1.本实用新型涉及机械加工工具技术领域,尤其涉及一种机加工位置找正专用工具。
背景技术:
2.车削加工的对刀方式主要采用两种方法:对刀仪式和试切对刀方式。对刀仪式虽然使用简便且能直接将数据输入数控系统,但是对刀仪式需要每台机床单独配置对刀仪部件,且对刀仪价格不菲,并且每个对刀仪只能对应一台机床使用,设备成本高。目前一般只在高端机床上配置使用,不利于推广应用。
3.在圆轴表面进行垂直或者某一角度钻、铣、刨、插削时,要更换成可调角度的装夹台钳,很考究操作者的技术水平。
4.刀具刃磨需要用到的角度板或者万能角度尺功能单一。
5.目前机械加工行业中,常用的工件中心找正方法有三爪卡盘法和打表调整法两种,其中三爪卡盘法是利用自定心三爪卡盘直接装夹工件,工件中心即与旋转轴轴心重合,这种方法的找正精度主要依赖于三爪的重复定位精度,而随着装夹次数的增多,其自身精度会降低,与旋转轴的相对位置也会发生偏移,很难保证工件的中心装夹定位精度。
6.综上所述,现有机械加工行业中工、量具齐全,但用途单一,位置找正费时且很考验技术员的技术水平。
技术实现要素:
7.为解决上述技术问题,本实用新型的目的是提供一种机加工位置找正专用工具,该工具可以快速找正刀具与工件之间的位置关系,有效进行角度找正,保证加工精度和加工效率。
8.本实用新型的目的通过以下的技术方案来实现:
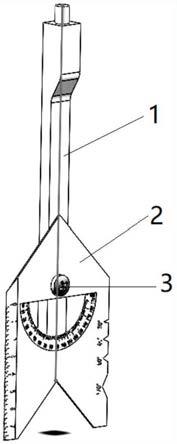
9.一种机加工位置找正专用工具,包括:包括装夹柄杆1、角度板2和固定螺栓3;所述装夹柄杆1通过所述固定螺栓3与所述角度板2连接。
10.与现有技术相比,本实用新型的一个或多个实施例可以具有如下优点:
11.在机加工时,该工具可以快速找正刀具与工件之间的位置关系,有效进行角度找正,大大降低了在机加工时找正工件位置和角度时所花费的时间,
12.提高了效率,使用方便,结构简单,价格还经济。
附图说明
13.图1是机加工位置找正专用工具结构示意图;
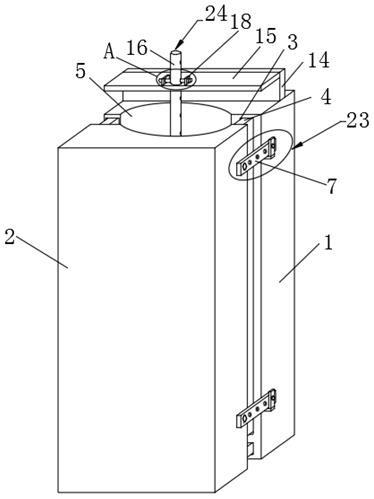
14.图2是机加工位置找正专用工具分解示意图;
15.图3是机加工位置找正专用工具划针校正示意图;
16.图4是机加工位置找正专用工具百分表校正示意图;
17.图5是机加工位置找正专用工具角度检测示意图;
18.图6是机加工位置找正专用工具内外圆心找中示意图;
19.图7是机加工位置找正专用工具方材、圆棒找中示意图;
20.图8是机加工位置找正专用工具倾斜角找中示意图。
具体实施方式
21.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合实施例及附图对本实用新型实施方式作进一步详细的描述。
22.如图1和图2所示,为机加工位置找正专用工具结构,包括装夹柄杆1、角度板2和固定螺栓3;所述装夹柄杆1通过所述固定螺栓3与所述角度板2 连接。
23.所述装夹柄杆1的上端设置有圆轴,该圆轴装夹在铣夹头、钻夹头上;装夹柄杆1上部三分之一处为平面突出设置,平面突出部分装夹在车床刀架上、或刨床或插床刀架上进行位置找正。所述装夹柄杆1的中部设置有轴线。
24.所述角度板(2)设置有刻度,且角度板刻度精确到0.5℃,垂直度和平行度精确到0℃。所述角度板一侧留有32
°
、45
°
、60
°
、120
°
固定角。所述角度板下部设置卡口,该卡口用于对圆棒料、方材进行轴心点、中心位置找正。
