1.本实用新型一般地涉及物流分拣技术领域,特别是涉及供料装置、供料系统及分拣设备。
背景技术:
2.目前,随着电商行业的发展,电商平台已成为人们的消费主流,人们对快递包裹的时效要求越来越高。传统人工拣选包裹的方式已不能满足市场需求。通过分拣设备分拣包裹的方式,提高了分拣效率,还节省了大量的人工成本。
3.相关技术中,分拣设备常见有环形、直线形。环形分拣设备相较于直线形分拣设备,在投放包裹的格口数量相同的情况下,环形分拣设备所占用场地的空间较小,分拣设备中的供料机构及分拣装置的分布更加集中,从而方便工作人员进行批量拣选工作。
4.其中,供料机构通常布置在环形分拣设备的直线段,方便控制货物能够准备投入到分拣装置的分拣小车中间位置。然而,直线段通常设置有多个用于投放包裹的格口,将供料机构布置在直线段,无疑占用了部分格口的空间,格口数量有所减少,导致分拣效率低。
技术实现要素:
5.为了解决现有技术中存在的上述问题,本公开提供一种供料装置、供料系统及分拣设备。
6.根据本实用新型的第一方面提供一种供料装置,用于对沿分拣主线运动的分拣小车供料,所述分拣主线包括弧形段,其中,所述供料装置包括位于所述弧形段的切线方向上的供料主线,所述供料主线包括:差速传输机构,所述差速传输机构的出料端与所述弧形段的侧面对接,用于改变待分拣的货物的输送方向,使所述待分拣的货物的输送方向与所述分拣小车在所述出料端位置的运动方向相匹配,并将所述待分拣的货物输送至所述分拣小车。
7.在一实施例中,所述差速传输机构包括多条第一输送带及多个电机;其中,多个所述第一输送带相互平行设置,且多个所述第一输送带的末端分别邻接所述弧形段;所述多个电机分别驱动对应的第一输送带转动。
8.在一实施例中,多条所述第一输送带的长度在所述供料主线的宽度方向上递增或递减,使多条所述第一输送带的末端形成与所述弧形段的外形相匹配的弧形。
9.在一实施例中,所述供料装置还包括:一个或多个第一检测件,所述第一检测件用于检测所述待分拣的货物位于所述供料主线上的输送位置,所述差速传输机构基于接收到的控制信号,改变所述待分拣的货物的输送方向和/或输送速度,其中,所述控制信号基于所述输送位置确定;和/或,所述第一检测件用于检测所述待分拣的货物的体积,所述差速传输机构基于接收到的控制信号,改变所述待分拣的货物的输送方向和/或输送速度,其中,所述控制信号基于所述待分拣的货物的体积确定。
10.在一实施例中,所述供料主线还包括:第一传送机构,用于将所述待分拣的货物传
送至所述差速传输机构。
11.在一实施例中,所述第一传送机构包括多条相互平行的第二输送带,多个所述第一检测件设置于所述第二输送带的下方,且暴露于相邻两个所述第二输送带之间的空隙,其中,多个所述第一检测件通过被遮挡的个数以及被遮挡的位置,获取所述待分拣的货物的体积和所述待分拣的货物位于所述供料主线上的位置。
12.在一实施例中,所述供料主线还包括:第二传送机构,所述第二传送机构上设置有第二检测件,用于检测所述待分拣的货物的重量。
13.在一实施例中,所述差速传输机构基于所述待分拣货物的重量,调节所述待分拣的货物的输送速度。
14.在一实施例中,所述供料主线还包括:设置于所述第一传送机构和所述第二传送机构之间的第三传送机构,所述第三传送机构用于接收第二传送机构传送的待分拣的货物,并将所述待分拣的货物传送至所述第一传送机构,且所述第三传送机构的传送速度大于所述第二传送机构的传送速度。
15.在一实施例中,所述供料主线还包括第三传送机构,所述第三传送机构对接所述第一传送机构,所述第三传送机构用于对所述待分拣的货物加速,并将所述待分拣的货物传送至所述第一传送机构。
16.在一实施例中,所述供料主线还包括:设置于所述第二传送机构和所述第三传送机构之间的第四传送机构,所述第四传送机构用于接收暂存所述第二传送机构传送的待分拣的货物,并将暂存后的所述待分拣的货物传送至第三传送机构。
