智能lng槽车装卸橇
技术领域
1.本实用新型涉及用于lng(液化天然气)、油品和气体等流体装卸车专用设备技术领域,具体是关于一种智能lng槽车装卸橇。
背景技术:
2.lng槽车装车橇(以下简称“装车橇”)是指将每一个lng装车鹤位内的仪表和设备集成在一个专用的框架结构内,实现预制、集成组装、测试完毕的一体化橇装设施。槽车装车橇系统分为橇体和鹤管两部份,后端与系统管道连接,前端是鹤管,直接与槽车的液相法兰和气相法兰连接,借助于定量控制系统,实现lng液体的装车作业。目前国内槽车装车橇能够达到国际同等技术水平,关键零件的国产化已成熟,与国外成熟设备相比,具有供货期短,售后服务和备品备件供货及时、价格优惠等优点,操作控制程序可根据项目差异进行调整。
3.流体装卸鹤管是橇的重要组成部件,位于橇的前端,承担液体从橇内向槽车装卸的责任。通常的低温装卸鹤管主要分为气相和液相两个臂,两个独立臂共同装在一个立柱上或者装在橇架上,实现流体的进气和进液,臂分为内臂、外臂及和垂管,在鹤管的外臂上一般设立用于主管线关断的球阀及在两边用于氮气置换的旁路球阀,外臂有一弹簧平衡系统用来平衡外臂的重量,便于操作卸车。目前每个槽车操作员负责两个装车橇、两台槽车的充装,实行两班倒的工作模式。
4.然而,现有槽车装车橇的不足主要体现在以下几个方面:
5.1)设置在装卸臂外臂上开关主阀和吹扫管支路阀为手动阀门,增加了外臂的操作力矩,需两个人同时用力推动才能与槽车对接,整个操作过程费时费力。同时也增加了弹簧的负载,对弹簧缸不利。
6.2)槽车装车步骤较多,停车后进行信息确认、充装前检查、装车臂对接、氮气吹扫、测漏、泄压、预冷、灌装、吹扫、拆臂等程序,臂上共计5个手动阀门需要人工转动10余次,前后顺序容易出错,操作安全性较低且操作人员工作量大。
技术实现要素:
7.针对上述问题,本实用新型的目的是提供一种智能lng槽车装卸橇,使槽车装卸过程自动化控制,能够减少人员劳动强度及人为操作带来的误差,提高安全性、智能化水平。
8.为实现上述目的,本实用新型采取以下技术方案:
9.本实用新型所述的智能lng槽车装卸橇,包括鹤管和自动化控制系统,所述鹤管包括立柱、气相内臂、气相外臂、液相内臂和液相外臂,所述气相内臂的第一端与所述立柱的上部连接,所述气相内臂的第二端与所述气相外臂的第一端连接,所述气相内臂或所述气相外臂上设置有气相自动阀门;所述液相内臂的第一端与所述立柱的下部连接,所述液相内臂的第二端与所述液相外臂的第一端连接,所述液相内臂或所述液相外臂上设置有液相自动阀门;所述自动化控制系统分别与所述气相自动阀门和所述液相自动阀门电连接,用
于控制所述气相自动阀门和所述液相自动阀门按顺序的打开与关闭。
10.所述的智能lng槽车装卸橇,优选地,所述气相自动阀门为气相气动阀门,所述气相气动阀门包括气相气动关断主阀和气相氮气吹扫气动阀,所述气相气动关断主阀和气相氮气吹扫气动阀分别设置在气相内臂上;所述液相自动阀门为液相气动阀门,所述液相气动阀门包括液相气动关断主阀、液相氮气吹扫入口气动阀和液相氮气吹扫出口气动阀,所述液相气动关断主阀、液相氮气吹扫入口气动阀和液相氮气吹扫出口气动阀分别设置在液相内臂上。
