一种大厚度窄间隙钛合金板mig/mag焊枪
技术领域
1.本实用新型属于焊接加工技术领域,尤其是涉及一种大厚度窄间隙钛合金板mig/mag 焊枪。
背景技术:
2.钛合金因其所具有的比强度高、无磁性、无毒性、强度高、耐腐蚀、工作温度区间宽、加工成型好等许多优良特性被誉为海洋金属、空间金属和未来金属。其广泛应用于海洋钻探、压力容器、深潜器、核潜艇、宇航舰船、武器装备等领域。早在上个世纪80 年代的时候,美国的海防建设军队就已经开始釆用钛合金制造远洋运输舰艇,使其使用寿命以及稳定性大幅度提高,维修成本也大幅降低。近年来,很多西方发达国家在深海空间工作站制造业中使用钛合金材料的比例一直在增加。
3.与整体冲压成形相比,焊接制备加工量小、周期短、耗材少,成本低。深海空间工作站、核潜艇及深潜器等领域所需钛合金均为大厚度板材,厚度往往达到20mm,一般为提高生产效率设计窄间隙坡口进行焊接。目前,大厚度钛合金窄间隙焊接时多采用真空电子束焊接和激光填丝焊。电子束焊接需要真空环境,除了增加生产成本外,也限制了焊接加工试件的尺寸,同时其还会产生一定辐射;而窄间隙激光填丝焊接技术仍然对高功率激光器有较大依赖,然而激光功率过大,加热区域范围不易控制,等离子体及匙孔不稳定,导致焊缝的熔合比增大,牺牲了激光热源精确加热的优势,并且容易出现飞溅和烟雾,这些都会严重影响焊接质量。
4.目前应用广泛的mig焊接设备成本低,操作简单,焊接生产效率高,在碳钢、低合金钢及铝合金等产品应用较为成熟。但是截至目前在大厚度钛合金窄间隙焊接应用是空白,主要原因是常规mig焊枪直径较大,通常在20
‑
25mm之间,而窄间隙坡口宽度大概在5
‑
8mm之间,造成焊枪无法在焊接坡口中进行焊接,而且由于mig焊接热输入较大,容易造成钛合金焊缝晶粒过大从而影响焊缝力学性能。
5.钛合金在高温焊接条件下对气体有很高的化学活性,容易被空气、水分、油脂等污染,使钛合金与其中的氧、氮、氢发生作用,从而降低焊接接头的塑性和韧性。在高温条件下钛与氧、氮、氢等的亲和力非常强,无气体保护的钛合金在300℃以上开始吸氢,在600℃以上开始吸氧,700℃以上开始吸氮,这些氢、氧、氮被钛合金吸收后会引起接头脆化,从而使得焊接接头的淬硬倾向提高,塑性及韧性严重下降,甚至还会出现大量气孔及裂纹缺陷。因此有必要设计一种大厚度窄间隙钛合金板mig/mag焊枪。
技术实现要素:
6.有鉴于此,本实用新型旨在提出一种大厚度窄间隙钛合金板mig/mag焊枪,既能保证mig焊枪头在大厚度钛合金窄间隙坡口中自由行走,焊丝通过超窄间隙导电嘴精准抵达焊缝坡口待焊位置,又能保证焊缝金属被焊枪的气体保护装置保护完全,从而有效的保证晶粒尺寸,实现优质高效低成本焊接大厚度钛合金材料。
7.为达到上述目的,本实用新型的技术方案是这样实现的:
8.一种大厚度窄间隙钛合金板mig/mag焊枪,包括依次连接的枪头组件、电缆总成和欧式接头组件,所述的枪头组件包括依次连接的导电枪头、45
°
枪颈和焊枪把手组件,所述的导电枪头包括两级式导电嘴、锥喷嘴和气体加强保护装置,所述的两级式导电嘴包括一体成型的一级常规导电嘴和二级细长导电嘴,两级式导电嘴的一级常规导电嘴与导电嘴座连接,所述的导电嘴座通过分流器与45
°
枪颈上的导电嘴座接头连接,在所述的两级式导电嘴外套设有锥喷嘴,所述的两级式导电嘴的二级细长导电嘴伸出锥喷嘴设置,所述气体加强保护装置固定在锥喷嘴上,锥喷嘴的上端与45
°
枪颈之间螺纹连接;所述的气体加强保护装置包括挡板和两个进气嘴,在挡板的中心处设有与锥喷嘴连接用的锥喷嘴连接口,两个进气嘴以锥喷嘴连接口为中心对称分布。
9.进一步的,所述焊枪把手组件包括前枪壳和扳机。
10.进一步的,所述欧式接头组件包括水冷欧式插头和后枪壳组件,所述电缆总成与水冷欧式插头相连且通过插件锁母锁紧,在电缆总成与水冷欧式插头连接处套设后枪壳组件,所述电缆总成包括送气管、电缆、导丝管、出水管和电弧控制线。