17.在一实施例中,所述供料主线还包括与所述第一传送机构对接的第四传送机构,所述第四传送机构用于接收、暂存所述待分拣的货物,并将暂存后的所述待分拣的货物传送至第一传送机构。
18.在一实施例中,所述供料主线还包括:上料传送机构,所述上料传送机构用于接收所述待分拣的货物。
19.根据本实用新型的第二方面提供一种供料系统:其中,包括:供料装置及控制装置,所述供料装置为如上述第一方面实施例的供料装置;所述控制装置与所述差速传输机构电连接,用于控制所述差速传输机构改变待分拣的货物的输送方向。
20.在一实施例中,所述供料装置还包括:一个或多个第一检测件,所述第一检测件与所述控制装置电连接;所述第一检测件用于检测所述待分拣的货物位于所述供料主线上的输送位置,所述控制装置基于所述输送位置生成控制信号,并发送所述控制信号至所述差速传输机构,所述差速传输机构基于接收到的所述控制信号改变所述待分拣的货物的输送方向和/或输送速度;和/或,所述第一检测件用于检测所述待分拣的货物的体积,所述控制装置基于所述待分拣的货物的体积生成控制信号,并发送所述控制信号至所述差速传输机构,所述差速传输机构基于接收到的所述控制信号改变所述待分拣的货物的输送方向和/或输送速度。
21.根据本实用新型的第三方面提供一种分拣设备,包括:分拣装置,所述分拣装置包括沿分拣主线运动的一个或多个分拣小车;且所述分拣主线包括至少一段弧形段;如上述第一方面中任一实施例所述的供料装置。
22.在一实施例中,所述分拣主线还包括至少一段直线段,在所述分拣小车运动至所
述直线段时,将所述待分拣的货物投放。
23.在一实施例中,所述直线段的下方设置有一个或多个接料输送装置,每个所述接料输送装置上设置有一个或多个容器,其中,一个或多个所述容器交替地与所述直线段的分拣口相对应,以接收所述分拣小车从所述分拣口投放的所述待分拣的货物。
24.本公开提供的供料装置,由于差速传输机构的传输速度的差异性,能够改变差速传输机构上的待分拣货物姿态,从而改变待分拣货物的输送方向,使改变后的待分拣的货物的输送方向大致与分拣小车在差速传输机构的出料端的位置时的第一运动方向一致。这样,使待分拣的货物更稳定、准确的输送至分拣小车,确保供料装置在分拣主线的弧形段上料的可靠性。此外,由于有效的利用了分拣主线的弧形段为分拣小车上料,不占用环形直线段的分拣口的空间,相较于在直线段上料的方式,可以节省直线段的空间,能够增加分拣口的数量,提高分拣效率。
附图说明
25.通过参考附图阅读下文的详细描述,本实用新型实施方式的上述以及其他目的、特征和优点将变得易于理解。在附图中,以示例性而非限制性的方式示出了本实用新型的若干实施方式,其中:
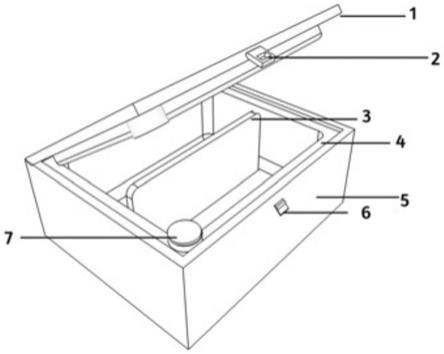
26.图1示出了本实用新型实施例提供的分拣设备的结构示意图;
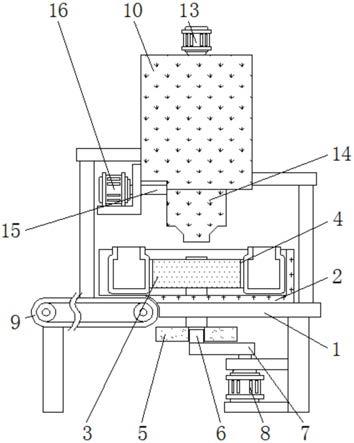
27.图2示出了本实用新型实施例提供的分拣设备的部分结构示意图;
28.在附图中,相同或对应的标号表示相同或对应的部分。
具体实施方式
29.下面将参考若干示例性实施方式来描述本实用新型的原理和精神。应当理解,给出这些实施方式仅仅是为了使本领域技术人员能够更好地理解进而实现本实用新型,而并非以任何方式限制本实用新型的范围。
30.需要注意,虽然本文中使用“第一”、“第二”等表述来描述本实用新型的实施方式的不同模块、步骤和数据等,但是“第一”、“第二”等表述仅是为了在不同的模块、步骤和数据等之间进行区分,而并不表示特定的顺序或者重要程度。实际上,“第一”、“第二”等表述完全可以互换使用。
31.需要注意,虽然本文中使用“前”、“后”、“左”、“右”、“顶”、“底”、“外侧”、“内侧”等表述来描述本实用新型的实施方式的不同方向或侧面等,但是“前”、“后”、“左”、“右”、“顶”、“底”、“外侧”、“内侧”等表述仅是为了在不同方向或侧面之间进行区分,而并不表示特定的外或内。实际上,“前”、“后”、“左”、“右”、“顶”、“底”、“外侧”、“内侧”等表述在一些情况下完全可以互换使用。