11.所述的智能lng槽车装卸橇,优选地,所述气相自动阀门为气相气囊阀门,所述气相气囊阀门包括气相气囊关断主阀和气相氮气吹扫气囊阀,所述气相气囊关断主阀和气相氮气吹扫气囊阀分别设置在气相外臂上;所述液相自动阀门为液相气囊阀门,所述液相气囊阀门包括液相气囊关断主阀、液相氮气吹扫入口气囊阀和液相氮气吹扫出口气囊阀,所述液相气囊关断主阀、液相氮气吹扫入口气囊阀和液相氮气吹扫出口气囊阀分别设置在液相外臂上。
12.所述的智能lng槽车装卸橇,优选地,所述气相内臂弯折并分为两段,第一段气相内臂的第一端与所述立柱连接,第一段气相内臂的第二端与第二段气相内臂的第一端通过第一气相旋转接头连接;所述气相外臂弯折并分为三段,第二段气相内臂的第二端与第一段气相外臂的第一端通过第二气相旋转接头连接,第一段气相外臂的第二端通过第三气相旋转接头与第二段气相外臂的第一端连接,第二段气相外臂的第二端通过第四气相旋转接头与所述第三段气相外臂的第一端连接;所述液相内臂弯折并分为两段,第一段液相内臂的第一端与所述立柱连接,第一段液相内臂的第二端与第二段液相内臂的第一端通过第一液相旋转接头连接;所述液相外臂弯折并分为三段,第二段液相内臂的第二端与第一段液相外臂的第一端通过第二液相旋转接头连接,第一段液相外臂的第二端通过第三液相旋转接头与第二段液相外臂的第一端连接,第二段液相外臂的第二端通过第四液相旋转接头与所述第三段液相外臂的第一端连接。
13.所述的智能lng槽车装卸橇,优选地,所述鹤管还包括气相垂管和液相垂管,所述第三段气相外臂的第二端与所述气相垂管的第一端通过第五气相旋转接头连接,所述气相垂管的第二端设有气相快速接头,所述气相垂管上设置有气相拉断阀,所述气相拉断阀与所述自动化控制系统电连接;所述第三段液相外臂的第二端与所述液相垂管的第一端通过第五液相旋转接头连接,所述液相垂管的第二端设有液相快速接头,所述液相垂管上设置有液相拉断阀,所述液相拉断阀与所述自动化控制系统电连接。
14.所述的智能lng槽车装卸橇,优选地,所述鹤管还包括气相弹簧缸和液相弹簧缸,所述气相弹簧缸与所述第二段气相外臂平行设置,且所述气相弹簧缸的一端与所述第一段气相外臂通过第一连接件连接;所述液相弹簧缸与所述第二段液相外臂平行设置,且所述液相弹簧缸的一端与所述第一段液相外臂通过第二连接件连接。
15.本实用新型由于采取以上技术方案,其具有以下优点:
16.(1)鹤管上的阀门从手动式变为自动控制,省去了现场操作人员频繁关闭阀门的操作,避免手动误操作带来的安全隐患。同时阀门在软件控制下更加精确,提高了装卸效率,实现了鹤管和橇一体智能化作业,提高了系统的安全性和智能化;
17.(2)自动阀门为气动阀门,并将阀门位置改至鹤管内臂(包括气相内臂和液相内
臂)上后,能够大大减轻了弹簧缸的负载,装车臂在打开和收拢的操作过程中变得更加流畅自如,更加方便快捷。仅需1人可以完成整个装车流程。节省了操作员数量,降低人工成本;
18.(3)自动阀门为气囊阀门,并将阀门位置保留在鹤管外臂(包括气相外臂和液相外臂)上,由于气囊阀门较轻,也在一定程度上减轻了弹簧缸的负载,装车臂在打开和收拢的操作过程中变得更加流畅自如,更加方便快捷。仅需1人可以完成整个装车流程。节省了操作员数量,降低人工成本。
附图说明
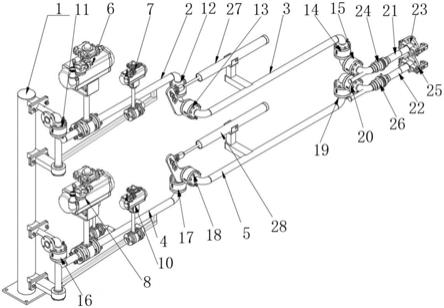