11.进一步的,所述二级细长导电嘴的长度为20mm,直径为4mm。
12.进一步的,所述锥喷嘴采用双头螺纹结构,且在锥喷嘴上部的内表面设有与45
°
枪颈外壁连接的内螺纹段,在锥喷嘴的下部的外表面设有与锥喷嘴连接口连接的内螺纹段。
13.进一步的,进气嘴与挡板呈45
°
夹角布置。
14.进一步的,所述焊枪配有水冷系统,所述水冷系统包括水管和水管护套,水管的一端与电缆总成连通,另一端设有水嘴橡胶堵头,在水管外设置水管护套,所述水管护套固定在后枪壳组件上且与后枪壳组件连通。
15.进一步的,在所述电缆总成的两端部处分别设有前弹簧护套和后弹簧护套。
16.进一步的,所述焊枪还包括送丝软管,所述送丝软管套接在螺母内,送丝软管的一端与水冷欧式插头连接,在水冷欧式插头上设有与焊机o型槽卡紧的o型圈。
17.进一步的,在导电嘴座与45
°
枪颈之间设有用于避免导电的塑料垫圈。
18.相对于现有技术,本实用新型所述的一种大厚度窄间隙钛合金板mig/mag焊枪具有以下优势:
19.1、该焊枪可以承受焊接电流≦550a范围内的二氧化碳气体保护焊及焊接电流≦500 a范围内的氩气及混合气体保护焊;
20.2、该焊枪可以通过更换导电嘴适应直径为1.2mm
‑
1.6mm范围内的焊丝mig/mag焊接;
21.3、该焊枪在焊枪前进方向上,前后各增加了一路保护气体,充盈了焊接空间,延长了气体保护时间,增强了气体保护效果;同时,从喷嘴输出的气体流量与常规焊接一致,不会因为为了增强气体保护,调大气流量,导致保护气体对电弧过冷却而影响电弧稳定和造成气体保护层紊流现象;
22.4、该焊枪配有水冷系统,可以保证焊枪长时间焊接而不会发生过热现象。
附图说明
23.构成本实用新型的一部分的附图用来提供对本实用新型的进一步理解,本实用新
型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
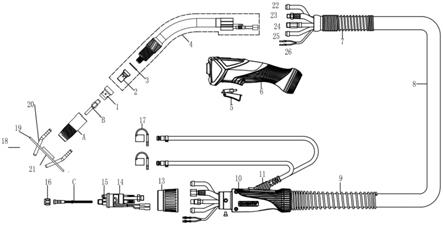
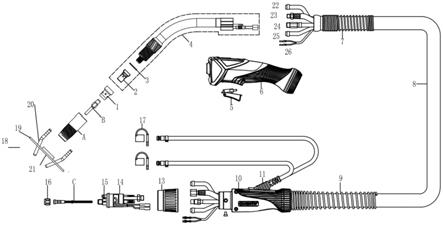
24.图1为本实用新型实施例所述的一种大厚度窄间隙钛合金板mig/mag焊枪的整体结构示意图;
25.图2为本实用新型实施例所述的一种大厚度窄间隙钛合金板mig/mag焊枪的结构分解图;
26.图3为枪头组件的整体结构示意图;
27.图4为枪头组件的剖视图;
28.图5为tc4钛合金窄间隙mig焊接接头微观形貌图。
29.附图标记说明:
30.a
‑
锥喷嘴,b
‑
两级式导电嘴,c
‑
送丝软管,1
‑
分流器,2
‑
导电嘴座,3
‑
塑料垫圈, 4
‑
45
°
枪颈,5
‑
扳机,6
‑
前枪壳,7
‑
前弹簧护套,8
‑
电缆总成,9
‑
后弹簧护套,10
‑
后枪壳组件,11
‑
水管护套,13
‑
插件锁母,14
‑
水冷欧式插头,15
‑
o型圈,16
‑
螺母,17
‑
水嘴橡胶堵头,18
‑
气体加强保护装置,19
‑
挡板,20
‑
进气嘴,21
‑
锥喷嘴连接口,22
‑
送气管, 23
‑
电缆,24
‑
导丝管,25
‑
出水管,26
‑
电弧控制线。
具体实施方式
31.需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。
32.下面将参考附图并结合实施例来详细说明本实用新型。
33.如图1
‑
图4所示,一种大厚度窄间隙钛合金板mig/mag焊枪,包括依次连接的枪头组件、电缆总成8和欧式接头组件,所述的枪头组件包括依次连接的导电枪头、45
°