32.目前,随着电商行业的发展,电商平台已成为人们的消费主流,人们对快递包裹的时效要求越来越高。传统人工拣选包裹的方式已不能满足市场需求。通过分拣设备分拣包裹的方式,提高了分拣效率,还节省了大量的人工成本。
33.相关技术中,分拣设备常见有环形、直线形。环形分拣设备相较于直线形分拣设备,在投放包裹的格口(投放口)数量相同的情况下,环形分拣设备所占用场地的空间较小,分拣设备中的供料装置及分拣装置的分布更加集中紧凑,从而方便工作人员进行批量拣选
工作。
34.其中,供料装置通常布置在环形分拣设备的直线段,以方便控制货物能够准确投入到分拣装置的分拣小车中。然而,直线段通常设置有多个用于投放包裹的格口,将供料装置布置在直线段,无疑占用了部分格口的空间,格口数量有所减少,导致分拣效率低。如需确保分拣效率,需要提高格口的数量,只能增加环形分拣设备的线体尺寸长度,导致场地面积占用大。
35.鉴于上述问题的存在,本实用新型提供一种供料装置,能够在分拣设备的弧形段对分拣小车进行准确供料。
36.如图1所示,供料装置10可以应用于分拣设备100。分拣设备100可以包括分拣装置20,分拣装置20包括沿分拣主线r运动的一个或多个分拣小车22。分拣小车22用于将待分拣的货物输送至对应的容器,其中容器可以放置于接料输送装置30上。分拣主线r包括至少一段弧形段21。分拣主线r的形状可以由分拣装置20的结构决定。一示例中,分拣装置20可以是圆盘式,分拣主线r可以呈封闭式的圆弧形,分拣小车22沿着圆弧形主线匀速运动。另一示例中,分拣装置20可以是环形式,分拣主线r可以呈封闭的环形,包括相对的两段直线段23及两段弧形段21。分拣小车22沿着直线段和弧形段匀速运动。在直线段23上可以设置有一个或多个分拣口(格口)。在直线段23的下方可以设置一个或多个接料输送装置30,每个接料输送装置30上设置有一个或多个容器。接料输送装置30可以使多个容器交替地与分拣口相对应,以接收分拣小车22从分拣口投放的待分拣的货物。接料输送装置30还可以将承载有待分拣的货物的容器输送至打包工位,以将待分拣的货物进行打包形成包裹。
37.供料装置10包括位于弧形段21的切线方向上的供料主线d。供料主线d用于将待分拣的货物输送至分拣小车22。供料主线可以包括差速传输机构11。差速传输机构11的出料端与分拣主线r的弧形段21的侧面对接。例如,可以对接于弧形段21的外侧面。差速传输机构11用于改变待分拣的货物的输送方向,使待分拣的货物的输送方向与分拣小车22在出料端位置的运动方向相匹配,并将待分拣的货物输送至分拣小车22。
38.当分拣小车22运动至分拣主线r的弧形段时,在弧形段的分拣小车22的运动方向的每一位置处的方向均不一致,具有不确定性,即分拣小车22的运动方向处于变化状态。当分拣小车22运动至差速传输机构11的出料端的位置时,具有第一运动方向。当待分拣的货物沿着供料主线d运动至差速传输机构11上时,由于差速传输机构11的传输速度的差异性,能够改变其上的待分拣货物的姿态,使待分拣的货物相对于供料主线d转动一定角度,以改变待分拣货物的输送方向,使改变后的待分拣的货物的输送方向大致与分拣小车22在差速传输机构11的出料端的位置时的第一运动方向一致。这样,使待分拣的货物能够更稳定、准确的输送至分拣小车22上,确保供料装置10在分拣主线r的弧形段上料的可靠性。从而有效的利用了分拣主线r的弧形段21的空间为分拣小车22上料,不占用分拣主线r的直线段23的分拣口的空间,相较于在直线段23上料的方式,可以节省直线段的空间,这样,能够增加分拣口的数量,提高分拣效率。
39.在一实施例中,差速传输机构11包括多条第一输送带111及多个电机。其中,多个第一输送带111沿着供料主线d的方向相互平行设置,且多个第一输送带的末端分别邻接弧形段21。至少一个电机驱动多个第一输送带111转动,以使多个第一输送带111以不同的输送速度运转。