19.图1为本实用新型第一实施例的鹤管的立体结构示意图;
20.图2为图1的主视图;
21.图3为本实用新型第二实施例的鹤管的立体结构示意图。
22.图中各附图标记为:
[0023]1‑
立柱;2
‑
气相内臂;3
‑
气相外臂;4
‑
液相内臂;5
‑
液相外臂;6
‑
气相气动关断主阀;7
‑
气相氮气吹扫气动阀;8
‑
液相气动关断主阀;9
‑
液相氮气吹扫入口气动阀;10
‑
液相氮气吹扫出口气动阀;11
‑
第一气相旋转接头;12
‑
第二气相旋转接头;13
‑
第三气相旋转接头;14
‑
第四气相旋转接头;15
‑
第五气相旋转接头;16
‑
第一液相旋转接头;17
‑
第二液相旋转接头;18
‑
第三液相旋转接头;19
‑
第四液相旋转接头;20
‑
第五液相旋转接头;21
‑
气相垂管;22
‑
液相垂管;23
‑
气相快速接头;24
‑
气相拉断阀;25
‑
液相快速接头;26
‑
液相拉断阀;27
‑
气相弹簧缸;28
‑
液相弹簧缸;29
‑
气相气囊关断主阀;30
‑
气相氮气吹扫气囊阀;31
‑
液相气囊关断主阀;32
‑
液相氮气吹扫入口气囊阀;33
‑
液相氮气吹扫出口气囊阀。
具体实施方式
[0024]
以下将结合附图对本实用新型的较佳实施例进行详细说明,以便更清楚理解本实用新型的目的、特点和优点。应理解的是,附图所示的实施例并不是对本实用新型范围的限制,而只是为了说明本实用新型技术方案的实质精神。
[0025]
实施例1:
[0026]
如图1和2所示,本实用新型提供的智能lng槽车装卸橇,包括鹤管和自动化控制系统(图中未示出),鹤管包括立柱1、气相内臂2、气相外臂3、液相内臂4和液相外臂5,气相内臂2的第一端与立柱1的上部连接,气相内臂2的第二端与气相外臂3的第一端连接,气相内臂2上设置有气相自动阀门;液相内臂4的第一端与立柱1的下部连接,液相内臂4的第二端与液相外臂5的第一端连接,液相内臂4上设置有液相自动阀门;自动化控制系统分别与气相自动阀门和液相自动阀门电连接,用于控制气相自动阀门和液相自动阀门按顺序的打开与关闭。
[0027]
在上述实施例中,优选地,气相自动阀门为气相气动阀门,气相气动阀门包括气相气动关断主阀6和气相氮气吹扫气动阀7,气相气动关断主阀6和气相氮气吹扫气动阀7分别设置在气相内臂2上;液相自动阀门为液相气动阀门,液相气动阀门包括液相气动关断主阀8、液相氮气吹扫入口气动阀9和液相氮气吹扫出口气动阀10,液相气动关断主阀8、液相氮气吹扫入口气动阀9和液相氮气吹扫出口气动阀10分别设置在液相内臂4上。
[0028]
其中,需要说明的是:气相气动关断主阀6具有以下作用:
[0029]
①
装卸完毕后,关断该阀门将管道与外界隔离开,防止管道内介质流出,也防止外界空气流入管道系统内部。
[0030]
②
装卸车前,关闭该阀门,对气相外臂进行密封试验,然后进行氮气吹扫和置换。
[0031]
③
装车时打开此阀门,槽车内bog(lng蒸发气)通过气相回现场储罐,槽车内压力降低,保证装车流速。
[0032]
④
卸车时关闭此阀门,气化后的bog通过气相充入槽车内。卸车结束后打开此阀门,槽车内的bog回收入现场储罐。
[0033]
气相氮气吹扫气动阀7的作用为:打开此阀门对气相外臂进行密封试验,然后进行氮气吹扫和置换管道内部空气。