25.所述装夹柄杆1和角度板2采用工具钢材料制成;所述装夹柄杆大小为 16x16x190(单位mm);装夹柄杆和角度板的连接采用固定螺栓,整体大小80x245x16(单位mm)。在使用时,固定装夹柄杆,通过固定装夹柄杆,旋转角度板找正工件与主轴的角度位置,达到找正的目的。从而便于加工,节省时间。
26.上述实施例采用轴线原理设计,其精度不受外在因素影响,可有效保证找正精度;不需要特殊装夹装置,可直接使用在车床、铣床、钻床、刨床、插床、磨床等设备的刀具装夹套里进行对刀操作和位置找正,其实用性通用性强。
27.在车床上应用时,将本工具通过夹头装夹套在尾座上对工件的轴心找正,端面找正,可代替传统的划针找正、百分表打表找正(如图3所示)。
28.在车床上应用时,将本工具装夹在刀架上,使主轴轴线和本工具的中心高一致,可检测工件的同轴度校正(图4所示)。
29.本实施例具有角度板和万能角度尺的检测功能,可转动角度板与装夹杆柄形成角度检测,角度板两边分别有刻度尺和30
°
、45
°
、60
°
、120
°
固定角度样板可使用(如图5所示)。
30.本工具可通过夹头装夹在铣床、钻床、刨床等设备上,对轴类零件进行内外圆心、中心位置找正(如图6所示)。
31.本工具可通过夹头装夹在铣床、钻床、刨床等设备上,对方材、不规则体进行中心线位置找正(如图7所示)。
32.本工具可通过夹头装夹在铣床、钻床、刨床等设备上,找正工件与道具之间的倾斜角找正(如图8所示)。
33.虽然本实用新型所揭露的实施方式如上,但所述的内容只是为了便于理解本实用新型而采用的实施方式,并非用以限定本实用新型。任何本实用新型所属技术领域内的技术人员,在不脱离本实用新型所揭露的精神和范围的前提下,可以在实施的形式上及细节上作任何的修改与变化,但本实用新型的专利保护范围,仍须以所附的权利要求书所界定
的范围为准。
技术特征:
1.一种机加工位置找正专用工具,其特征在于,包括装夹柄杆(1)、角度板(2)和固定螺栓(3);所述装夹柄杆(1)通过所述固定螺栓(3)与所述角度板(2)连接。2.如权利要求1所述的机加工位置找正专用工具,其特征在于,所述装夹柄杆(1)的上端设置有圆轴,该圆轴装夹在铣夹头、钻夹头上。3.如权利要求1所述的机加工位置找正专用工具,其特征在于,装夹柄杆(1)上部三分之一处为平面突出设置,平面突出部分装夹在车床刀架上、或刨床或插床刀架上进行位置找正。4.如权利要求1所述的机加工位置找正专用工具,其特征在于,所述装夹柄杆(1)的中部设置有轴线。5.如权利要求1所述的机加工位置找正专用工具,其特征在于,所述角度板一侧留有32
°
、45
°
、60
°
、120
°
固定角。6.如权利要求1所述的机加工位置找正专用工具,其特征在于,所述角度板下部设置卡口,该卡口用于对圆棒料、方材进行轴心点、中心位置找正。7.如权利要求1所述的机加工位置找正专用工具,其特征在于,所述装夹柄杆(1)和角度板(2)采用工具钢材料制成。
技术总结
本实用新型公开了一种机加工位置找正专用工具,包括装夹柄杆、角度板和固定螺栓;所述装夹柄杆通过所述固定螺栓与所述角度板连接。本实用新型提供的工具大大降低了在机加工时找正工件位置和角度时所花费的时间,提高了效率,使用方便,结构简单,价格还经济。价格还经济。价格还经济。
技术研发人员:刘明先 徐晓峰 卢伟燎 张燕翔 蔡俊健 梁成斌
受保护的技术使用者:广州市交通技师学院(广州市交通高级技工学校)
技术研发日:2021.04.15
技术公布日:2021/11/17
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。