/17
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。