[0034]
液相气动关断主阀8具有以下作用:
[0035]
①
装卸车前,打开此阀门可进行装车和卸车作业。
[0036]
②
装卸完毕后,关断该阀门将管道与外界隔离开,防止管道内介质流出,也防止大气杂质流入管道系统内部。
[0037]
③
装卸车前,关闭该阀门,对外臂进行密封试验,然后进行氮气吹扫和置换。
[0038]
液相氮气吹扫入口气动阀9具有以下作用:
[0039]
①
打开此阀门对液相外臂进行密封试验,然后进行氮气吹扫和置换管道内部空气。
[0040]
②
装卸完成后,打开该阀门用氮气将液相外臂管道内的残留介质吹出。
[0041]
液相氮气吹扫出口气动阀10的作用为:装卸完成后,打开此阀门,将液相外臂内的残留介质从该阀门吹到装卸橇内放空管路系统。
[0042]
在上述实施例中,优选地,气相内臂2弯折并分为两段,第一段气相内臂的第一端与立柱1连接,第一段气相内臂的第二端与第二段气相内臂的第一端通过第一气相旋转接头11连接;气相外臂3弯折并分为三段,第二段气相内臂的第二端与第一段气相外臂的第一端通过第二气相旋转接头12连接,第一段气相外臂的第二端通过第三气相旋转接头13与第二段气相外臂的第一端连接,第二段气相外臂的第二端通过第四气相旋转接头14与所述第三段气相外臂的第一端连接;液相内臂4弯折并分为两段,第一段液相内臂的第一端与立柱1连接,第一段液相内臂的第二端与第二段液相内臂的第一端通过第一液相旋转接头16连接;液相外臂5弯折并分为三段,第二段液相内臂的第二端与第一段液相外臂的第一端通过第二液相旋转接头17连接,第一段液相外臂的第二端通过第三液相旋转接头18与第二段液相外臂的第一端连接,第二段液相外臂的第二端通过第四液相旋转接头19与所述第三段液相外臂的第一端连接;第一气相旋转接头11、第二气相旋转接头12、第三气相旋转接头13和第四气相旋转接头14可使气相内臂2和气相外臂3在各自的相邻段的连接处旋转;第一液相旋转接头16、第二液相旋转接头17、第三液相旋转接头18和第四液相旋转接头19可使液相内臂4和液相外臂5在各自的相邻段的连接处旋转。
[0043]
在上述实施例中,优选地,鹤管还包括气相垂管21和液相垂管22,第三段气相外臂的第二端与气相垂管21的第一端通过第五气相旋转接头15连接,气相垂管的第二端设有气相快速接头23,气相垂管上设置有气相拉断阀24,气相拉断阀24与自动化控制系统电连接;第三段液相外臂的第二端与液相垂管22的第一端通过第五液相旋转接头20连接,液相垂管22的第二端设有液相快速接头25,液相垂管22上设置有液相拉断阀26,液相拉断阀26与自
动化控制系统电连接;第五气相旋转接头15可使气相垂管21在其与第三段气相外臂的连接处旋转,第五液相旋转接头20可使液相垂管22在其与第三段液相外臂的连接处旋转;气相快速接头23和液相快速接头25用于分别与槽车上的气相接头和液相接头连接。
[0044]
其中,需要说明的是:气相拉断阀24和液相拉断阀26具有以下作用:
[0045]
①
防止紧急情况下,车离开现场时来不及拆除臂(气相内臂、气相外臂和气相垂管组成的整体结构或者液相内臂、液相外臂和液相垂管组成的整体结构)与槽车尾部的法兰连接。
[0046]
②