枪颈4和焊枪把手组件,所述的导电枪头包括两级式导电嘴b、锥喷嘴a和气体加强保护装置18,所述的两级式导电嘴b包括一体成型的一级常规导电嘴和二级细长导电嘴,两级式导电嘴的一级常规导电嘴与导电嘴座2连接,所述的导电嘴座2通过分流器1与45
°
枪颈4上的导电嘴座接头连接,在所述的两级式导电嘴b外套设有锥喷嘴a,所述的两级式导电嘴b的二级细长导电嘴伸出锥喷嘴a设置,所述气体加强保护装置18固定在锥喷嘴a上,锥喷嘴a的上端与45
°
枪颈4之间螺纹连接;所述的气体加强保护装置18包括挡板19和两个进气嘴20,在挡板19的中心处设有与锥喷嘴a连接用的锥喷嘴连接口21,两个进气嘴20以锥喷嘴连接口21为中心对称分布;进气嘴20与挡板19呈45
°
夹角布置;本技术设计在在焊枪前进方向上,前后更增加了一路保护气体,充盈了焊接空间,增强了气体保护效果。同时,从喷嘴输出的气体流量与常规焊接一致,不会因为为了增强气体保护,调大气流量,导致保护气体对电弧过冷却而影响电弧稳定;
34.气体加强保护装置18的两个进气嘴20可以通过单独的供气单元供气,也可以通过设置管道与45
°
枪颈4连通,使用原有的提个气源提供三路保护气。
35.本技术设有三路保护气:焊枪枪颈为主要焊接用保护气体,气体加强保护装置提供两路焊接空间保护气体,能够对焊接质量提供保障。
36.焊枪把手组件包括前枪壳6和扳机5。焊枪把手组件采用符合人体工程学的设计,基于持枪的舒适度和焊接姿势的设计,并保证内部布线合理,让枪头更加轻便利于焊接操
作。
37.所述欧式接头组件包括水冷欧式插头14和后枪壳组件10,所述电缆总成8与水冷欧式插头14相连且通过插件锁母13锁紧,在电缆总成8与水冷欧式插头14连接处套设后枪壳组件10,所述电缆总成8包括送气管22、电缆23、导丝管24、出水管25和电弧控制线。
38.二级细长导电嘴是在常规导电嘴前端增加了窄间隙焊接的导丝导电设计。此设计保证喷嘴在标准安装模式下,导电嘴能伸出喷嘴20mm。且导电嘴的直径为4mm,即可以保证至少间隙5mm的钛合金板超窄间隙mig焊接。所述锥喷嘴a采用双头螺纹结构,且在锥喷嘴a上部的内表面设有与45
°
枪颈4外壁连接的内螺纹段,在锥喷嘴a的下部的外表面设有与锥喷嘴连接口21连接的内螺纹段。锥喷嘴a上端设计为内螺纹,配合45
°
枪颈的螺纹段,可以调节锥喷嘴a沿导电嘴轴心方向上下活动,控制导电嘴实际外露长度,适应各种坡口深度的焊缝。
39.所述焊枪配有水冷系统,所述水冷系统包括水管和水管护套11,水管的一端与电缆总成8连通,另一端设有水嘴橡胶堵头17,在水管外设置水管护套11,所述水管护套11 固定在后枪壳组件10上且与后枪壳组件10连通;通过焊枪配有水冷系统,来保证焊枪长时间焊接而不会发生过热现象。
40.所述电缆总成的两端部处分别设有前弹簧护套7和后弹簧护套9,对相应组件进行保护。所述焊枪还包括送丝软管c,所述送丝软管c套接在螺母16内,送丝软管c的一端与水冷欧式插头14连接,在水冷欧式插头14上设有与焊机o型槽卡紧的o型圈15。
41.在导电嘴座2与45
°
枪颈4之间设有用于避免导电的塑料垫圈3。
42.该焊枪的尾部插口为通用插口,可以与市面常用焊接电源进行匹配安装配合使用。
43.本技术的焊枪的工作原理与现有焊枪工作原理相同,在此不再赘述。利用本技术的焊枪对规格为300mm
×
150mm
×
30mm的钛合金板,采用坡口钝边为4mm,坡口间隙为5.2mm,坡口角度为2
°
,焊丝规格为1.2mm,保护气体为纯氩气,气流量为30l/min进行焊接时,从焊接接头纵向宏观形貌(如图5)可以发现,焊缝组织为柱状晶,焊接接头无未熔合、气孔及夹渣等焊接缺陷。
44.本技术的焊枪装置设计合理,科学,而熔敷效率较传统mig焊提高了40%,焊接速度及焊接效率较传统激光填丝焊提高了50%。
45.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。