40.示例的,多条第一输送带111的长度在供料主线d的宽度方向上递增或递减,以使多条第一输送带111的末端形成与分拣主线r的弧形段21的外形相匹配的弧形。
41.多个电机与多条第一输送带111可以一一对应,且每个电机驱动各自对应的第一输送带111转动,每个电机均可以为变频电机。也就是说,多条第一输送带111中的每条可以分别通过一个电机独立的进行驱动。例如,第一输送带111可以设置为四条,电机设置为四个,通过控制每个电机的转速,驱动对应的第一输送带111转动,使四个第一输送带111以不同的输送速度运转,从而可以使位于第一输送带111上的待分拣的货物相对于第一输送带111产生位移,使待分拣的货物发生偏转,使得待分拣的货物的输送方向与分拣小车22在差速传输机构11的出料端位置的方向可以大致相同,使待分拣的货物更稳定、准确的输送至分拣小车22。但并不限于此,在其他实施例中,多条第一输送带111可以分成多组,每组第一输送带111可以分别通过一个电机进行驱动。例如,第一输送带111可以设置为四条,电机设置为两个,其中一个电机同时驱动两条(一组)第一输送带111转动,另一个电机同时驱动另两条(另一组)第一输送带111转动,并且,通过控制每个电机的转速,驱动每组第一输送带111以不同的输送速度运转。在又一示例中,电机可以设置有一个,通过驱动不同传动比的齿轮组转动,带动多条第一输送带111的以不同的输送速度运转。例如,第一输送带111可以为四条,电机的输出轴上安装有四个主动齿轮,每条第一输送带111的转动辊上安装有从动齿轮,每个从动齿轮与对应的主动齿轮相啮合,组成四组齿轮组,且每组齿轮组的传动比不同。通过一个电机的输出轴带动四个主动齿轮一起转动,由于每组齿轮组的传动比不同,因此,每个从动轮的转速不同,以带动每条第一输送带111以不同的输送速度运转,从而使其上的待分拣的货物发生偏转,以改变待分拣的货物的输送方向。
42.在一实施例中,供料装置10还包括一个或多个第一检测件,用于检测待分拣的货物在供料主线d上的输送位置,差速传输机构基于接收到的控制信号改变待分拣的货物的输送方向和/或输送速度,其中,控制信号基于所述输送位置确定。
43.由于待分拣的货物的大小不同,工作人员每次将待分拣的货物放置在供料主线d上的位置也存在差异。因此,待分拣的货物到达差速传输机构上的位置也会不同。通过第一检测件检测出待分拣的货物处于供料主线上的输送位置,并将输送位置传送至控制装置,控制装置基于输送位置生成控制信号,并发送控制信号至差速传输机构11,差速传输机构11基于接收到的所述控制信号改变所述待分拣的货物的输送方向和/或输送速度。例如,可以通过待分拣的货物的输送位置,确定出待分拣的货物到达差速传输机构11上时,支撑待分拣的货物对应的多条第一输送带111,从而可以通过对应的电机控制这些第一输送带111以不同的输送速度输送待分拣的货物,从而使待分拣的货物的传送方向发生偏转,使待分拣的货物的输送方向大致与分拣小车22的转动方向一致,和/或,也可以改变待分拣的货物的输送速度,使待分拣的货物的速度大致相同。通过差速传输机构改变货物的输送方向和/或输送速度,可以确保差速传输机构11能够平稳可靠的将待分拣的货物传输至分拣小车22。
44.此外,还可以基于第一检测件检测到的待分拣货物在供料主线d上的输送位置,通过差速传输机构11校正待分拣的货物,以使待分拣的货物正对差速传输机构的出料端,确保顺利供料。例如,当待分拣的货物位于供料主线d邻近其中一侧而偏离出料端的中间位置时,可以通过支撑待分拣的货物的多条第一输送带111以不同的速度运转,使待分拣的货物
在供料主线d的宽度方向上产生位移,使待分拣的货物移动至出料端的中间位置,从而待分拣的货物得到校正,确保顺利供料。
45.在一示例中,第一检测件可以是摄像装置,摄像装置可以设置在供料主线d的输送路径上,通过对待分拣的货物拍照以获取待分拣的货物位于供料主线d上的位置。在另一示例中,第一检测件可以是光电传感器,光电传感器可以设置在供料主线d的输送路径上,通过光电传感器的被遮挡情况确定待分拣的货物对位于供料主线d上的位置。