防止司机忘记拆除臂与槽车尾部的法兰连接,拉坏装卸臂。
[0047]
③
在意外拉断情况下,自身关闭流体流通截面,防止介质流出。
[0048]
在上述实施例中,优选地,鹤管还包括气相弹簧缸27和液相弹簧缸28,气相弹簧缸27与第二段气相外臂平行设置,且气相弹簧缸27的一端与第一段气相外臂通过第一连接件连接;液相弹簧缸28与第二段液相外臂平行设置,且液相弹簧缸28的一端与第一段液相外臂通过第二连接件连接;由此,气相弹簧缸27和液相弹簧缸28可分别用于平衡气相外臂3和液相外臂5的重量。
[0049]
实施例2:
[0050]
如图3所示,与实施例1不同的是:气相外臂3上设置有气相自动阀门;液相外臂5上设置有液相自动阀门;其中,气相自动阀门为气相气囊阀门,气相气囊阀门包括气相气囊关断主阀29和气相氮气吹扫气囊阀30,气相气囊关断主阀29和气相氮气吹扫气囊阀30分别设置在气相外臂3上;液相自动阀门为液相气囊阀门,液相气囊阀门包括液相气囊关断主阀31、液相氮气吹扫入口气囊阀32和液相氮气吹扫出口气囊阀33,所述液相气囊关断主阀31、液相氮气吹扫入口气囊阀32和液相氮气吹扫出口气囊阀33分别设置在液相外臂5上。
[0051]
本实用新型所述的智能lng槽车装卸橇的工作过程为:
[0052]
1)接车:将鹤管末端的气相快速接头23和液相快速接头25与槽车尾部接头快速连接好,此时气相内臂2和液相内臂4上所有阀门均处于关闭状态;
[0053]
2)检漏、氮气吹扫和置换程序:自动化控制系统语音提示司机将槽车上相应液相排空阀和气相排空阀打开,自动化控制系统通过软件自动控制液相内臂4上的氮气吹扫管线上的液相氮气吹扫入口气动阀9开启或液相外臂上的氮气吹扫管线上的液相氮气吹扫入口气囊阀32开启,通入氮气进行检漏、吹扫和置换,完成后自动化控制系统关闭液相内臂4上的液相氮气吹扫入口气动阀9或关闭液相外臂5上的液相氮气吹扫入口气囊阀32;
[0054]
3)充装:车辆满足装车条件后由操作员现场确认,并点击移动控制设备控制plc开始充装;
[0055]
4)装卸程序:自动化控制系统保持气相气动关断主阀6或气相气囊关断主阀29、液相气动关断主阀8或液相气囊关断主阀31持续开启,到达装车量5%,自动化控制系统确认达到提速点,进行全速;充装到达装车量85%,自动化控制系统根据槽车状态确定是否有空间继续装车;
[0056]
5)槽车压力达到5.5mpa以上,自动化控制系统自动切断橇内主关断阀,以保证充装过程不超冲安全;
[0057]
6)臂的吹扫:充装结束后,自动化控制系统关闭液相气动关断主阀8或液相气囊关断主阀31、打开液相氮气吹扫入口气动阀9或液相氮气吹扫入口气囊阀32,同时提醒司机关
闭槽车上相应阀门,打开液相氮气吹扫出口气动阀10或液相氮气吹扫出口气囊阀33,对臂进行吹扫,吹扫干净后自动化控制系统关闭液相氮气吹扫入口气动阀9或液相氮气吹扫入口气囊阀32;
[0058]
7)鹤管归位:自动化控制系统提示司机断开气相快速接头23和液相快速接头25与槽车尾部接头的连接,并将气相内臂2、气相外臂3、液相内臂4和液相外臂5安置至指定位置锁紧。
[0059]
最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。