46.在另一实施例中,供料装置10包括一个或多个第一检测件,用于检测待分拣的货物的体积,差速传输机构11基于接收到的控制信号改变待分拣的货物的输送方向和/或输送速度,其中,控制信号基于待分拣的货物的体积确定。例如,通过摄像装置还可以识别出待分拣的货物的体积大小,可以将待分拣的货物的体积大小信息发送至控制装置,控制装置基于待分拣货物的体积大小生成控制信号,并将控制信号发送至差速传输机构11,差速传输机构11基于接收到的所述控制信号改变所述待分拣的货物的输送方向和/或输送速度。例如,通过待分拣的货物的体积大小,确定出待分拣的货物到达差速传输机构11上时,支撑待分拣的货物对应的多条第一输送带111,从而可以通过对应的电机控制这些第一输送带111以不同的输送速度输送待分拣的货物,从而使待分拣的货物的传送方向发生偏转,使待分拣的货物的输送方向大致与分拣小车22的转动方向一致,也可以改变待分拣的货物的输送速度,使待分拣的货物的速度大致相同,以确保差速传输机构11能够平稳可靠的将待分拣的货物传输至分拣小车22。
47.需要说明的是,上述两种实施例中,可以通过控制装置向差速传输机构发送控制信号,控制差速传输机构改变待分拣的货物的输送方向,但本技术并不限于此。在另一实施例中,差速传输机构上的每条输送带的速度可以是特定值,不需要控制装置进行控制,差速传输机构可自动改变待分拣货物的输送方向。
48.在一实施例中,供料主线还包括第一传送机构12。第一传送机构12用于将待分拣的货物传送至差速传输机构11。第一检测件设置于所述第一传送机构。示例的,第一传送机构12可以包括多条相互平行设置的第二输送带121,通过多条第二输送带121将待分拣的货物传送至差速传输机构11。在第二输送带121的下方设置有多个第一检测件,且暴露于相邻两个第二输送带121之间的空隙。第一检测件可以是光电传感器122。多个光电传感器122通过每相邻两个第二输送带121之间的空隙,识别待分拣的货物。当待分拣的货物在第二输送带121上传送,经过多个光电传感器122时,通过被遮挡的光电传感器的个数以及位置,获取待分拣的货物位于供料主线上的位置和待分拣的货物的体积,根据待分拣的货物的位置,通过支撑待分拣货物的多条第一输送带的不同传输速度改变待分拣货物的传输方向。根据待分拣的货物的体积,调节支撑待分拣货物的多条第一输送带的传输待分拣的货物的传输速度。
49.但并不限于此,第一检测件还可以设置在供料主线的邻近差速传输机构11的入料端的位置。
50.此外,第一传送机构12还可以是具有一定宽度的单条皮带。在另一示例中,第一传送机构12还可以是辊筒输送机、链条输送机、滚轮输送机、滚珠输送机等。
51.在一实施例中,供料主线d还包括第二传送机构14。第二传送机构14上设置有第二检测件,用于检测待分拣的货物的重量,基于待分拣货物的重量,调节与待分拣的货物对应
的多条第一输送带111的输送速度。
52.由于不同的待分拣的货物的重量不同,差速传输机构11输送待分拣的货物的输送功率(速度)也不同。通过第二检测件能够检测出待分拣的货物的重量,从而可以根据待分拣的货物的重量调节差速传输机构的输送速度,以确保差速传输机构11能够平稳可靠的将待分拣的货物传输至分拣小车22。
53.第二检测件可以是压力传感器,设置在第二传送机构14的下方。但并不限于此,第二检测件可以设置在供料主线d的输送路径上。例如,邻近差速传输机构11的入料端设置。第二传送机构14可以是输送带或输送辊等。
54.在一实施例中,供料主线还包括设置于第一传送机构12和第二传送机构14之间的第三传送机构13,第三传送机构13用于接收第二传送机构14传送的待分拣的货物,并将待分拣的货物传送至第一传送机构12,且第三传送机构13的传送速度大于第二传送机构14的传送速度。
55.第三传送机构13接收来自第二传送机构14传送的待分拣的货物时,通过第三传送机构13对待分拣的货物进行加速,使得待分拣的货物尽可能与分拣小车22的运动速度大小相适应使待分拣的货物输送至分拣小车22时更平稳,避免二者速度大小相差太大导致待分拣的货物甩出。这样,当待分拣的货物到达差速传输机构11时,也无需通过差速传输机构11再对待分拣的货物进行加速,只需通过差速传输机构11改变待分拣的货物的输送方向,以匹配分拣小车22的运动方向即可,提高供料装置10的上料效率。但并不限于此,在另一示例中,可以不设置有第二传送机构14,第三传送机构13可以直接对接第一传送机构12,通过第三传送机构13对待分拣的货物加速处理,并将待分拣的货物传送至第一传送机构12。
56.在一实施例中,供料主线还包括设置于第二传送机构14和第三传送机构13之间的第四传送机构,第四传送机构用于接收并暂存第二传送机构传送的待分拣的货物,待第三传送机构13上的待分拣的货物传送至第一传送机构12时,再将暂存后待分拣的货物传送至第三传送机构13。通过第四传送机构能够先对待分拣的货物进行暂存的方式,避免前方待分拣的货物未能及时输送而导致货物堆积或相互之间产生干扰而错乱,使供料装置10稳定的将待分拣的货物进行传送。但并不限于此,在另一示例中,第四传送机构可以直接对接第一传送机构,用于接收、暂存待分拣的货物,通过第四传送机构将接收、暂存的待分拣的货物,传送至第一传送机构。
57.在一些实施例中,供料主线还包括上料传送机构15。上料传送机构15用于接收待分拣的货物。上料传送机构15可以是供料主线的前端,工作人员可以将待分拣的货物放置于上料传送机构15,通过上料传送机构15传送待分拣的货物。还可以在上料传送机构15的入料端对接输送设备,实现自动上料。
58.综上所述,可以由人工或者通过与上料传送机构15对接其他输送设备,将待分拣的货物传送至上料传送机构15,上料传送机构15将待分拣的货物平稳输送至第二传送机构14,并通过压电传感器进行货物进行称重,在第二传送机构14上还可以安装一组用于检测待分拣的货物的光电传感器,以便判断来料信息,当光电传感器感测到待分拣的货物时,开启压电传感器。称重完的待分拣的货物进入第三传送机构13,使待分拣的货物的速度提升,在第二传送机构14和第三传送机构13还可放置第四传送机构对待分拣的货物进行暂存,以等待以免前方待分拣的货物未能及时上料而导致货物错乱。通过第三传送机构13加速的待
分拣的货物,其速度基本可满足顺利的进入分拣主线r弧形段21的分拣小车22上,但由于是在弧形段对待分拣的货物进行供料,不同于直线段供料,弧形段的分拣小车在运动时,各点的速度方向均不一致,从而需要对待分拣的货物再经过速度调整,因此,在第三传送机构13加速的待分拣的货物后,增加在第一传送机构12通过诸如光电感测器进行位置检测,可以大致判断出待分拣货物的体积以及在供料主线d的位置。可以通过控制端接收到位置信息,再结合该货物的重量信息,以确定出最后一段差速传输机构11上的每条第一传输带111速度以调整待分拣的货物的输送方向,使待分拣的货物平稳进入分拣主线r的分拣小车22确保在弧形段21对分拣小车22进行供料。
59.本公开另一实施例还提供了一种供料系统。供料系统包括上文任一实施例的供料装置10以及控制装置。控制装置与差速传输机构11连接,用于控制差速传输机构11改变待分拣的货物的输送方向。
60.在一些实施例中,控制装置可以是计算机、服务器、上位机(personal computer,pc)、可编程逻辑控制器(programmable logic controller,plc)、单片机等自动控制设备。
61.在一实施例中,供料装置10还包括一个或多个第一检测件,第一检测件与控制装置电连接。
62.第一检测件用于检测待分拣的货物位于供料主线d上的输送位置,控制装置基于输送位置生成控制信号,并发送控制信号至差速传输机构11,差速传输机构11基于接收到的控制信号改变待分拣的货物的输送方向和/或输送速度。
63.第一检测件例如可以是上文提到的摄像装置或者光电传感器。通过摄像装置或者光电传感器识别出待分拣的货物位于供料主线d上的输送位置,并将待分拣的货物输送位置信息发送至控制装置,控制装置基于待分拣的货物输送位置信息生成控制信号,并将控制信号发送至差速传输机构11,差速传输机构11基于接收到的控制信号,控制多个第一输送带111以不同的输送速度输送待分拣的货物,从而使待分拣的货物的传送方向发生偏转,使待分拣的货物的输送方向大致与分拣小车22的转动方向一致,也可以改变待分拣的货物的输送速度,使待分拣的货物的速度大致相同,以确保差速传输机构11能够平稳可靠的将待分拣的货物传输至分拣小车22。
64.在另一实施例中,第一检测件用于检测待分拣的货物的体积,控制装置基于待分拣的货物的体积生成控制信号,并发送控制信号至差速传输机构,差速传输机构基于接收到的控制信号改变待分拣的货物的输送方向和/或输送速度。
65.第一检测件例如可以是上文提到的摄像装置或者光电传感器。通过摄像装置或者光电传感器识别出待分拣的货物的体积,并将待分拣的货物的体积信息发送至控制装置,控制装置根据待分拣的货物体积信息生成控制控制信号,并将控制信号发送至差速传输机构11,差速传输机构11控制多个第一输送带111以不同的输送速度输送待分拣的货物,从而使待分拣的货物的传送方向发生偏转,使待分拣的货物的输送方向大致与分拣小车22的转动方向一致,也可以改变待分拣的货物的输送速度,使待分拣的货物的速度大致相同,以确保差速传输机构11能够平稳可靠的将待分拣的货物传输至分拣小车22。
66.本公开另一实施例还提供了一种分拣设备,如图1和图2所示,分拣设备100包括供料装置10及分拣装置20,分拣装置20包括沿分拣主线运动的一个或多个分拣小车22,且分拣主线包括至少一段弧形段21。供料装置10为如上述第一方面中任一实施例的供料装置
10。可选地,分拣设备100还可以包括控制装置,控制装置与差速传输机构11连接,用于控制差速传输机构11改变待分拣的货物的输送方向。
67.本公开实施例的分拣设备100,通过设置本公开的供料装置10,充分的利用了分拣设备100的弧形段21对分拣小车22进行供料,且能够确保上料精准。相较于在直线段23上料的方式,不占用分拣主线r的直线段23的分拣口的空间,这样,能够增加分拣口的数量,提高分拣效率。
68.在一实施例中,分拣主线还包括至少一段直线段23,在分拣小车22运动至直线段23时,将待分拣的货物投放。分拣主线r的形状可以由分拣装置20的结构决定。
69.一示例中,分拣装置20可以是圆盘式,分拣主线r可以呈封闭式的圆弧形,分拣小车22沿着圆弧形主线匀速运动。另一示例中,分拣装置20可以是封闭的环形式,分拣主线r可以呈环形,包括相对的两段直线段23及两段弧形段21。分拣小车22沿着直线段和弧形段闭合的环形匀速运动。在直线段23上可以设置有一个或多个分拣口(格口),分拣口可以设置在直线段的外侧或内侧。也可以在直线段的内侧和外侧均设置有分拣口。分拣小车22通过分拣口将待分拣的货物投放至在直线段23的下方的容器内。例如,在直线段23的下方可以设置一个或多个接料输送装置30,每个接料输送装置30上设置有一个或多个并排容器。接料输送装置30可以使多个并排放置的容器交替地与分拣口相对应,以接收分拣小车22从分拣口投放的将待分拣的货物。接料输送装置30还可以将承载有待分拣的货物的容器输送至打包工位,以进行打包形成包裹。
70.出于示例和描述的目的,已经给出了本实用新型实施的前述说明。前述说明并非是穷举性的也并非要将本实用新型限制到所公开的确切形式,根据上述教导还可能存在各种变形和修改,或者是可能从本实用新型的实践中得到各种变形和修改。选择和描述这些实施例是为了说明本实用新型的原理及其实际应用,以使得本领域的技术人员能够以适合于构思的特定用途来以各种实施方式和各种修改而利用本实用新型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。